
Fターム[3F072AA30]の内容
Fターム[3F072AA30]に分類される特許
1 - 20 / 31
ロータリー型袋詰め包装機
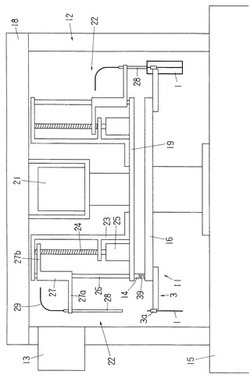
【課題】ガス吹込ノズル28が各グリッパー対3,3に対応して設置され、各グリッパー対3,3と同調して間欠回転するロータリー型袋詰め包装機。ガス吹込ノズル28の昇降動作及びグリッパー対3,3との相対位置関係を,包装製品の種類に応じて自在に調整できるようにする。
【解決手段】多数のグリッパー対3,3が設置された回転テーブル16の上方位置に、同調テーブル19を配置し、この同調テーブル19に各グリッパー対3,3に対応するガス吹込ノズル28を設置する。同調テーブル19は、回転テーブル16の駆動源から独立した第1サーボモータ21により、回転回転テーブル16と同軸で間欠回転する。同調テーブル19に、ガス吹込ノズル28を昇降させる第2サーボモータ25を、各ガス吹込ノズル28に対応して設置する。
(もっと読む)
物品移載装置

【課題】 狭いスペースでも使用できる物品移載装置を提供する。
【解決手段】 フレームと、フレームに往復移動可能に設けられた移動体と、移動体の表面側と裏面側に周回されたベルトを備え、移動体はその駆動側を縦移動させて送り出すと先端側が先方に横移動し、駆動側を縦移動させて引き戻すと先端側が横移動して引き戻され、ベルトは周回方向任意箇所がフレームに固定されてリング状であり、移動体はその駆動側が縦移動する先端側が横移動し、ベルトは移動体の先端側が先方に横移動すると同方向に繰り出されてベルト先方の物品をベルトの上に掬い上げることができ、移動体の駆動側が縦方向に引き戻されて先端側が横方向に引き戻されると、その戻り方向に引き戻されてベルトの上の物品をベルトの先方に降ろすことができるようにした。
(もっと読む)
計数機
【課題】高速運転を確保しつつ、回転コンベアの収容空間へ確実に製品を収容することが可能な計数機を提供する。
【解決手段】本実施形態に係る計数機1は、所定の周回経路上で周回する周回部材20と、周回部材20に所定の間隔で設置された多数の仕切部材21とを有し、製品供給部25に落下してくる製品を仕切部材21間の収容空間に一枚ずつ収容させて搬送する回転コンベア装置10と、製品排出部29において所定の枚数単位で製品を押し出して排出する押出部材60と、周回経路と製品供給部25において上側で重なると共に製品排出部29において離れる所定の補助周回経路上で周回する補助周回部材40と、補助周回部材40に仕切部材21と同じ間隔で設置された多数の補助仕切部材41とを有し、補助仕切部材41が製品供給部25において仕切部材21の上側を同期して通過する補助装置30と、を備える。
(もっと読む)
パッケージの個別切り出し装置
【課題】パッケージを確実に切り出し一個ずつカップ内に投入する個別切り出し装置を提供する。
【解決手段】ドラム回転駆動部13を介して回転駆動される吸着回転ドラム14と、回転ドラムの円筒内周面に沿って仕切られパッケージを個別に収納するパッケージ収納部14bと、回転ドラムの外周曲面14eを貫通して設けられパッケージ収納部に収納されたパッケージを吸着保持する貫通孔14cと、回転ドラムを所定角度範囲で覆うように回転ドラムの外周曲面に沿って対向して配置されパッケージ収納部内を吸引する吸着チャンバー15と、パッケージ収納部に配設され回転ドラムから落下するパッケージを排出する排出機構23と、を備え、回転ドラムの外周曲面に対向して配置される吸着チャンバーとの間隙18aを囲むように擦動部18を設けるとともに、吸着チャンバー内の圧力を測定する圧力センサ19を吸着チャンバーに設け、吸着チャンバーの吸引力を調整する吸引力調整部を設けている。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができる箱詰め装置を提供すること。
