
Fターム[3F112CA03]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 関連機器 (165) | 繊維用ワインダ (124)
Fターム[3F112CA03]の下位に属するFターム
マガジン式 (14)
Fターム[3F112CA03]に分類される特許
41 - 60 / 110
巻取機および巻取機を制御する方法
【課題】 巻取機および巻取機を制御する方法を提供する。
【解決手段】 本発明は、連続的に供給される巻取材料をボビンチューブに巻回して巻取パッケージにする巻取機を制御する方法に関する。巻取機は、2つの駆動スピンドルを備える。横断装置が横断ガイドを保持する。横断ガイドは横断運動するように駆動され、横断装置は、横断運動に対して横切る切替方向に切替運動するように駆動される。制御装置が、横断運動および切替運動をともに制御する。上記横断装置および上記横断ガイドの運動は、巻取材料を、第1スピンドルで巻回されたパッケージから固定移送装置を介して第2スピンドルまで案内するように制御される。巻取材料は、第2スピンドルに関連する捕捉装置によって捕捉される。巻取材料は、切断装置によって切断され、切断運動は、第2スピンドルの回転によってもたらされる。
(もっと読む)
ボビン送給システム、および残糸処理方法

【課題】残糸層の除去に失敗した極少ボビンがそのまま送給されるのを確実に防止して、残糸状況や口出し状況が異なるボビンを次段工程へ適正に配分できるボビン送給システムを提供する。
【解決手段】自動ワインダーから搬出されたボビンを搬送する主搬送路に、自動ワインダーから搬出されたボビンの残糸量を検知する残糸量検知装置と、ボビンの残糸層を除去しするストリッパー装置を設ける。主搬送路には、ストリッパー装置の下流側から残糸量検知装置の上流側へボビンを再送するためのバイパス路を接続する。ストリッパー装置で処理された後のボビンを、バイパス路を介して残糸量検知装置へと搬送して、ボビンの残糸を確認する。
(もっと読む)
巻取り機
本発明は、片持ち式に支承されている2つの巻取りスピンドル(2)を備えた巻取り機に関する。両方の巻取りスピンドルは振動を回避するために、その突出した端部においてホルダ(10)を用いて互いに結合されている。ホルダは、巻取り機のフレームとの結合部を有していない。巻取りスピンドルとホルダとの間のカップリング(8)は、ホルダと巻取りスピンドルとを相互に切り離すことができるので、ホルダは側部においてパーキングホルダに旋回させられることができ、かつ今や自由な巻取りスピンドルのパッケージ(9)は取り外されることができる。カップリングの操作は有利には、パッケージを巻取りスピンドルに緊締もしくはクランプする緊締手段(16)の操作と一緒に行われる。 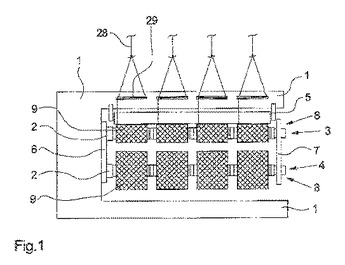 (もっと読む)
(もっと読む)
繊維機械
【課題】 オペレータによる玉揚げ作業がドッフィングタイマの報知に従って玉揚げ時間中に行われない場合でも、品質管理データとパッケージとを対応付けることができる繊維機械の提供を目的とする。
【解決手段】 ドッフィングタイマ65によりパッケージPの満管を報知する繊維機械であって、パッケージPの回転状態を検出する回転状態検出部48と、回転状態検出部48からの検出信号に基づいて、玉揚げ作業が行われたことを判定する玉揚げ判定部61と、パッケージPの品質管理データを記憶し、玉揚げ判定部61からの玉揚げ信号に基づいて、品質管理データの記憶を完了するデータ管理部62と、を備えた繊維機械とする。
(もっと読む)
繊維機械
【課題】パッケージの品質を低下させずに糸継作業を迅速に行うことができる繊維機械を提供する。
