
Fターム[3F112CA03]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 関連機器 (165) | 繊維用ワインダ (124)
Fターム[3F112CA03]の下位に属するFターム
マガジン式 (14)
Fターム[3F112CA03]に分類される特許
21 - 40 / 110
玉揚装置及びそれを備える糸巻取機
【課題】玉揚時にパッケージが受ける衝撃を軽減するとともに、様々な形状のパッケージに対応可能な玉揚装置を提供する。
【解決手段】玉揚装置60は、支持部材と、ボビン案内用シリンダ62と、を備える。支持部材は、ボビン48に紡績糸が巻かれたパッケージ45を支持する。ボビン案内用シリンダ62は、パッケージ45が支持部材により支持された状態で、満巻のパッケージ45を、支持部材がパッケージ45を受け取るときの当該パッケージ45の位置(第1位置)から、パッケージ受け部84(第2位置)へ搬送するために、支持部材を駆動する。
(もっと読む)
巻返し機の作業箇所及び該作業箇所を運転する方法

【課題】消費エネルギを僅かにすると同時に、糸掴みノズルの確実な機能を保証する。
【解決手段】巻返し機1の作業箇所2であって、糸走路31に隣接配置されている負圧供給可能な糸掴みノズル23が設けられていて、該糸掴みノズル23の開口42が糸走路31に向けられている形式のものにおいて、吹付け流を生ぜしめるインジェクタ48が、糸走路31に隣接配置されていて、インジェクタ48の開口51は、糸走路31に位置している糸30に向かって、かつ糸掴みノズル23の開口42に向かって方向付けられており、必要に応じて吹付け流を噴射させる手段47,40が設けられている。
(もっと読む)
紡糸巻取装置
【課題】 各糸を各巻取りボビン位置に案内するためにローラを用いることなく、糸掛け作業性が良好で、かつ耐久性の高い紡糸巻取装置を提供すること。
【解決手段】 紡糸装置12と巻取装置13とを備えた紡糸巻取装置11であって、巻取装置13は、紡糸装置12からの複数の糸Yを引き取る第1ローラ23と、紡糸装置12からの複数の糸Yを巻き取るための巻取ボビンBを複数支持するボビンホルダ16と、ボビンホルダ16の軸と直交するように配置され、第1ローラ23から送糸された複数の糸Yを各巻取ボビンBに振り分ける第2ローラ24と、第2ローラ24から送糸される各糸Yを各巻取ボビンBに対して綾振りする際の支点となる綾振支点ガイド25と、を備え、第2ローラ24は、複数の糸Yの糸道が巻取運転時における正規の糸道となる巻取運転位置aと、巻取運転位置aよりも低い位置である糸掛け作業位置bと、の間で移動可能とする。
(もっと読む)
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
ボビン搬送システム
【課題】搬送路にトレイが滞留することを防ぐことができ、且つ、コストの上昇を抑えたボビン搬送システムを提供する。
【解決手段】ボビンBが装着されたトレイTを連続して自動ワインダ3から精紡機1へ搬送する第一主搬送路21と、第一主搬送路21に配置されてボビンBに糸Yが巻装されているか否かを検知する残糸検知装置211と、第一主搬送路21における残糸検知装置211よりも下流側から分岐して残糸検知装置211よりも上流側にボビンBが装着されたトレイTを搬送するバイパス搬送路20と、を備えたボビン搬送システム2であって、バイパス搬送路20には、ボビンBに巻装された糸Yの巻装量を検知する第一糸量検知装置231と、ボビンBに巻装された糸Yを廃棄処分とする残糸処理装置233と、を配置するとした。
(もっと読む)
ボビン搬送システム
【課題】搬送処理能力を向上させたボビン搬送システムを提供する。
