
Fターム[3F027FA12]の内容
Fターム[3F027FA12]に分類される特許
81 - 100 / 147
基板搬送装置および基板搬送方法
【課題】基板のサイズに関わらず安定した搬送を実現する基板搬送装置を提供する。
【解決手段】基板1に所定の加工を施すための加工領域が設けられた搬送路3と、搬送路3に搬入された基板1を上流から下流に向けて搬送する搬送コンベア4と、基板搬送方向に移動可能な移動体5と、移動体5に設けられて基板1を加工領域より上流側となる位置s2で検知する第1センサ9と、移動体5の第1センサ9から基板搬送方向に所定の距離をおいた位置に設けられて搬送中の基板1に接触して停止させるストッパ11と、第1センサ9が基板1を検知すると基板搬送速度より低い速度で移動体5の移動を開始させるとともに基板1がストッパ11に接触した後に停止するように移動体5の移動を制御する制御手段を備えた。
(もっと読む)
物品検査装置

【課題】設定されている被検査物の長さに対する検査された被検査物の長さの対比から適切な検査精度や検査効率になるように対応をとることが可能な物品検査装置を提供すること。
【解決手段】被検査物を搬送する搬送手段と、前記被検査物の搬送方向における先部および後部を検出する搬入センサ4と、前記搬入センサ4によって検出された前記被検査物Wの品質データを取得し、前記品質データに基づいて前記被検査物の良否を判定する品質判定手段と、を備えた物品検査装置において、前記搬入センサ4により前記被検査物の搬送方向における先部が検出されてから後部が検出されるまでの検出時間に基づいて、前記搬送方向における前記被検査物Wの長さを表す被検査物長Lを算出する被検査物長算出手段8aと、前記被検査物長算出手段8aにより算出された前記被検査物長Lに関する統計量を算出する統計手段9aと、を備えた。
(もっと読む)
物品検査装置
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔を測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔の内の所定範囲内の搬入間隔に関する統計量を算出する統計手段9aとを備える。
(もっと読む)
部品検出方法、部品検出装置、及び、ICハンドラ
【課題】電子部品のポケットへの載置状態を少数のセンサで検出できる部品検出方法、部品検出装置、及び、ICハンドラを提供する。
【解決手段】ICハンドラの各シャトルの供給側チェンジキット31の上面には、ICチップTを載置するポケット32と、該ポケット32をY方向に横切る2つのスリット37a,37bとが凹設されている。また、ベースの上面には、シャトルを間に挟んで相対向して投光部と受光部が備えられ、投光部から所定の断面形状の検出光43が受光部に照射される。受光部は、スリット37a,37bを通過させてICチップTの上面によって一部が遮られた検出光43に基づいて受光量を検出する。ICハンドラはポケット32にICチップTが正常に載置されているときの受光量から第1の閾値を予め求め、搬送するICチップTが一部を遮った際の受光量と、第1の閾値とを比較してICチップTの載置状態を判断する。
(もっと読む)
分別装置
【課題】分別動作の結果を誤判定することがなく、分別不良品の流出を確実に防止することのできる分別装置を提供する。
【解決手段】搬送部10によって搬送される物品Wを、分別指令信号RJに応じて搬送路上から選択的に分別する分別手段40と、搬送部10によって搬送される物品Wを分別手段40より上流側の第1検出位置p1で順次検知する第1の物品検知手段21と、物品Wを分別手段40より下流側の第2検出位置p2で順次検知する通過検知センサ22と、物品Wが第2検出位置p2を通過した通過タイミングで、通過検知センサ22により検知された物品Wの検知情報と、通過タイミングを基準とし検出位置p1、p2の間の物品搬送時間に応じて遡った推定検知タイミングを含む所定期間内における物品検知センサ21の検知情報とに基づいて、第2検出位置p2を通過した物品Wの搬送状態の異常を検知する搬送異常検出手段51と、を備える。
(もっと読む)
自動荷役車両およびその制御方法
【課題】安価な構成で、荷役対象物の停止位置を調整することが可能な自動荷役車両およびその制御方法を提供する。
【解決手段】CPUは、最初に搬送モータを駆動する。次に、CPUは、光電センサから与えられる検出信号に基づいて、荷役対象物の通過時間tを計測する。次いで、CPUは、荷役対象物の長さXを算出する。すなわち、CPUは、上記の通過時間tと搬送速度Vとの積により、荷役対象物の長さXを算出する。次に、CPUは、(Y−X)/2Vにより停止時間Tを算出する。なお、Yは車両本体部の本体部長さである。上記の停止時間Tとは、荷役対象物の一端部が光電センサを通過したときから、複数のローラーを停止させるまでの時間である。次いで、CPUは、停止時間Tが経過した後に搬送モータを停止させる。