【解決手段】自動ワインダは、糸を巻き取る巻取部と、巻取部に巻き取られる前の糸を貯留できるアキュムレータ61と、糸継作業を行うためのスプライサ装置14と、スプライサ装置14より下流側の糸端を捕捉してスプライサ装置14に案内するための下流側糸案内パイプ26と、を備える。下流側糸案内パイプ26は、前記糸端を捕捉する捕捉位置と、捕捉した糸端をスプライサ装置14に案内する案内位置と、の間で移動可能に構成されるとともに、通常時は前記捕捉位置の近傍で待機する。下流側糸案内パイプ26は、前記捕捉位置において、前記スプライサ装置14と前記アキュムレータ61との間に位置する糸を捕捉可能に構成される。
(もっと読む)
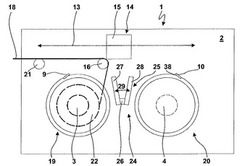
自動ワインダ
【課題】ボビン解舒テンションなどを他の要因によるテンション変動の影響を受けず直接的に検出できるようにする。
【解決手段】ボビン12から解舒されてパッケージPに巻き取られる糸にテンションを付与するゲート式テンサ26と、該糸のテンションを検出するテンションセンサ30と、を備えた自動ワインダにおいて、テンションセンサ30をゲート式テンサ26の直上の糸道Yに配置した。これにより、ボビン12の解舒テンション、糸解舒補助装置29の解舒テンション、ゲート式テンサ26で付与されるテンションを他の要因によるテンション変動の影響を受けずに直接的に検出することが可能となる。したがって、異常テンションが発生した場合、その発生を直ちに検知可能となるだけでなく、発生原因を容易に特定可能となり、異常テンションに起因する糸切れやパッケージの巻き形状不良などの発生を防止できる。
(もっと読む)
ボビンの口出し装置
【課題】ボビンの上下寸法の違いに応じてサクション筒の待機位置を自動的に変更でき、したがって、ロット変更に伴う口出し装置の段取り変更を簡便にしかも正確に行なえるようにする。
【解決手段】ボビンの表面から糸端を吸引解離する糸解離装置と、糸解離装置で吸い出した糸を切断するカッター装置と、サクション筒を昇降操作する筒昇降装置とを備えている。筒昇降装置は、ガイド部材と、ガイド部材に沿って昇降スライドするスライダーと、ステッピングモーターを駆動源とする駆動構造とで構成する。スライダーにサクション筒を同行可能に固定して、ステッピングモーターの動力でサクション筒を昇降操作する。
(もっと読む)
糸巻取装置及びこの糸巻取装置を備える自動ワインダ
【課題】 巻始めから巻終りまで連続的に糸を巻き取ることができる糸巻取装置を提供する。
【解決手段】巻取ユニット10は、パッケージ30に巻き取られる前の糸20を貯留でき、この貯留した糸20を給糸ボビン21側に引き出すことができるアキュムレータ61と、ユニット制御部50と、を備える。ユニット制御部50は、クリアラ15が糸欠陥を検出したときは、アキュムレータ61から糸欠陥を有している部分を給糸ボビン21側に引き出して、この引き出した糸20を上糸案内パイプ26が捕捉してスプライサ装置14へ案内するとともに、下糸案内パイプ25で捕捉した下糸をスプライサ装置14へ案内して糸継作業を行うように制御する。
(もっと読む)
ビリ防止装置及びそれを備える自動ワインダ
【課題】糸継時において給糸ボビンから解舒される糸に付与するテンションを精密かつ容易に調整できる自動ワインダのビリ防止装置を提供する。
【解決手段】キンクプリベンタ17は、給糸ボビン21に接触可能な接触部80と、この接触部80を移動させるためのステッピングモータ41と、を備える。また、キンクプリベンタ17は、ステッピングモータ41の出力軸44に取り付けられる回動部43と、この回動部43と前記接触部80との間に設けられた捩りバネ42と、を備えている。回動部43は、ステッピングモータ41の回転が伝達される出力軸44と一体的に回転する。前記接触部80は前記出力軸44に対し回動可能に取り付けられている。ステッピングモータ41が前記回動部43を回動させることによって、接触部80が捩りバネ42の付勢力によって回動される。
(もっと読む)