【解決手段】トレイTを連続して精紡機1から自動ワインダ3へ搬送する第一主搬送路21と、第一主搬送路21に設けられた第一ボビン準備装置212と、第一主搬送路21の第一ボビン準備装置212が設けられた位置よりも下流側から分岐して自動ワインダ3へトレイTを搬送する第一副搬送路22と、第一副搬送路22に設けられた第二ボビン準備装置222と、を備えたボビン搬送システム2であって、第一主搬送路21における第一ボビン準備装置212の上流側から分岐して第一副搬送路22における第二ボビン準備装置222の上流側へトレイTを搬送する第二副搬送路23を具備し、第一主搬送路21には、第一主搬送路21にトレイTが滞留したときに第一主搬送路21から第一副搬送路22へ第二副搬送路23を用いてトレイTを搬送するためのオフセット区間21Aを設けた。
(もっと読む)
巻取ユニット
【課題】給糸ボビンの径や形状に関わらず給糸ボビンの解舒側端部の位置を目標位置に対して正確に合わせることで、良好な巻取作業が実行できる巻取ユニットを提供する。
【解決手段】ワインダユニット(巻取ユニット)は、ボビン保持部と、チェース部検出センサと、駆動部と、ステッピングモータ制御部と、を備える。ボビン保持部は、給糸ボビンを保持する。チェース部検出センサは、ボビン保持部に保持された給糸ボビンの解舒側端部を検出する。駆動部は、給糸ボビンの解舒側端部の位置を調整するようにボビン保持部を駆動する。ステッピングモータ制御部は、チェース部検出センサの検出結果に基づいて給糸ボビン解舒側端部の位置を予め設定された目標位置に合わせるように駆動部を制御する。
(もっと読む)
糸巻取機
【課題】生産効率に優れ、パッケージの品質低下を効果的に防止した構成の糸巻取機を提供する。
【解決手段】自動ワインダは、クレードルと、接触ローラ29と、トラバースアーム74と、トラバース駆動モータと、を備える。クレードルは、パッケージ30を形成するために糸20を巻き付ける巻取ボビンを回転可能に支持する。接触ローラ29は、巻取ボビン又はパッケージ30と接触して回転する。トラバースアーム74は、接触ローラ29に近づく方向に曲がっている屈曲部72aを有するアーム部72が基端側に配置され、糸20を案内するための糸ガイド部73が先端側に配置される構成となっている。トラバース駆動モータは、トラバースアーム74を回転駆動して、糸ガイド部73をパッケージ30の幅に対して往復運動させる。
(もっと読む)
紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法
【課題】廃糸量を低減できる紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法を提供する。
【解決手段】紡出装置10とゴデットローラ群20と第一巻取装置30と第二巻取装置40とを備えた紡糸巻取設備100であって、第一巻取装置30ならびに第二巻取装置40は、糸掛けが行なわれるボビン31B・41Bを装着する第一ボビンホルダ軸31・41と第一ボビンホルダ軸31・41のボビン31B・41Bから糸切替えが行なわれるボビン32B・42Bを装着する第二ボビンホルダ軸32・42とを具備し、第一巻取装置30は、第一ボビンホルダ軸31のボビン31Bへの糸掛けに際して糸掛時回転速度Lとし、ボビン31Bへの糸掛けが完了した後に生産時回転速度Hとして、第二巻取装置40は、第一ボビンホルダ軸41のボビンへの糸掛けに際して生産時回転速度Hとする、とした。
(もっと読む)
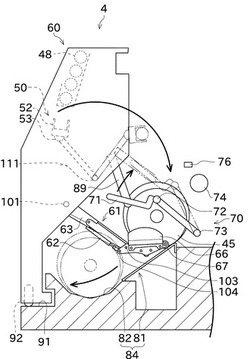
糸巻取機
【課題】パッケージ端部の品質低下を防止しつつ、綾振アームと糸案内手段との衝突を確実に防止できる糸巻取機を提供する。
【解決手段】自動ワインダは、給糸部と、クレードル23と、接触ローラ29と、トラバースアーム74と、トラバース駆動モータ76と、スプライサ装置と、上糸捕捉部材26と、を備える。クレードル23は、巻取ボビンを回転可能に支持する。接触ローラ29は、パッケージ30と接触して回転する。トラバースアーム74は、その先端側の糸ガイド部73によって糸を綾振りする。トラバース駆動モータ76は、トラバースアーム74を回転駆動する。スプライサ装置は、糸端同士を繋ぐ。上糸捕捉部材26は、パッケージ30側の糸端を捕捉可能である。接触ローラ29の軸方向で見た場合、トラバースアーム74の回転軸線L1と、綾振り幅の端部における糸ガイド部73近傍の糸道を延長した糸道線L3と、が鋭角をなして交わるか平行である。
