
Fターム[3F027FA12]の内容
Fターム[3F027FA12]に分類される特許
41 - 60 / 147
搬送監視装置および搬送監視方法
【課題】被搬送物と撮像部との間に透明体が介在する監視環境にあっても、被搬送物の搬送状態を高精度に管理可能な装置及び方法を提供する。
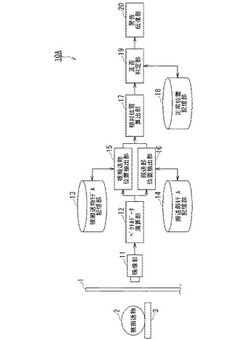
【解決手段】第1の搬送監視装置10Aは、透明体1越しに被搬送物2の搬送状態を監視し、被搬送物2及び搬送部3の画像を取得する撮像部11と、撮像部11が取得した画像のベクトルデータを演算する演算部12と、被搬送物2及び搬送部3のモデルデータを記憶する記憶部13,14と、画像中の被搬送物2及び搬送部3の位置を抽出する位置抽出部15,16と、被搬送物2及び搬送部3の相対的位置を算出する相対位置算出部17と、被搬送物2及び搬送部3の正常な相対的位置関係を記憶する記憶部18と、相対位置算出部17が算出した相対位置が正常か否かを判定する判定部19と、判定部19での判定結果に応じて所定の警告を発する警告部20とを具備する。
(もっと読む)
ワークの搬送装置

【課題】ワークが相互に干渉することなく搬送順位通りに搬送でき、省電力化を図る。
【解決手段】ワークの搬送装置1は、第1のセンサ21が第1のワークW1を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第1のワークW1を搬送するとともに、その後第2のセンサ22が第1のワークW1を検知したとき、第1の搬送コンベア11および第2の搬送コンベア12を停止させるワーク投入ステップと、第1の搬送コンベア11を駆動させて第2のワークW2を搬送し、第1のセンサ21が第2のワークW2を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第2のワークW2を搬送して、第1のワークW1および第2のワークW2を所定の離隔量だけ離隔して第2の搬送コンベア12上に留置するピッチ送りステップと、を連続して実行する。
(もっと読む)
土砂搬送システム
【課題】土砂の搬送効率を向上させることが可能な土砂搬送システムを提供すること。
【解決手段】土砂5を搬送する搬送装置1と、任意の位置に配置され搬送装置1上に土砂5を投入する複数の投入装置3と、各投入装置3の土砂5の投入開始予定時刻Wsを設定する土砂投入管理装置4とを備え、土砂投入管理装置4は、投入予定時間Tsと到達時間Uとに基づき各投入装置3の投入開始予定時刻Wsを算出する算出部45と、当該算出結果に基づき各投入装置3の投入開始予定時刻Wsを設定する投入開始予定時刻処理部46Aとを有し、各投入装置3は、搬送方向上流側から搬送されてくる土砂5の有無を検知する搬送土砂検知センサ33と、当該検知結果に基づき、投入開始予定時刻Wsを含む所定の時間帯に搬送装置1上に土砂5が有るか否かを判定し、土砂5が搬送装置1上に無いと判定したときに土砂5を投入する投入決定処理部35Cとを有すること。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
物品搬送装置
【課題】各物品の搬送状況をより的確に監視でき得る物品搬送装置を提供する。
【解決手段】物品搬送装置10は、物品100を搬送する搬送ユニット12と、搬送ユニット12による搬送状況を監視する監視ユニット18と、を備えている。監視ユニット18は、各物品100が第一検知位置P1に到達したことを検知する上流センサ20と、各物品100が第二検知位置P2に到達したことを検知する下流センサ22と、上流センサ20で検知された物品100が正常に搬送された場合に第二検知位置P2に当該物品100が到達する時間範囲を到達時間範囲として算出し、さらに、到達時間範囲内に下流センサにより物品100の到着が検知されたか否かに基づいて搬送状況の良否を各物品100ごとに判断する制御部30と、到達時間範囲および下流センサ22による検知タイミングをユーザに報知する二つのランプ26,24を備える。
(もっと読む)
コンベヤ装置
【課題】構成の簡素化及びコストの低減を図りながら、物品の荷崩れを的確に検出することができるコンベヤ装置の提供。
【解決手段】荷崩れ検出手段として、搬送始端位置H1に位置する物品Bに対してコンベヤ本体16による搬送方向の前端側の荷崩れを検出する前端側荷崩れセンサ17と、搬送終端位置H2に位置する物品Bに対して搬送方向の後端側の荷崩れを検出する前端側荷崩れセンサ17とは別の後端側荷崩れセンサ18とが備えられている。
(もっと読む)
搬送装置
【課題】搬送物を合流ラインから集積コンベヤに効率良く投入できる搬送装置を提供する。
【解決手段】搬送装置1は、複数の合流ライン3を集積コンベヤ2の側方に配設する。各合流ライン3は、搬送物検知手段20、待機コンベヤ21、測長コンベヤ22および移載コンベヤ23を有する。制御手段16は、エントリーカウントが設定数でない場合には、次の同一の合流ラインデータの登録要求が発生したときに、その同一の合流ラインデータに係る合流ライン3以外の合流ライン3からの搬送物Wの投入が可能な未指定データを登録する。
