
Fターム[3F112CA07]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 関連機器 (165) | 精紡機 (30)
Fターム[3F112CA07]に分類される特許
1 - 20 / 30
紡績ユニット及び紡績機
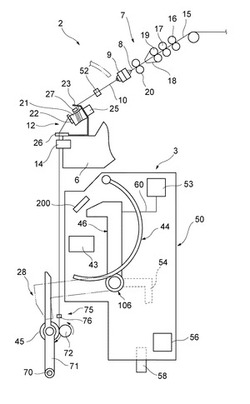
【課題】吸込口部による紡績糸の糸端の予期せぬ吸い込みを防止する。
【解決手段】紡績ユニット2は、紡績糸10を供給する空気紡績装置9と、紡績糸10をパッケージ45に巻取る巻取装置28と、糸継ぎを行うスプライサ43と、パッケージ45から紡績糸10の糸端をサクションマウス104によって捕捉して、捕捉した紡績糸10の糸端をスプライサ43の糸継位置へ案内するサクションマウスモジュール46と、サクションマウス104を移動可能とするカム駆動機構53と、を備える。カム駆動機構53は、少なくとも、サクションマウス104の位置を、パッケージ45から紡績糸10の糸端を捕捉する捕捉位置、捕捉した糸端をスプライサ43の糸継位置へ案内する案内位置、及び、案内位置よりも捕捉位置から離れた位置であり、且つ、案内位置よりも、空気紡績装置9と巻取装置28との間の糸道から離れた退避位置、に移動させる。
(もっと読む)
糸巻取機及び糸巻取ユニット

【課題】糸継終了時に発生する糸のたるみを解消した糸巻取機を提供する。
【解決手段】糸継装置43は、紡績装置とパッケージとの間の紡績糸10を糸継ぎする。糸道規制部材(糸寄せレバー96及び糸押さえレバー98)は、紡績糸10に接触することで当該紡績糸10を屈曲させる位置と、前記紡績糸10を開放した位置と、の間で移動可能である。台車制御部は、糸道規制部材を、糸継ぎの際に紡績糸10に接触させて当該紡績糸10を屈曲させるとともに、当該糸継ぎの終了後、少なくとも巻取装置における紡績糸10の巻き取りが開始するまでの間は、紡績糸10を屈曲させた状態を維持するように制御する。
(もっと読む)
糸巻取機
【課題】ボビンストッカのボビン残量を確認し易く、しかも、ボビンストッカがストックしているボビンを作業台車に対してシンプルな構成で供給することができる糸巻取機を提供する。
【解決手段】紡績ユニット6は、機台本体2の長手方向に沿って並設され、巻取ボビン16に紡績糸15を巻き取ってパッケージ17を形成する。ボビンストッカ4は、紡績ユニット6で使用される巻取ボビン16を保管する。玉揚台車67は、紡績ユニット6とボビンストッカ4との間を走行可能に設けられ、巻取ボビン16を紡績ユニット6に供給する。ボビンストッカ4が保管している巻取ボビン16に対して、少なくとも正面側からアクセス可能であるように、当該ボビンストッカ4が構成されている。玉揚台車67は、ボビンストッカ4が保管している巻取ボビン16を、機台本体2の正面側のボビン供給位置77において受け取る。
(もっと読む)
ボビン処理装置及び糸巻取システム
【課題】ケーブルの取り扱いを容易にしたボビン処理装置を提供する。
【解決手段】ボビン処理装置は、複数の電子機器32を制御する制御基板(メイン基板及びスレーブ基板31)と、各電子機器32を接続するための複数の基板側コネクタ36と、を備えている。そして、制御基板と、複数の基板側コネクタ36とは、多芯ケーブル39によって接続されている。このように、複数のコネクタと制御基板とを多芯ケーブル39によってまとめて接続することで、配線の取り回しが簡単になり、配線の省スペース化も実現できる。また、配線のからまりを防止することができる。
(もっと読む)
ボビン処理装置及び糸巻取システム
【課題】ボビン処理装置において、ベルトコンベアの斜行を容易に調整できるコンパクトな機構を提供する。