【解決手段】 一時保持装置40は、箱検知器66が箱詰め位置Pに箱が位置したことを検知しない限り、第3及び第4の羽根車41、42のある一対の羽根上に投下装置20から投下された物品を受け取って保持し、箱検知器66が箱詰め位置Pに箱が位置したことを検知すると、該第3及び第4の羽根車41、42のある一対の羽根上に保持した物品を投下するよう構成されている。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
小袋投入装置
【課題】搬送コンベアと投入先とを離隔して製品への異物混入が防止でき、デッドスペースが少なく、連包パウチのカット位置が安定して傾きのない安定したカットラインが得られる、小袋投入装置を提供する。
【解決手段】小袋投入装置の搬送ライン20において、第1の搬送コンベア26で連包パウチ10を搬送部材26u・26dで上・下から挟み込んで水平方向に間欠的に搬送しる、前記カッター部28で、前記第1の搬送コンベア26によって搬送された連包パウチ10を搬送一時停止時に横シール部10aを切断して個々の小袋12に分け、第2の搬送コンベア30で、切断された各小袋12を載置して搬送し、吸着ユニット34で、前記載置台32上の小袋12を先端の吸引パッド34cで吸引して、前記搬送ライン20に平行かつ下方に位置し容器投入ライン36上を搬送される容器14内に投入する。
(もっと読む)
箱詰め装置
【課題】簡単かつ安価に製造することができるとともに、収納箱内における物品の整列状態を安定させることができる箱詰め装置を提供する。
【解決手段】箱詰め装置は、一対の第1羽根車60と、一対の第1羽根車60を互いに逆方向に回転させる第1回転手段とを有する第1羽根車装置42を備え、一対の第1羽根車60のそれぞれの第1羽根66は、複数の物品14のうちの1つを支持する第1支持部74と、他の1つを第1支持部74よりも供給方向の前方において支持する第2支持部84とを有しており、第1支持部74および第2支持部84は、回転軸L1に対して交差する方向において段差88を有するように2段に構成されており、第1羽根66が複数の物品14を支持する回転位置にあるとき、第1支持部74が第2支持部84よりも下方に位置する。
(もっと読む)
包装済石英ガラスルツボ用クレーン装置およびこの装置を用いる包装済石英ガラスルツボの梱包方法
【課題】包装済ルツボのハンドリングを人手に頼ることなく機械を介して実現する、包装済ルツボのハンドリングに適したクレーン装置を提供する。
【解決手段】包装済の石英ガラスルツボを配置した吊り上げ場所の上方と梱包用コンテナを配置した吊り降ろし場所の上方との間の経路上を往復動可能に、かつ該経路から前記吊り上げ場所および吊り降ろし場所のそれぞれにおいて前記経路に対して昇降可能に設置されるクレーン装置であって、前記昇降方向に延びる4本のアームを有し、該4本のアームを四角形の頂点に配置するとともに、該四角形の対角線上のアーム対を相互に進退可能に設け、各アームは先端に前記アームの進行方向に延びる爪を有するものとする。
(もっと読む)
姿勢制御装置
【課題】包装物を効率よく収納させる姿勢に制御させる姿勢制御装置を提供することである。
【解決手段】姿勢制御装置400においては、第1保持板410、第2保持板430を有する。第1保持板410、第2保持板430、第3保持板、一対の開閉装置440,441により略直立姿勢で集積された包装物800が集積方向の両側から保持される。また、包装物800をダンボール箱内に箱詰めする前に振動装置460により第1保持板410が矢印MV1の方向に往復移動され間隔が変動される。
(もっと読む)
物品移載装置
【課題】 物品の移載後の向きを制御できる物品移載装置を提供する。