(もっと読む)
玉揚げ装置
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
糸巻取り装置
【課題】パッケージに巻取られた糸条の糸端部を高い確度で捕捉することができる糸巻取り装置を提供する。
【解決手段】糸巻取り装置100の糸端部捕捉装置70は、先端部に形成されたサクションマウス8aでパッケージPに巻き取られた糸条Yの糸端部を捕捉して旋回移動することにより、サクションマウス8aをパッケージPに対し近接又は離間させてパッケージPから糸条Yを引き出すサクションアーム8と、サクションマウス8aによってパッケージPに巻取られた糸条Yの糸端部を吸引するための負圧力を発生させる負圧装置31と、サクションマウス8aの吸引力を変動する吸引力変動機構60とを有し、吸引力変動機構60は、サクションマウス8aがパッケージPの表面に及ぼす吸引力を変動させる、とした。
(もっと読む)
紡糸巻取設備
【課題】限られた工場の配置スペースにおいて多くの巻取装置を配置できる紡糸巻取設備を提供する。
【解決手段】複数の巻取装置10を配置する、紡糸巻取設備50であって、複数の第一巻取装置10Aと、複数の第二巻取装置10Bと、を含み、前記第一巻取装置10Aと前記第二巻取装置10Bとは、それぞれ、ローラ部20と、パッケージ形成部30と、を備え、前記第一巻取装置10Aと前記第二巻取装置10Bとについて、それぞれ、前記ローラ部20に対して糸掛け作業を行う側を正面側FSとし、その反対側を背面側HSとし、前記パッケージ形成部30からパッケージを払い出す作業を行う側を払い出し作業側PSとしたときに、一対の前記第一巻取装置10Aと前記第二巻取装置10Bとは、それぞれの背面側HSを対向させ、かつ、接近させて配置することで巻取装置群80を構成する。
(もっと読む)
スパンディックスワインダー
【課題】 積み重ねられたワインダー用の独立した糸線を経てスパンディックスを巻くためのワインダー装置。
【解決手段】 この装置は、第1の複数のスパンディックス糸線(4A)を上方ワインダー(3A)に、また第2の複数のスパンディックス糸線(4B)を下方ワインダー(3B)に独立的に向けるための手段を備え、第1及び第2の複数の糸線は互いに一つ置きの関係にあり、上方ワインダーに取り付けられた各管芯(1A)は,下方ワインダーに取り付けられた対応管芯(1B)から管芯の長さの約1/2だけ軸方向で食い違いにされている。
(もっと読む)
糸巻取装置
【課題】糸巻取装置における糸掛けを容易に行う。
【解決手段】糸巻取装置においては、まず、ボビンホルダの左端部に位置する糸保持部材に、上方から等間隔に配列された状態で送られてきた複数の糸をまとめて保持し、この状態では、複数の糸Yは、糸配置ユニットの左右方向に延びた屈曲板33の屈曲部分に接触して屈曲している。この状態から、糸保持部材を右方に移動させると、糸Yの屈曲した部分が屈曲板33の表面に沿って右方に移動する。屈曲板33の間には、それぞれ、複数の糸Yに対応して、屈曲板33の長手方向と直交する方向に延びた糸挿入隙間34が形成されており、糸Yが対応する糸挿入隙間34上にきたときにのみ、糸保持部材が左右方向に関してその糸挿入隙間34と同じ位置にくることで、糸Yと糸挿入隙間34との延在方向が一致し、これにより、糸Yは屈曲板33に当接しなくなって糸挿入隙間34に挿入される。
(もっと読む)
糸条巻取機
【課題】押し出し部材やボビンホルダの破損、及び、パッケージの品質低下を防止しつつ、ボビンホルダから複数のパッケージを取り外す。