(もっと読む)
物体の有無、特定位置又は通過を検出する検出装置
【課題】占有スペースの増大を抑制しながら、可動側の検出器と固定側との配線処理を不要としてケーブルの断線を防止することができる物体の有無、特定位置又は通過を検出する検出装置を提供する。
【解決手段】電波遮蔽材料で製作された収容体3と、収容体3内に収容されたRFIDタグ6と、物体の当接により移動する操作部材7と、操作部材7を前記移動方向と逆方向に付勢する付勢部材9とからなる検出器2を備え、収容体3内にRFIDタグ6を収容した状態ではリーダとの交信が不能となり、操作部材7が物体の当接により移動すると、その駆動力により収容体3が開口した状態となり、該状態ではRFIDタグ6とリーダとの交信が可能となり、物体の操作部材7への当接がなくなった際には、付勢部材9の付勢力によりRFIDタグ6が収容体3内に収容された状態に復帰する。
(もっと読む)
パッケージ搬送システム
【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
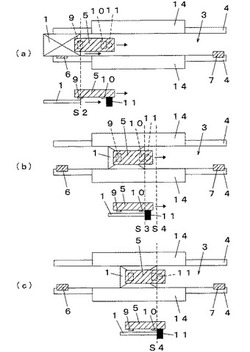
ワーク搬送状態検出構造、ワーク搬送装置およびワーク搬送状態検出方法
【課題】多くのセンサといった過大なコストがかかる構成を必要としない簡単な構成でありながら、ワークが予め定められた姿勢でない場合などワーク搬送不良の場合であっても、搬送異常を確実に検出でき、ワークを破損してしまうことなく、確実なワークの搬送ができるようにする。
【解決手段】定位置検出センサ4はまさにワーク1が搬送完了点3に到達した地点でONする。また、範囲検出センサ5のような性質をもつセンサを追加することで、ワーク1が反ったり変形していても、確実にワーク1が搬送完了点3周辺にあることを検知することができるようになっている。このため、範囲検出センサ5がONした後に間もなくONするはずの定位置検出センサ4が、予め定められた時間内にONしなかった場合、装置の動作を停止させる制御ができ、ワーク詰まりを防止することができる。
(もっと読む)
搬送モジュール、並びに、搬送装置
【課題】装置構成がコンパクトで、物品の搬送方向を迅速かつ任意の方向に変更可能な搬送モジュール、並びに、当該搬送モジュールを備えた搬送装置の提供を目的とする。
【解決手段】搬送装置1は、搬送モジュール50を主搬送経路2の中途に設けた構成とされている。搬送モジュール50は、複数の搬送セル60を2次元に配した構成とされており、そのそれぞれにモータ内蔵ローラ80が設けられている。各モータ内蔵ローラ80は、旋回軸を中心として旋回可能とされている。各搬送セル60のモータ内蔵ローラ80は、物品の搬送経路にあわせて旋回する。
(もっと読む)
包装箱の位置決めを行う装置
【課題】被覆シートに対して包装箱の位置決めを行う装置を提供する。
【解決手段】この装置は、接着剤塗布ユニットから、箱を接着剤付きシートに対して中心あわせをするための装置へシートを搬送するベルトと、ベルトコンベヤーの表面上のシートの位置を特定する光学センサと、を備え、前記ベルトは、対照の色を有する、コンベヤー表面の少なくとも2つの領域からなる。
(もっと読む)
トレイ載置位置検出装置
【課題】各種の高さ寸法の移送対象物についての適用および簡易なトラッキング作業を確保しつつ、作業能率および検出精度を向上することができるトレイ載置位置検出装置を提供する。
【解決手段】トレイ載置位置検出装置は、多数のトレイTを載置して搬送するコンベヤ4を備え、該コンベヤ4の幅を前記トレイTが複数個分並列して載置できる寸法に形成し、該コンベヤ4の搬送方向外側には通過する前記トレイTのコンベヤ上の載置位置を側方から検出するトレイセンサ12aを設けたものである。
(もっと読む)
ワーク搬送装置
【課題】パレットを用いることなく、ワークを精度良く且つ効率的に搬送する。
【解決手段】軌道を異にする第1搬送テーブル51および第2搬送テーブル61により、共通の給材位置と共通の除材位置との間でワークを交互に搬送するワーク搬送装置20Aであって、ワークがセットされる第1搬送テーブル51およびこれを支持する第1テーブル支持部材52から成る第1テーブルユニット43と、ワークがセットされる第2搬送テーブル61およびこれを支持する第2テーブル支持部材62から成る第2テーブルユニット44と、給材位置と除材位置との間で、第1テーブルユニット43と第2テーブルユニット44とを同時に且つ交互に移動させる移動手段45と、移動手段45による移動途中で、ワークを含む第1テーブルユニット43の軌道およびワークを含む第2テーブルユニット44の軌道を相対的に変更する軌道変更手段とを備えた。
(もっと読む)
コンポーネント制御装置、システム、及び方法