【解決手段】 第1の主軸2に軸支された回転ベース部3と、回転ベース部3上で第1の主軸周りの円周上に配置され、先端に吸着パッド40を有する複数の副軸4と、第1の主軸2に対向する第2の主軸5に取り付けられた主プーリ50と、各副軸4に取り付けられた複数の副プーリ41と、主プーリ50および各副プーリ41間に巻き掛けられたタイミングベルト42とから物品移載装置1を構成する。第1の主軸2の回転により回転ベース部3が回転して、副軸4が第1の主軸回りに回転し、これにより、吸着パッド40に保持されたワークWが第1の位置から第2の位置に移載される。このとき、第2の主軸5を回転させ、主プーリ50を回転させることにより、タイミングベルト42を介して副プーリ41が回転して副軸4が回転する。これにより、移載時のワークWの向きが変えられる。
(もっと読む)
箱詰め装置
【課題】互いに接触または近接した状態で搬送された複数の箱詰め対象体を互いに離間した状態で箱体に箱詰めする。
【解決手段】互いに接触または近接した状態で搬送された複数のテープカートリッジ200を所定長さだけ互いに離間した状態で整列させる整列機構11と、離間して整列された各テープカートリッジ200の整列状態を維持しつつ各テープカートリッジ200を保持して箱体に箱詰めする箱詰め機構13とを備え、整列機構11は、互いに接触または近接した状態で搬送された各テープカートリッジ200を1つずつ独立して載置可能に構成された複数の載置部22a〜22eと、各載置部22a〜22eにそれぞれ取り付けられた被案内部と、載置部22a〜22eが所定長さだけ互いに離間するように被案内部23a〜23dを案内する案内部24a,24bと、案内部24a,24bを移動させるエアシリンダ25とを備えて構成されている。
(もっと読む)
スパウト付き袋の搬送装置
【課題】スパウト付き袋の連続製造装置から取り出したスパウト付き袋を、下流側のレール式搬送装置に引き渡す場合に、レール式搬送装置でトラブルが発生した場合でも、連続製造装置においてシール不良等が発生しないようにする。
【解決手段】周囲にスパウト保持部が複数設置され、間欠回転する受渡しローター25の下流側に、受け渡しレール装置16を設置する。スパウト保持部からプッシャーで突き出されたスパウト付き袋のスパウトは、受け渡しレール装置16の受け渡しレール54に入り、続いて固定搬送レール71に送られる。受け渡しレール装置16は、受け渡しレール54を通常のスパウト受取り位置からスパウトの受け取りを回避する退避位置に移動させる駆動手段を有する。
(もっと読む)
包装機への袋供給方法及び装置
【課題】横型製袋機と包装機が併設されかつ両者が連動する製袋包装機において、種々のタイプの横型製袋機と包装機の組み合わせ及び設置形態を可能とする。
【解決手段】横型製袋機から送り出された袋を位置決めする位置決めコンベア3、袋を包装機のコンベアマガジン式給袋装置に順次供給する供給コンベア39、及び位置決めコンベア3と供給コンベア39の間に配置された第1〜第3移送手段からなる。第1移送手段4,5は、位置決めコンベア3上の袋を吸着して持ち上げ、開口部を下向きとした垂直姿勢に変更する。第2移送手段21,22は第1移送手段4,5に保持された袋を挟持部材27で挟持して受け取り、所定位置に水平移送すると同時に袋を回転させて袋面を前記供給コンベアの送り方向に向ける。第3移送手段35は第2移送手段21,22に保持された袋を吸着して受け取り、水平姿勢に変更し開口部を送り方向に向けて前記供給コンベア39上に置く。
(もっと読む)
バッグインボックス搬入装置
【課題】液体を充填したフレキシブルな内袋を、外箱に安定した姿勢で一定位置に収納可能としたバッグインボックス搬入装置を提供する。
【解決手段】液体を充填したフレキシブルな内袋を、外箱に収納するバッグインボックス搬入装置において、内袋を吸着する吸着手段と、吸着された内袋を外箱の上方の決まった位置まで移動する搬送手段と、内袋の吸着を解除する吸着解除手段とを備えたことを特徴とするバッグインボックス搬入装置。
(もっと読む)
発熱組成物成形体包装体の製造装置及び発熱組成物成形体包装体
【課題】 生産性良く、所望形状の発熱組成物包装体を製造できる製造方法及び製造装置を提供する。