(もっと読む)
減列型物品搬送装置
【課題】 上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置を提供する。
【解決手段】 上流側搬送路10の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサ40a、40b、40cと、物品検出センサからの信号により、上流側搬送路10における各列毎の物品の滞留状態を判断する滞留状態判断回路51と、上流側搬送路10の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部52と、滞留状態判断回路51による判断結果に基づき、供給パターン設定部52に設定してある供給パターンのいずれかを選択する供給パターン選択回路53と供給パターン選択回路53により選択された供給パターンにしたがい上流側搬送路10における物品供給列を選択する物品供給列選択回路54とを含む。そして、物品供給列選択回路54により選択された上流側搬送路10の物品供給列から、下流側搬送路20に物品を供給する。
(もっと読む)
仕分けシステム
【課題】分岐装置が分岐動作を行わない状態になった場合であっても、仕分け作業の効率の低下を抑制することのできる仕分けシステムを提供すること。
【解決手段】複数の荷物の仕分けを行う仕分けシステム10であって、制御部15と、メインコンベア20と、第一分岐コンベア21および第二分岐コンベア22と、第一分岐装置11と、第二分岐装置12と、第一分岐装置11の自動モードと非自動モードとを切り替えるモード切替部と、第二分岐装置12の自動モードと非自動モードとを切り替えるモード切替部とを備え、制御部15は、第一分岐装置11および第二分岐装置12の一方が非自動モードとなった場合、当該一方に対応する第一分岐コンベア21または第二分岐コンベア22へ送り出すべき単位時間あたりの荷物の個数である仕分け数量を、当該一方が自動モードである場合よりも少なくする。
(もっと読む)
仕分け装置及び仕分け装置制御方法
【課題】搬送装置における搬送速度を適正な値に制御することにより、電力消費の無駄を削減することができる仕分け装置及び仕分け装置制御方法を提供する。
【解決手段】水平に重ねられた状態でカセットC1,C2に収納されて少なくとも一つの搬入ポートから搬入される複数種類の複数の被搬送物101を、種類毎に仕分けて、各種類に対応された複数の仕分けポートに搬送し、各仕分けポートに設置されたカセットC3〜C10に搬出する仕分け装置において、被搬送物101の搬送状況及び次の搬送予定を把握し、搬送開始後に待ち時間が生ずるか否かを判別し、待ち時間が生ずると判断される場合には、搬送装置1における搬送速度を定格速度より下げ、搬送装置の停止時間を削減する。
(もっと読む)
出荷設備
【課題】出荷ラインからケースを取り出し移載する作業者の作業性を向上でき、トラックブースの幅を狭くすることを可能とした仕分け出荷設備を提供する。
【解決手段】物品Rが搬送される搬送ライン11から出荷先別に仕分けられた物品Rを搬送する出荷ライン13を備え、出荷ライン13は、物品Rの搬送方向とは直角方向Bの作業通路15側端部から、前記直角方向Bの物品Rの作業通路15側端部を突出させて搬送する構成とされている。この構成によれば、作業者Eは、出荷ライン13の端部から物品Rの端部が突出されていることにより、物品Rを取り出すとき、物品Rの端部を下から手で支えることができ、物品Rを出荷ライン13より取り出しやすくでき、作業性を向上できる。
(もっと読む)
ゾーン分けされた集積コンベア
個別に制御可能なゾーンを備える集積コンベアが、集積した物品間の隙間を効率的に縮小するように制御されることができ、これは、それら隙間の縮小をもたらす状態の存在を判断し、必要に応じて制御ロジックを実行する制御ロジックによって達成される。集積コンベアは、フリーラン停止モードで制御され得る。集積コンベアは、詰まりを検出し取り除くように制御され得る。  (もっと読む)
(もっと読む)
搬送コンベア合流部貨物衝突防止システムおよびその方法
【課題】本流コンベアと、これに追加的に接続される支流コンベアからなる2系統の搬送コンベアを同時に稼働させつつ、両系統の貨物をスムーズに合流させることのできる搬送コンベア合流部貨物衝突防止システムを提供する。
【解決手段】それぞれが独自の回転速度によって回転駆動することのできる複数のローラによって構成される速度可変コンベア22を本流コンベア12と支流コンベア14に設け、本流コンベア12に設置される第1のセンサ16と、支流コンベアに設置される第2のセンサ18とから受信する各コンベア上の貨物の通過時刻情報を使用して、上記各ローラの回転駆動を個別制御する。その結果、支流コンベアから搬送された貨物は、速度可変コンベア22上で搬送速度を変化させられ、合流部において、本流コンベア12上を流れる貨物との衝突が回避される。