【解決手段】ボビン処理装置は、ベルトコンベアによって給糸ボビンを搬送する。ベルトコンベアは、無端環状の平ベルトと、モータ31と、モータブラケット34と、斜行調整部材と、を備えている。平ベルトは、従動ローラ及び駆動ローラ28の間に掛け渡される。モータ31は、その回転出力軸31aに駆動ローラ28を固定している。モータブラケット34には、モータ31が取り付けられる。斜行調整部材は、斜行調整軸40の軸線まわりに回転可能である。また、斜行調整部材には、斜行調整軸40の軸線に対して偏芯している偏芯部42を備える。そして、モータブラケット34は、偏芯部42の外周に接触することにより位置決めされている。
(もっと読む)
ボビン分離装置及び自動ワインダ
【課題】簡単な構成でボビンを分離することができるボビン分離装置を提供する。
【解決手段】ボビン分離装置12は、複数のボビン9が投入されるボビン投入部22と、ボビン投入部22に投入されたボビン群からボビン9を取り出すボビン取出部23と、を備える。ボビン取出部23は、複数のボビン皿26と、無端環状帯体25と、ボビン分離部材41と、を備える。ボビン皿26は、ボビン9を乗せることができる。無端環状帯体25は、ボビン皿26を、ボビン投入部22の載置面に対して垂直に駆動する。ボビン分離部材41は、ボビン皿26がボビン9を乗せて駆動される領域に沿って設けられ、各ボビン皿26に乗ったボビンを個別に分離する。
(もっと読む)
給糸ボビン供給装置及び自動ワインダ
【課題】省スペースで、かつ作業者の負担を低減した給糸ボビン供給装置を提供する。
【解決手段】給糸ボビン供給装置12は、給糸ボビン投入部22と、個別化部23と、を備える。給糸ボビン投入部22には、精紡機で紡糸された糸が巻かれた給糸ボビン群が投入される。個別化部23は、給糸ボビン投入部22に投入された給糸ボビン群を個別化する。また、給糸ボビン投入部22は、滞留部28と、案内部30と、定量搬送部29と、を有する。滞留部28は、投入された前記給糸ボビン群を一時的に滞留させる。案内部30は、個別化部23まで給糸ボビン9を案内する。定量搬送部29は、滞留部28と案内部30との間に設けられる。そして定量搬送部29は、揺動することにより、滞留部28に滞留している給糸ボビン群のうち所定の量だけを案内部30に送り出す揺動部材31を有する。
(もっと読む)
ボビン搬送システム
【課題】搬送路にトレイが滞留することを防ぐことができ、且つ、コストの上昇を抑えたボビン搬送システムを提供する。
【解決手段】ボビンBが装着されたトレイTを連続して自動ワインダ3から精紡機1へ搬送する第一主搬送路21と、第一主搬送路21に配置されてボビンBに糸Yが巻装されているか否かを検知する残糸検知装置211と、第一主搬送路21における残糸検知装置211よりも下流側から分岐して残糸検知装置211よりも上流側にボビンBが装着されたトレイTを搬送するバイパス搬送路20と、を備えたボビン搬送システム2であって、バイパス搬送路20には、ボビンBに巻装された糸Yの巻装量を検知する第一糸量検知装置231と、ボビンBに巻装された糸Yを廃棄処分とする残糸処理装置233と、を配置するとした。
(もっと読む)
ボビン搬送システム
【課題】搬送処理能力を向上させたボビン搬送システムを提供する。
【解決手段】トレイTを連続して精紡機1から自動ワインダ3へ搬送する第一主搬送路21と、第一主搬送路21に設けられた第一ボビン準備装置212と、第一主搬送路21の第一ボビン準備装置212が設けられた位置よりも下流側から分岐して自動ワインダ3へトレイTを搬送する第一副搬送路22と、第一副搬送路22に設けられた第二ボビン準備装置222と、を備えたボビン搬送システム2であって、第一主搬送路21における第一ボビン準備装置212の上流側から分岐して第一副搬送路22における第二ボビン準備装置222の上流側へトレイTを搬送する第二副搬送路23を具備し、第一主搬送路21には、第一主搬送路21にトレイTが滞留したときに第一主搬送路21から第一副搬送路22へ第二副搬送路23を用いてトレイTを搬送するためのオフセット区間21Aを設けた。
