
Fターム[3F115CA44]の内容
パッケージ・線条体の安全装置 (910) | 目的、機能 (242) | 糸欠点除去 (21)
Fターム[3F115CA44]に分類される特許
1 - 20 / 21
糸巻取装置
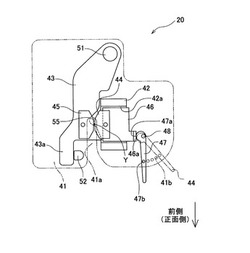
【課題】糸巻取装置の製造を簡単にするとともに、製造コストを抑える。
【解決手段】同一材料からなる同一形状の2つのガイド部材44、45が、互いに対向するように配置されていることにより、これらの間に糸Yが通過するスリット55が形成されている。ガイド部材45は、揺動アーム43とともに揺動軸51を中心に揺動することで、ガイド部材44との間にスリット55を形成する位置と、ガイド部材44から離隔した位置との間で移動可能となっている。ガイド部材44などが取り付けられた基材41のスリット55と重なる部分に、前端が開口した切り欠き41aが形成されており、切り欠き41aの後側の壁により、糸Yがスリット55の後側から抜け落ちてしまうのが防止される。また、揺動アーム43は、スリット55を横切る部分を有し、この部分により、糸Yがスリット55の前側から抜け落ちてしまうのが防止される。
(もっと読む)
糸巻取装置、自動ワインダ及び繊維機械

【課題】 糸の強力を容易にかつ正確に測定することができる糸巻取装置、自動ワインダ及び繊維機械を提供する。
【解決手段】 巻取ユニット30は、給糸ボビン6の糸Yを巻き取ってパッケージPを形成する装置である。巻取ユニット30は、ボビン支持部31と、巻取部32と、強力測定部100と、を備えている。ボビン支持部31は、給糸ボビン6を支持する。巻取部32は、ボビン支持部31に支持された給糸ボビン6の糸YをパッケージPとして巻き取る。強力測定部100は、ボビン支持部31と巻取部32との間において、給糸ボビン6から引き出された糸Yの強力を測定する。
(もっと読む)
糸巻き取り装置
【課題】スラッフィングの発生を防止できる糸巻き取り装置を提供する。
【解決手段】精紡機で紡糸された糸Yが巻かれた給糸ボビンB1の糸欠陥を除去しつつパッケージPを巻き取る巻き取りユニット10であって、給糸ボビンB1の糸Yを巻き取って貯留する糸貯留装置100と、を具備し、糸貯留装置100は、糸Yを貯留する糸貯留部130と、回転しつつ糸貯留部130に糸Yを巻き付ける糸巻き付け部140と、を具備し、糸貯留部130は、糸Yが巻き付けられる糸貯留体(ベルト外側)132Fと、巻き付けられる糸Yの間に等間隔の隙間を保持したまま、ベルト外側132Fに巻き付けられた糸Yを巻き付け側130Rから解舒側130Fに向けて送る駆動プーリ134と、を具備する。
(もっと読む)
ワインダの作業箇所
【課題】ワインダの作業箇所において糸ループの、巻き取りボビンまで達する通過を阻止する。
【解決手段】糸ループの引き留めのための装置23Aが、糸走行路に対して離間して、捕捉要素43,44を有しており、捕捉要素は、糸30の走行方向Fと逆方向に向けられている。
(もっと読む)
糸欠陥除去装置に欠陥除去限界を規定する方法
本方法は、糸のような縦長の繊維供試品用の電子欠点除去装置に欠点除去限界を規定するのに用いられる。まず供試品の測定により統計的代表値が求められる(101)。統計的代表値に基いて欠点除去限界が計算され(102)、使用のために提案され、この欠点除去限界により予想される長さに関する不許容事象の数が計算され(103)、かつ出力される(104)。操作者は予想される不許容事象数について見解をとることができ(105)、この見解に従って欠点除去限界が自動的に規定される(109)。方法は利用し易く、簡単に実施できる。 (もっと読む)
糸条切断装置
【課題】横幅を抑制しながら糸条を切断すると共に糸端を継続して保持することができる糸条切断装置を提供する。