(もっと読む)
コンベヤシステムとコンベヤシステムでの重量測定方法
【課題】 コンベヤシステム上の荷の重量を、複数ランクに判別する。
【構成】
モータを備えたコンベヤに対して、コンベヤ上の荷の位置を検出し、検出器により検出したモータを停止させてからの荷の移動量により、荷の重量を判別する。
(もっと読む)
容器搬送装置
【課題】複数の単列コンベヤ6A、6B、6C、6D、6E、6F、6G、6Hを並列させた複列搬送手段6に容器2をアキュームする際に、衝撃が発生したり後方の容器から押し圧がかかることを防止する。
【解決手段】単列で容器を搬送する上流側コンベヤ4と前記複列搬送手段の間に上流側接続手段8を設け、上流側コンベヤといずれかの単列コンベヤとを選択的に接続する。複列搬送手段と単列で容器を搬送する下流側コンベヤ10の間に下流側接続手段12を設け。いずれか一つの単列コンベヤを下流側コンベヤに接続する。上流側接続手段と複列搬送手段を、その前後の搬送手段よりも低速で運転する。下流側コンベヤに設けた検知手段70が容器の滞留を検知したときに、上流側接続手段を切り換えるとともに、それまで容器を搬送していた単列コンベヤを停止させる。
(もっと読む)
物品搬送装置
【課題】グルーピングされる物品以外の圧力を受けずに、物品をグルーピングできる物品搬送装置の提供を目的とする。
【解決手段】複数列に配列され、かつ搬送方向に連続して供給されるペットボトルPBを搬送する供給部2と、供給部2で搬送されるペットボトルPBが順次移送され、所定個数のペットボトルPBの搬送方向の間隔を狭めるとともに、列と直交する方向である行方向に沿って各列のペットボトルPBを整列させるグルーピング部3とを備える。グルーピング部3は、一つのペットボトルPBを載せて搬送する、独立して速度調整が可能な複数の搬送台車LMでペットボトルPBを搬送するので、グルーピングされるペットボトルPBからの圧力さえ受けることなくペットボトルPBをグルーピングできる。
(もっと読む)
台車のモニタリングシステムとモニタリング方法
【構成】 複数の台車の位置を走行ルートのレイアウトと共にモニタに表示し、モニタ上で台車を指定し、指定された台車の出発位置と目的位置とをレイアウト上に表示する。
【効果】 台車の走行ルートが妥当かどうかを、容易に確認できる。
(もっと読む)
複数の壁を持つ紙製パッケージおよび織物製パッケージの位置決め方法
本発明の方法および装置は、複数の壁を持つ大型パッケージまたはバッグ用に利用されるような供給コンベアを初段コンベアと主コンベアとの間で用いることに関連する。供給コンベアは、プログラマブル論理制御装置または同等の装置によって制御されるサーボ装置によって駆動される。パッケージまたはバッグが供給コンベアに補足されると、該パッケージまたはバッグの前縁が光電センサーによって検知される。該前縁位置はプログラマブル論理制御装置へフィードバックされ、適切なタイミングでパッケージまたはバッグを主コンベアに供給するために、供給コンベアの望ましい速度が演算される。プログラマブル論理制御装置は、そうした望ましい速度を達成するために、サーボ装置を制御する。  (もっと読む)
(もっと読む)
コンベヤ装置
【課題】タイヤの製造に用いられるゴムシートなどの帯状部材を搬送する場合において、より確実に帯状部材の短手方向における位置を調整できるコンベヤ装置を提供する。
【解決手段】本発明に係るコンベヤ装置は、搬送機構110と、位置調整機構120と、ガイド機構130と、制御部とを備える。搬送機構110は、ゴムシートの底面を支持しつつ、搬送方向Cに向かって回転する複数の搬送ローラー111を有する。位置調整機構120は、ゴムシートの短手方向Dに回動する位置調節ローラー121を有する。制御部は、搬送機構110を位置調整機構120よりも下方に位置させることによって、ゴムシートを搬送ローラー111から離間させつつ、ゴムシートを位置調節ローラー121によって支持させる。位置調節ローラー121の回動またはガイド機構130の移動によってゴムシートの短手方向Dにおける位置が調整される。
(もっと読む)
搬送制御システム及び搬送制御方法
【課題】PLCなどの制御装置の処理待ちにより制御における遅延が生じることなく迅速且つ円滑な制御を実現可能にするとともに、制御対象と中央制御装置間の配線を省略できる搬送制御システムを提供する
【解決手段】本発明に係る搬送制御システムは、共通の伝送線を介して接続された複数のデータ処理子局を備える。前記データ処理子局は、前記共通の伝送線に伝送されている、前記データ処理子局の複数局に関する監視・制御データから、所定の局に関する情報を取り込み自局の制御・監視を判断し調整すると共に、自局に関する情報を前記共通の伝送線に出力する。前記データ処理子局から前記共通の伝送線に出力された前記自局に関する情報が、前記監視・制御データの一部として他局に取り込まれ他局の制御・監視因子となる。
(もっと読む)
41 - 60 / 147
[ Back to top ]