【解決手段】 貫通孔を周方向に備える中空の円筒状回転体の上部内側に、前記貫通孔の底側を塞ぐようにして走行するベルトと、前記貫通孔の外側から成形性発熱組成物を供給するための発熱組成物供給装置と、前記貫通孔の開口側の成形性発熱組成物を擦り切る擦り切り部と、前記擦り切り部の前記円筒状回転体との当接部と、回転中心とを結ぶ面を基準とし、回転方向側にθ2及び前記回転方向とは反対側にθ3の範囲において前記ベルトを配置し、前記θ2及びθ3の範囲を、0°<θ2,θ3≦120°としたことを特徴とする。
(もっと読む)
包装袋の供給装置
【課題】包装機側に包装袋が供給されない空き工程を無くし、包装袋を頻繁に補給することなく連続供給可能な包装袋の供給装置を提供すること。
【解決手段】マガジン11を一平面内にて四辺形軌跡を描くように循環移動可能とし、給袋位置(イ)にあるマガジン11に隣接して連係用マガジン55を配置し、給袋位置のマガジン内の包装袋が消費されて無くなったときに連係用マガジン55から包装袋を一時的に包装機のグリップ対に供給するように切り替えると共に連係用マガジンによる給袋作業中に包装袋を収容した新たなマガジンを第2移送手段45により給袋位置に移動させ、ついで、その新たなマガジンから包装袋をグリップ対に供給するように切り替え、包装袋を供給した後の空マガジンに対して包装袋を順次補給し、連係用マガジンを除く他のマガジンを第1移送手段30と第2移送手段45との連係により給袋位置(イ)に向けて循環移動させるように設けた。
(もっと読む)
連係装置とそれを用いた計量装置、包装装置及び計量包装システム
【課題】 計量機の排出口から排出される被計量物を、高速で連続的に搬送されている袋へ供給する。
【解決手段】 本発明の連係装置30は、n個のホッパ33からなる複数のホッパ群と、ホッパ群へ被計量物が供給される第1の区間(Fs)と、下方において袋P3が連続的に搬送されている第2の区間(Fd)とを有する周回経路上を、各ホッパ群を搬送する複数のアーム31,32とを備える。各々のアーム31,32は、各々のホッパ群を所定の順番に第1の区間から第2の区間へ繰り返し搬送し、第2の区間の下方に順次搬送されてくるn個ずつの袋の上方に、第2の区間へ順番に搬送されてくるn個のホッパが位置するようホッパ群を搬送するとともに、第2の区間において、各ホッパが各袋の上方に位置するようにしてホッパ群を搬送し、第1の区間においてホッパ群の搬送を停止する。ホッパ群は、第2の区間を搬送されているときに被計量物を排出する。
(もっと読む)
集積装置
【課題】物品のサイズに応じて搬送手段の長さが変化することにより、物品のサイズの大小に拘わらず、物品の姿勢が不安定になることなく姿勢変更手段に渡すことができる集積装置を提供する。
【解決手段】物品Mを水平姿勢で第1の方向Xに搬送する搬送手段10と、物品Mを受け取って、物品Mの側面が第1の方向Xおよび鉛直方向に沿った起立姿勢に姿勢を変更させる姿勢変更手段20と、物品Mを第1の方向Xに直交する第2の方向に重ねた整列状態となるように集合させる整列手段40とを備え、搬送手段10が第1の方向Xに伸縮可能で、搬送される物品Mの第1の方向Xの長さに応じて搬送手段10が伸縮して搬送手段10と姿勢変更手段20との間の空間の距離を変更可能であることを特徴とする。
(もっと読む)
間欠移送式包装機
【課題】設定された停止位置の数の割りにコンパクトで、メンテナンス性や清掃性が悪化せず、低コストで、さらに生産性の低下も少ないロータリー式袋詰め包装機を得る。
【解決手段】グリッパー対2の数が停止位置A〜Hの数の1/2とされ、グリッパー対2の1回の移動距離がグリッパー対同士の間隔の1/2に設定されている。グリッパー対2の停止時間は長短2種類設定され、隣接する2つの停止位置にそれぞれ異なる停止時間が割り当てられている。すなわち、処理工程に時間のかかる停止位置A,C,E,Gでは停止時間が長時間とされ、処理工程が短時間で済む停止位置B,D,F,Hでは停止時間が短時間とされている。停止位置Aに袋の供給、停止位置Cに袋口の開口、停止位置Eに液状物の充填、停止位置Gに真空処理の各工程が割り当てられている。
(もっと読む)
1 - 20 / 31
[ Back to top ]