巻取ユニット及びそれを備える自動ワインダ
【課題】パッケージ側の糸端を確実に糸継部に導くとともに、パッケージの生産効率を上げることができる自動ワインダの巻取ユニットを提供する。
【解決手段】ワインダユニット10は、ドラム駆動モータによって逆回転させたパッケージ30から解舒された上糸90をサクションマウス34により捕捉してスプライサ装置へ導く上糸案内パイプ26を備える。また、ワインダユニット10は、上糸案内パイプ26を回動させるためのステッピングモータ41と、制御部と、を備える。この制御部は、糸を捕捉した前記サクションマウス34が、パッケージ30の逆回転により前記糸層から糸が解舒される速度V1以下の速度V2で移動するように、ステッピングモータ41を制御する。
(もっと読む)
三角形状に動くツインドラムワインダー
【課題】1つのトラバース部を用いて設置空間を大きく増加させずに巻取効率を2倍に増加させることにある。
【解決手段】胴体と、胴体の前方に設けられた一双のガイドレールと、一双のガイドレールに結合されて昇降するスライド部と、スライド部の両側に設けられた一双の摩擦部と、スライド部の中央として摩擦部の間に設けられた1つのトラバース部と、胴体の前方として一双の摩擦部の下部に設けられ、上部及び下部にそれぞれボビンホルダーが設けられた一双のドラムと、ドラムを円弧運動させて上部のボビンホルダーが下部に位置されるようにし、下部のボビンホルダーが上部に位置されるようにするドラム回転部からなる三角形状に動くツインドラムワインダーを開始する。
(もっと読む)
ツインドラムワインダー
【課題】1つのトラバース部を用いて糸の巻取効率を2倍に増加させることにある。
【解決手段】胴体の前方に設けられた一双のガイドレールと、一双のガイドレールに結合されて昇降するスライド部と、スライド部の両側に設けられた一双の摩擦部と、スライド部の中央として摩擦部の間に設けられた1つのトラバース部と、胴体の前方として一双の摩擦部の下部に設けられ、それぞれボビンホルダーが設けられた一双のドラムからなるツインドラムワインダーを開始する。
(もっと読む)
二重デッキを有する糸巻取装置
【課題】2つのデッキを利用して糸巻取効率を二倍に増加させ、またボビンホルダーの回転を安定的に支持するセンターデバイスを採択して糸巻取効率をさらに増加させる。
【解決手段】ゴデットローラの下部に第1デッキが設けられ、上記第1デッキの下部にと垂直位置が少し異なるように第2デッキが設けられ、第1及び第2デッキそれぞれが、フリクションローラーボックス、トラバースカムボックス及び2つのボビンホルダーを有するレヴォリューションドラムなどからなり、上記第1デッキの前記フリクションローラーボックス及び上記トラバースカムボックスは、当該第1デッキの上記スライドボックスの垂直移動方向に対して+1〜+5°回転して設けられ、上記第2デッキの上記フリクションローラーボックス及び上記トラバースカムボックスは、当該第2デッキの上記スライドボックスの垂直移動方向に対して−1〜−5°回転して設けられる。
(もっと読む)
ブロワモータの制御方法とブロワシステム
【課題】センサなどの付加的な装置を用いることなくブロワを駆動するモータの回転数を制御でき、また、必要とする最低限の負圧を供給しながら、ブロワを駆動するモータの回転数を抑制でき、自動ワインダーを円滑に稼動させながら省エネルギー化を図る。
【解決手段】各ワインディングユニット1の糸継ぎ動作回数と、糸継ぎに失敗した失敗回数とを集計してシステム全体のミス率を算出する。算出したミス率に基づいて前記ブロワモータ18に電力を供給するインバータ19の出力周波数を増減制御する。
(もっと読む)
繊維機械
【課題】高い生産性を備える繊維機械を提供する。