【解決手段】糸条を通過させるためのスリット27が筐体の一面に形成された糸条切断装置1において、筐体の正面に対向して配置された電磁石取付部23bと、一端面が筐体の正面に対向するよう電磁石取付部23bに取付けられた電磁石の芯15と、電磁石に吸引される吸引部13aを有し、電磁石取付部23bに設けられた支点19を中心として水平方向に搖動する作動鉄片16および吸引鉄片13と、吸引鉄片13の先端に取付けられた切断器12と、吸引部13aが電磁石の芯15から離反する方向に作動鉄片16および吸引鉄片13を付勢するスプリング22と、を備える。
(もっと読む)
縦長の繊維供試品の特性表示方法及び装置
本方法は、縦方向に動かされる糸の特性表示に用いられる。糸の長手方向に沿う糸の特性の測定値が検出される。測定値から糸のパラメータの値が求められる。二次元直角座標系の象限を含む事象の場(3)が与えられ、この座標系の横軸(31)が縦方向における糸パラメータ値の範囲(L)を示し、その縦軸(32)が、目標値からのパラメータの偏差(ΔM)を示す。長手方向における糸パラメータの値及びその範囲(L)から、事象の場(3)における事象(71,72)の密度が求められる。事象の場(3)において糸本体が面(4として表示される。面(4)は、横軸(31)により、また縦軸(32)により、更に実質的に一定の事象密度に従う事象の場(3)内の線(41)により区画される。糸本体の表示は、浄化限界(6)を速やかにかつ経済的に規定するのを可能にする。 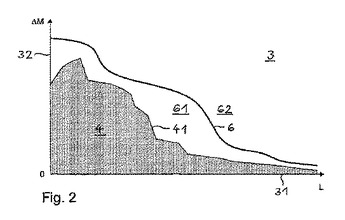 (もっと読む)
(もっと読む)
縦長の繊維供試品にある撚り継ぎ部の品質監視
縦長の繊維供試品例えば糸の欠陥除去限界を電子測定ヘッドに設定する方法において、供試品の少なくとも2つのパラメータに関係する第1の欠陥除去限界が、許される欠陥個所と許されない欠陥個所との間に規定され、線図に第1の欠陥除去曲線として示され、かつ測定ヘッドへ伝送される。供試品の少なくとも2つのパラメータに関係しかつ第1の欠陥除去限界とは異なる、供試品にある許される撚り継ぎ部と許されない撚り継ぎ部との間の第2の欠陥除去限界が、第1の欠陥除去限界から自動的に計算され、線図に第2の欠陥除去曲線として示されて、測定ヘッドへ伝送される。それにより撚り継ぎ部を除去するための異なる基準を示す撚り継ぎ部の欠陥除去限界が簡単に求められる。  (もっと読む)
(もっと読む)
糸を清浄化する方法及び装置
長手方向に沿って動かされる糸から欠陥を除去する方法において、糸の長手方向に沿う糸の特性の測定値が検出される。測定値から糸パラメータ(M)の値が求められる。糸パラメータ(M)及び長手方向における糸パラメータ値の範囲により形成される事象領域(6)が準備され、この事象領域が2つより多い範囲(71〜75)に分割され、これらの範囲のうち少なくとも1つの範囲(71,73〜75)が許容される事象を規定し、少なくとも1つの他の範囲(72)が許容されない事象を規定する。糸パラメータ(M)の値が長手方向におけるその範囲(L)と共に事象領域(6)において分類される。本発明は特に飾り糸の清浄化に用いられ、許容される別の範囲(73〜75)が所望の飾りの除去を防止する。 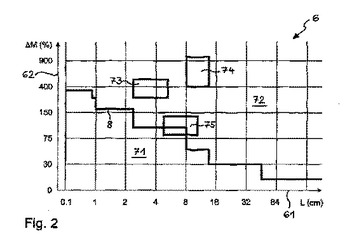 (もっと読む)
(もっと読む)
糸状供試物のパラメータを検出する装置
装置は測定間隙(2)を通って縦方向に動かされる糸状供試物(1)のパラメータを検出するために用いられる。測定間隙がパラメータを検出する第1の測定セル(3)及び第2の測定セル(5)を持っている。第1の測定セル(3)及び第2の測定セル(5)が、供試物(1)の縦方向に対して直角な面を持つ共通な平らな支持体(4)又は印刷配線板上に設けられている。それにより測定セル(3,5)を互いに正確に合わせることができ、装置が簡単であり、製造が安価である。  (もっと読む)