(もっと読む)
玉揚げ装置
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
精紡ワインダの繊維機械管理システム及び精紡ワインダ
【課題】精紡ユニットで紡績された糸の毛羽の発生傾向をボビン単位で自動的に分析することができる精紡ワインダの繊維機械管理システムを提供する。
【解決手段】精紡機2で糸が巻き付けられたボビン23がセットされるトレーは、当該トレーにセットされたボビン23に糸を巻き付けた精紡ユニット32を特定するための情報を記録可能なRFタグを有する。また、巻取ユニット31は、クリアラ15と、ユニット制御部と、RFリーダ5と、を有する。そして、本実施形態の精紡ワインダ1に用いられる繊維機械管理システムは、クリアラ15が毛羽量を検出したときの前記解舒糸長さとともに当該毛羽量を記録し、精紡ユニット32が紡績した糸の品質検査をボビン23単位で行う。
(もっと読む)
自動ワインダの繊維機械管理システム及び自動ワインダ
【課題】巻取作業が中断されたボビンが別の巻取ユニットに搬送された場合でも、巻取作業が中断される前の巻取条件を再現することができる自動ワインダの繊維機械管理システムを提供する。
【解決手段】ワインダ3が備える巻取ユニット31は、ボビン23に巻き付けられた糸を解舒してパッケージを形成する。トレーは、情報を記録可能なRFタグを有する。巻取ユニット31は、RFタグの情報を読み取るためのRFリーダ5を有する。そして、本実施形態のワインダ3に適用される繊維機械管理システムは、巻取作業を途中で中断した場合には、中断したときの巻取条件及び巻取状況を示す巻取情報を記録する。そして、巻取作業が途中で中断したボビン23を用いて巻取作業を再び行うときは、当該ボビン23の巻取情報に基づいて、ボビン23が搬送された巻取ユニット31を制御する。
(もっと読む)
繊維機械管理システム及び精紡ワインダ
【課題】精紡ワインダにおいて効率の良いメンテナンスを支援する繊維機械管理システムを提供する。
【解決手段】ボビン23を乗せて搬送するトレーは、ボビンを形成した精紡ユニット32を特定可能な情報を記憶するRFタグを備える。ワインダ3は、各巻取ユニット31が実ボビンから解舒している紡績糸の状態を監視して糸品質情報を取得する糸品質監視部21を備える。糸品質情報に基づいて前記糸に所定の特徴を検出した場合、管理システムは、前記ボビン情報に基づいて、粗紡ユニット33又は精紡ユニット32の中から、前記特徴に対応する対応ユニットを特定する。また、管理システムは、前記糸品質情報に基づいて、前記対応ユニットにおいて前記特徴に対応する部位である対応部位を特定するとともに、当該対応部位の状態を推定する。そして、前記対応ユニットと、前記対応部位と、前記対応部位の状態と、がディスプレイ18によって通知される。
(もっと読む)
ボビン送給システム、および残糸処理方法
【課題】残糸層の除去に失敗した極少ボビンがそのまま送給されるのを確実に防止して、残糸状況や口出し状況が異なるボビンを次段工程へ適正に配分できるボビン送給システムを提供する。
【解決手段】自動ワインダーから搬出されたボビンを搬送する主搬送路に、自動ワインダーから搬出されたボビンの残糸量を検知する残糸量検知装置と、ボビンの残糸層を除去しするストリッパー装置を設ける。主搬送路には、ストリッパー装置の下流側から残糸量検知装置の上流側へボビンを再送するためのバイパス路を接続する。ストリッパー装置で処理された後のボビンを、バイパス路を介して残糸量検知装置へと搬送して、ボビンの残糸を確認する。
(もっと読む)
糸端捕捉案内装置及びそれを備える紡績機
【課題】糸強力が弱い糸を捕捉する場合でも糸切れを良好に抑制でき、エアの消費量も低減できる糸端捕捉案内装置を提供する。