本発明は、運搬システムにおいてコンポーネントの速度を変速するための装置、システム、及び関連方法に関する。装置は、入口端部と出口端部との間に延在し、コンポーネントを受容するようにサイズが設定されたコンポーネントトラック(55)と、コンポーネントトラックに隣接して搭載され、コンポーネントトラック内を移動するように構成された突出部(19)を備える速度制御装置と、コンポーネントトラックに接近するコンポーネントの速度を検出するためにコンポーネントトラックの入口端部の上流に位置決めされるセンサー(100)と、センサーと連通し、コンポーネントトラック内のコンポーネントを減速するために、コンポーネントトラックに接近するコンポーネントの速度に基づいてコンポーネントトラック内の突出部の速度を調節するように構成された制御装置、とを備える。  (もっと読む)
(もっと読む)
アキュームレーションコンベヤ装置
【課題】容器を先入れ、先出しすることができる小型のアキュームレーションコンベヤ装置を提供する。
【解決手段】容器Aを搬送する入口コンベヤ1に、一対のサイドガイド4を設けた幅広のアキュームレーションコンベヤCを接続し、その搬出端部に出口コンベヤ3を接続する。アキュームレーションコンベヤCを容器搬送方向に複数に分割し、その格分割コンベヤに容器の滞留を検出する入口センサおよび出口センサを設ける。処理装置の故障により、出口コンベヤ3上に容器Aが滞留し、出口コンベヤ3の供給端部上において停止する容器Aに後続の容器Aを当接させて容器Aを順次停止させ、最下流の分割コンベヤの搬出端部から順に容器Aを貯留させると共に、出口センサが貯留容器Aを検出した際に、その分割コンベヤを低速運転に切換え、入口センサが貯留容器Aを検出した際にその分割コンベヤを停止させて、最下流の分割コンベヤから順に容器Aを貯留させる。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
搬送方向と同方向の強度が軟弱な板状体の定規出し方法及び定規出し装置
【課題】搬送方向と同方向の強度が通例よりも一段と軟弱な板状体が混在する場合であっても、適確な定規出し処理を行うことができるようにする。
【解決手段】ベルトコンベアAの搬送方向下手側に備えた起伏式のストッパBに、板状体3の先端を当接させて、該板状体3の定規出しを行うに際し、ストッパBに当接した板状体3の先端近傍が所定限度以上の高さに座屈した場合に限っては、板状体3の先端が、ストッパの位置(定規部材の位置)UからベルトコンベアAの搬送方向上手側へ所定距離L隔てた、所定の隔離位置Vに至るまで、板状体3を一旦逆向きに搬送すべく、ベルトコンベアAを逆転駆動させた後に、ベルトコンベアAを停止させ、次いで、板状体3を前記所定距離Lだけ搬送するに足る短期間だけ、再びベルトコンベアAを正転駆動させることによって、板状体3の先端をストッパBに当接させ、定規出しを行う。
(もっと読む)
鋼板搬送制御方法および装置
【課題】新たに距離トラッキングセンサを設置することなく、鋼板同士が衝突する可能性もなく、搬送テーブルの占有率を上げて鋼板を搬送する鋼板搬送制御方法および装置を提供することを目的とする。
【解決手段】ラインシャフト駆動方式の搬送テーブル上の鋼板を、前記テーブル間に配置した鋼板位置センサの信号によって搬送または停止させる鋼板搬送制御方法において、前記テーブル間の所定位置に、移動可能な次鋼板前詰開始用センサを設置し、該次鋼板前詰開始用センサが鋼板の尾端を検出した時点に、次鋼板の搬送を開始する。
(もっと読む)
自動搬送システム
【課題】簡易な構成で荷の搬送ずれを検知することができる自動搬送システムを提供する。
【解決手段】搬送ずれを検知しようとする自動搬送設備の次の経路の制御盤からの搬送要求情報を受け取っているか否かを確認し(S3)、搬送要求情報を受け取っているのに自動搬送設備により搬送中であることを示す搬送データが存在しない場合には(S4)、管理コンピュータが管理するデータに対して実際の荷が余っている状態の搬送ずれが発生していると判断し、搬送要求情報を受け取っていないのに自動搬送設備により搬送中であることを示す搬送データが存在する場合には(S7)、管理コンピュータが管理するデータに対して実際の荷が足りない状態の搬送ずれが発生していると判断し、異常である旨を表示した後(S5)、搬送ずれを引き起こした原因を排除して復旧を図る(S6)。
(もっと読む)
ワーク搬送装置
【課題】省スペース化を図りつつ、複数のベルトコンベアによりそれぞれワーク処理装置に移載可能なように、ワークを搬送する。
【解決手段】それぞれがワーク処理装置2に向かってワークWを搬送する複数のベルトコンベア31を、上下方向に複数段に亘って配設したワーク搬送システム3であって、複数のベルトコンベア31の複数の搬送終端部は、ワークWを移載するための上方スペース22が確保されるように、階段状に配設されている。
(もっと読む)
81 - 100 / 147
[ Back to top ]