(もっと読む)
タイヤコード処理装置
【課題】タイヤコードのディップ処理などの加工処理を無休止連続運転で行うことができ、さらにコードのジョイントが製品に混入することを防止できるようにするタイヤコードの処理方法の提供。
【解決手段】タイヤコード11を走行させつつ該コード11を処理する処理装置本体17と、前記処理装置本体17にタイヤコード11を供給する供給装置19と、処理済タイヤコードの巻き取る巻き取り装置20を備えたタイヤコード処理装置10において、前記供給装置19から供給されるタイヤコード11のジョイント36を検出し、そのジョイント検出信号を前記巻き取り装置20に発信するジョイント検出器21を設け、前記巻き取り装置20が2軸の巻き取り軸18a、18bを有し、前記ジョイント検出信号に基づいて前記処理済みコードの巻き取り軸を18aから18bに自動交換する。
(もっと読む)
繊維コードの異常部検出装置及び繊維コードの加工システム
【課題】簡易な構造で安価な装置により、確実にジョイントなどのコード異常部を検出することができる繊維コードの異常部検出装置、及びそれを利用した繊維コードの加工システムを提供する。
【解決手段】走行する処理コード正常部12を通過させ、前記コード正常部12よりも径大のジョイント31を通過させないスリット23を設けたスリット板22と、前記ジョイント31が前記スリット板22に接触することで該スリット板22をコード走行方向に回動させる回動部材24と、前記スリット板22の回動により前記ジョイント31を検知し、検知信号を発信する検知センサー25と近接スイッチ26からなる検出部とを備えた繊維コードの異常部検出装置である。
(もっと読む)
ヤーンクリアラの糸情報初期化方法および初期化システム
【課題】クリアラヘッドのクリーニング実施を検出することに基づいた、各錘のヤーンクリアラの糸情報初期化方法、および初期化システムを提供する。
【解決手段】本発明に係るヤーンクリアラは、クリーニング部材を、クリアラヘッドの投光部と受光部の間に繰り返し挿脱して行うクリーニング中に、i)クリーニング部材が挿入されているか否か、ii)挿入時間および/または挿入されていない時間が予め定められた範囲内であるか否か、iii)挿入および/または引き抜きが予め定められた回数以上行われたか否か、の判定結果に基づき、予め定められたクリーニングが行われたかどうか判断し、当該クリアラヘッドの糸径平均値φAVEnの初期化を行う。
(もっと読む)
ヤーンクリアラの検出ヘッドの汚れ検出方法及び検出システム
【課題】素早く正確に光電式ヤーンクリアラのヘッド汚れを検出可能な方法等を提供する。
【解決手段】複数錘からなる機台システムに装備され、各錘における糸品質その他を監視する複数のヤーンクリアラの検出ヘッドの汚れ検出方法であって、特定錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)の変化が、監視される糸自身の特性の変化に起因するのか、上記検出ヘッドの汚れに起因するのかを、他の錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)との関係から判断するようにした方法とする。
(もっと読む)
糸の異物検出装置及びこれを備えた繊維機械
【課題】糸のトラッシュと色糸とを判別して、トラッシュは異物として検出しないようにする。
【解決手段】走行する糸Yに光を照射する投光手段72a,72bと、投光手段72a,72bの照射光による糸Yからの反射光を受光する受光手段73a,73bと、受光手段73a,73bの受光量を測定する測定手段78と、測定手段78の測定値に基づいて所定の演算をし、演算値と閾値とを比較して前記糸に混在するトラッシュと色糸とを判別する判別手段74とを備えている。