【解決手段】自動ワインダ1は、給糸ボビン5から解舒され巻取管7に巻き取られる紡績糸Yに対して糸継を行う糸継装置20と、糸継装置20よりも上流側の紡績糸Yとしての下糸Y2を吸引して該下糸Y2を糸継装置20に案内する下糸案内装置64と、を有し、紡績糸Yを巻取管7に巻き取ってパッケージ6を形成する巻取ユニット2を複数で備える。複数の巻取ユニット2に、下糸案内装置64が下糸Y2を吸引したことを検知する下糸検知センサ66を設ける。自動ワインダ1は、下糸案内装置64が下糸Y2を糸継装置20に案内するに際し、下糸案内装置64が下糸Y2を吸引したことを下糸検知センサ66が検知したら、下糸Y2を糸継装置20に案内するように下糸案内装置64を制御する下糸案内動作制御部91を備える。
(もっと読む)
レボルビング式糸条巻取装置
【課題】 レボルビング式糸条巻取装置の切り替え時に発生する、満管ボビンの糸端が、巻き始めた空ボビンに巻き込まれるのを確実に防ぎ、高品位のパッケージを得ることを目的とする。
【解決手段】 巻き取りの糸切替時に、スピンドルの間に突設される仕切板に押圧せしめる遮蔽板を糸掛け装置に設けたことを特徴とするレボルビング式糸条巻取装置。
(もっと読む)
フィラメントワインディング装置
【課題】新旧ボビンを自動交換し、同時に新旧ボビンの糸条端を自動的に繋いで、フィラメントワインディング装置の全自動化と高速化を実現する。
【解決手段】フープ巻装置とヘリカル巻装置と、ヘリカル巻装置に一群の糸条を供給するフィラメント供給装置とを有する。フィラメント供給装置は、一群のボビンと、一群のボビン交換装置と、糸条を一時貯留するバッファ装置とからなる。ボビン交換装置は、新ボビンの複数個を保持するシュートと、シュートから受け取った新ボビンを支持するクレードルと、旧ボビンの糸条残量を検知する糸条残量センサーと、新旧ボビンの糸条端を繋ぐスプライサーと、新ボビンの糸条端を捕捉してスプライサーに渡す糸端処理装置と、クレードルから排出された旧ボビンを回収する回収装置を含む。クレードルは、糸条供給位置とボビン補充位置との間を往復変位して、両位置の間で旧ボビンを回収装置に排出する。
(もっと読む)
ボビン搬送装置
【課題】メインラインとバイパスラインとを繋ぐ接続ラインにおけるボビントレイの移動を円滑に行うことができるようにして、接続ライン上を移動するボビントレイの停滞を確実に防ぐボビン搬送装置を得る。
【解決手段】ボビン交換ユニット1と巻取ユニット2との間に配されて、ボビントレイ3の供給・回収動作を担う。ボビン交換ユニット1と巻取ユニット2との間に配されたメインライン15と、該メインライン15に並行に設けられて、該メインライン15と逆向きの搬送方向を有するバイパスライン16と、これらメインライン15とバイパスライン16とを繋ぐ接続ライン17とを有する。接続ライン17上を走るボビントレイ3の移動を補助するためのアシスト機構が設けられる。
(もっと読む)
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
ボビン搬送システム
【課題】精紡ワインダにおいて、実ボビン及び空ボビンを載置したトレー並びにボビン無しトレーを確実に選別するボビン搬送システムを提供する。
【解決手段】ボビン搬送システム1は、実ボビン24又は空ボビン23を載置したトレー20を搬送するトレー搬送路12と、実ボビン24が載置されているトレー20と空ボビン23が載置されているトレー20とを選別するボビン選別装置14と、ボビン選別装置14の上流側のボビン無しトレー排出装置13と、を備える。ボビン選別装置14は、トレー搬送路12から分岐する空ボビン供給路15と、ボビン選別ガイド42と、を備える。ボビン選別ガイド42は、トレー20上に実ボビン24が載置されている場合に、当該トレー20を前記トレー搬送路12の一側の路端へ押しやる。ボビン選別装置14の上流側には、トレー20をトレー搬送路12の他側の路端へ押しやるためのトレー寄せ部45が配置される。
(もっと読む)
41 - 60 / 110
[ Back to top ]