【解決手段】紡績機は、紡績糸10の糸端を吸引しながら捕捉して糸継装置へ案内するためのサクションパイプ44を備える。このサクションパイプ44は、糸端を吸引するための吸込通路62と、撚掛けノズル67と、を備える。撚掛けノズル67は、圧縮空気を噴射することにより吸込通路62に旋回流を形成し、これにより、当該吸込通路62に導入された状態の紡績糸10に対して撚りを掛けることが可能である。
(もっと読む)
糸弛み取り装置及びこれを備える繊維機械
【課題】上流側へのテンション変動の影響を抑制するとともに、スムーズに糸を解舒できる糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置はローラ部42を備え、このローラ部42において糸を巻き付ける巻付領域60が、糸の巻き付けが開始される上流側から下流側に向かうに従って径が小さくなるテーパ状に形成されている。この巻付領域60は、第1テーパ部62と第2テーパ部63とで構成されており、テーパ角度は下流側に進むに従って第1テーパ部62と第2テーパ部63との2段階で緩やかになるように構成される。また、テーパ角度が大きい第1テーパ部62の面積が、テーパ角度の小さい第2テーパ部63の面積よりも小さくなるように構成される。
(もっと読む)
精紡機に設けられたパッケージ交換装置
【課題】パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにする。
【解決手段】グリッパユニット15が、空の糸巻管7を収容するための第1のグリッパ13aと、満管の糸パッケージ17を収容するための第2のグリッパ13bとを有しているようにした。
(もっと読む)
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
紡機におけるボビン供給方法及びボビン供給装置
【課題】ペッグトレイの連続した移動量を空ボビンの倒れが発生するボビンホルダ内の空ボビン列の後方の空間の限界広さに相当するボビン本数以上に増大させても、ボビンホルダ内における空ボビンの倒れを防止する。
【解決手段】第1及び第2の移送装置は、移送レールを往復移動させてペッグトレイを4ピッチずつ移送する。両移送装置は第1及び第2の接続部で接続され、第2の接続部の途中には空ボビンを1列で収容し、後部上方からシュータ28を介して空ボビンEが送り込まれるボビンホルダ29が設けられている。ボビンホルダ29に1列で収容された空ボビンは、列の先頭の空ボビンEの下方を移動するペッグトレイ12のペッグ12bに挿入されてボビンホルダ29内から取り出される。ボビンホルダ29内の空ボビン列の後方に存在する空間Sが、シュータ28から送り込まれる空ボビンEの倒れが発生する限界広さに達する前に、空ボビンEをボビンホルダ29に送り込む。
(もっと読む)
ボビン搬送システム
【課題】精紡ワインダにおいて、実ボビン及び空ボビンを載置したトレー並びにボビン無しトレーを確実に選別するボビン搬送システムを提供する。
【解決手段】ボビン搬送システム1は、実ボビン24又は空ボビン23を載置したトレー20を搬送するトレー搬送路12と、実ボビン24が載置されているトレー20と空ボビン23が載置されているトレー20とを選別するボビン選別装置14と、ボビン選別装置14の上流側のボビン無しトレー排出装置13と、を備える。ボビン選別装置14は、トレー搬送路12から分岐する空ボビン供給路15と、ボビン選別ガイド42と、を備える。ボビン選別ガイド42は、トレー20上に実ボビン24が載置されている場合に、当該トレー20を前記トレー搬送路12の一側の路端へ押しやる。ボビン選別装置14の上流側には、トレー20をトレー搬送路12の他側の路端へ押しやるためのトレー寄せ部45が配置される。
(もっと読む)
1 - 20 / 30
[ Back to top ]