(もっと読む)
異物検出装置および繊維機械および異物検出方法
【課題】糸条に混入している異物の検出において、残存させたい異物がある場合に、残存させたい異物を検出しないようにすると、除去したい異物の検出精度を落とすことになる。
【解決手段】綿繊維で形成される紡績糸9にLED37a・37bから交互に光(直射光Da・Db)を照射して、その紡績糸9からの反射光Rb・Raの強度を測定し、その強度情報に基づいて、紡績糸9に混入している異物の有無を検出する異物検出装置32であって、LED37a・37bの光源色を、除去せず残存させたい異物である綿繊維の茎葉のトラッシュの色と、色相環において、同一の系統色もしくは類似の系統色である黄色もしくは黄燈色とする。
(もっと読む)
繊維機械
【課題】走行する糸の糸欠点を除去する繊維機械において、ドラムの回転速度のように真の糸速とは比例関係にない速度を利用して、糸速を求める構成とすると、実際の糸速とは乖離した値を糸速として扱うことがあり、この糸速情報を前提として糸欠点検出装置に糸の長さを判断させると、糸欠点の判断を誤らせることになる。
【解決手段】走行する糸3の糸速を直接に検出する糸速センサー7と、走行する糸3の糸欠点を検出する糸欠点検出装置8と、糸速センサー7および糸欠点検出装置8を通過した後の糸3を巻き取る綾振りドラム10と、を備えるワインディングユニット1であって、糸欠点検出装置8は、時系列に得られた糸太さの時間変化データDTを、前記糸速の検出値に基づいて、糸太さの長さ変化データDLに変換するデータ変換部82bと、この糸太さの長さ変化データDLに基づいて、糸欠点の有無を判定する糸欠点判定部82dと、を備える。
(もっと読む)
糸巻取機の糸監視装置
【課題】巻取ボビン6,7を回転駆動するパッケージ駆動モータ41と、このモータ41とは切り離されて駆動し、前記糸巻取の際に糸を綾振るためのトラバース装置5とを備えた糸巻取機において、糸欠点を正確に検出できる糸監視装置を提供する。
【解決手段】糸監視装置63は、糸監視器15の監視結果と糸速度検出手段61の速度検出結果に基づいて糸欠点を検出する。糸速度検出手段61は、巻取チューブ6に糸4が巻き取られて形成された糸層の周面の周方向の糸層周面移動距離ΔPLsの検出手段73と、糸層の幅方向の糸のトラバース移動距離ΔTLsの検出手段74と、糸層周面移動距離演算手段73で検出されたΔPLsとトラバース移動距離演算手段74で検出されたΔTLsをそれぞれ入力し、これらから単位時間当たりの糸層周面移動距離及びトラバース移動距離を各々計算し、その結果に基づいて糸の走行速度を求める糸速度演算手段77と、を備える。
(もっと読む)
糸品質診断方法および繊維機械
【課題】糸欠点検出装置を備える繊維機械において、糸欠点検出装置のコストを増大させることなく、番手変動異常を検出することができなかった。
【解決手段】糸の太さ変動の異常を診断する糸品質診断方法であって、糸欠点検出装置26で、その起動時点を基点とする一定時間内に検出される糸の太さ変動を平均して、第一種平均糸太さを算出する第一種平均糸太さ算出工程101と、平均糸太さ算出工程を所定回数実行して得られた5回の第一種平均糸太さを平均し、第二種平均糸太さを算出する第二種平均糸太さ算出工程102と、第一種平均糸太さ算出工程を再実行して、最新の第一種平均糸太さを算出する最新平均糸太さ算出工程103と、第二種平均糸太さと最新の第一種平均糸太さとの変動幅を比較し、その変動幅が所定の錘内許容幅以上となると、糸太さの変動異常が発生したと判定する錘内糸太さ変動異常判定工程104と、を備える。
(もっと読む)
糸を監視する繊維機械
紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
1 - 20 / 21
[ Back to top ]