【解決手段】糸条巻取機は、ターレット4に、一方向に長い軸状の2つのボビンホルダ5の一端が支持されている。ボビンホルダ5には、複数のボビン9が装着されている。ターレット4は、ボビンホルダ5の位置を巻取位置P1と待機位置P2の間で切り換える。糸条巻取機は、押し出し板21をボビンホルダ5の基端から開放端に移動させる。すると、押し出し板21が、待機位置P2にあるボビンホルダ5に装着された最もターレット4側に位置するパッケージ10のボビン9の端面における左右両端部に接触し、このパッケージ10を前方に押し出し、複数のパッケージ10を取り外す。押し出し板21は、ターレット4の回転にともない移動するボビンホルダ5の移動領域から離れた位置に退避可能である。
(もっと読む)
巻取ユニット及び糸巻取機
【課題】巻取作業の作業速度を向上し、かつ、パッケージPの表面と吸引口50aとの距離を、糸端の捕捉作業を行うのに適切な距離Aに維持することができる巻取ユニットを提供する。
【解決手段】巻取ユニットは、糸端の捕捉作業時に、接触部材64が、捕捉パイプ50に接触して吸引口50aとパッケージPの表面との距離を規定するように構成されている。そのため、糸端の捕捉作業時に捕捉パイプ50がパッケージPに対して旋回する速度を向上し、吸引口50aがパッケージPに衝突することを防止することができる。また、巻取ユニットは、接触部材64と捕捉パイプ50が接触する接触位置Fを、接触部材調整モータ58によって変更可能に構成されているので、パッケージPの表面と吸引口50aとの距離を、糸端の捕捉作業を行うのに適切な距離Aに維持することができる。
(もっと読む)
精紡ワインダの繊維機械管理システム及び精紡ワインダ
【課題】精紡ユニットで紡績された糸の毛羽の発生傾向をボビン単位で自動的に分析することができる精紡ワインダの繊維機械管理システムを提供する。
【解決手段】精紡機2で糸が巻き付けられたボビン23がセットされるトレーは、当該トレーにセットされたボビン23に糸を巻き付けた精紡ユニット32を特定するための情報を記録可能なRFタグを有する。また、巻取ユニット31は、クリアラ15と、ユニット制御部と、RFリーダ5と、を有する。そして、本実施形態の精紡ワインダ1に用いられる繊維機械管理システムは、クリアラ15が毛羽量を検出したときの前記解舒糸長さとともに当該毛羽量を記録し、精紡ユニット32が紡績した糸の品質検査をボビン23単位で行う。
(もっと読む)
自動ワインダの繊維機械管理システム及び自動ワインダ
【課題】巻取作業が中断されたボビンが別の巻取ユニットに搬送された場合でも、巻取作業が中断される前の巻取条件を再現することができる自動ワインダの繊維機械管理システムを提供する。
【解決手段】ワインダ3が備える巻取ユニット31は、ボビン23に巻き付けられた糸を解舒してパッケージを形成する。トレーは、情報を記録可能なRFタグを有する。巻取ユニット31は、RFタグの情報を読み取るためのRFリーダ5を有する。そして、本実施形態のワインダ3に適用される繊維機械管理システムは、巻取作業を途中で中断した場合には、中断したときの巻取条件及び巻取状況を示す巻取情報を記録する。そして、巻取作業が途中で中断したボビン23を用いて巻取作業を再び行うときは、当該ボビン23の巻取情報に基づいて、ボビン23が搬送された巻取ユニット31を制御する。
(もっと読む)
繊維機械管理システム及び精紡ワインダ
【課題】精紡ワインダにおいて効率の良いメンテナンスを支援する繊維機械管理システムを提供する。
【解決手段】ボビン23を乗せて搬送するトレーは、ボビンを形成した精紡ユニット32を特定可能な情報を記憶するRFタグを備える。ワインダ3は、各巻取ユニット31が実ボビンから解舒している紡績糸の状態を監視して糸品質情報を取得する糸品質監視部21を備える。糸品質情報に基づいて前記糸に所定の特徴を検出した場合、管理システムは、前記ボビン情報に基づいて、粗紡ユニット33又は精紡ユニット32の中から、前記特徴に対応する対応ユニットを特定する。また、管理システムは、前記糸品質情報に基づいて、前記対応ユニットにおいて前記特徴に対応する部位である対応部位を特定するとともに、当該対応部位の状態を推定する。そして、前記対応ユニットと、前記対応部位と、前記対応部位の状態と、がディスプレイ18によって通知される。
(もっと読む)
21 - 40 / 110
[ Back to top ]