
Fターム[3J030BD07]の内容
歯車・カム (7,549) | 歯付部材の軸への取付 (405) | 取外し不可能なもの (80) | 溶接によるもの (20)
Fターム[3J030BD07]に分類される特許
1 - 20 / 20
シャフト上に構造要素を結合する方法
【課題】ドウェル時間を著しく削減して、結合工程を著しく効率化する。
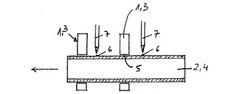
【解決手段】本発明は、シャフト(2)上に構造要素(1)を結合する方法に関する。この方法は、実際の結合に先立って、上記シャフト(2)上に、材料隆起部の類である少なくとも1つの突起部(6)が、上記シャフト(2)上の各々の結合部(5)に形成され、続いて上記構造要素(1)は少なくとも1つの上記突起部(6)上へとスライドされ、結合作業が完了するまでの間、上記突起部(6)によって保持される。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車

【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
動力伝達装置の製造方法
【課題】簡素な工程で大歯車と動力伝達部材とを高強度で接合する動力伝達装置の製造方法を提供する。
【解決手段】リングギヤ10とハブ部材20とが一体で構成され同一の回転軸O1を中心とする動力伝達装置1の製造方法であって、リングギヤ10に円錐状の第1合わせ面12を形成し、ハブ部材20に第1合わせ面12と合わさる円錐状の第2合わせ面24を形成し、リングギヤ10に突起14を形成し、ハブ部材20に環溝26を形成する合わせ面形成工程と、第1合わせ面12と第2合わせ面24とを対向させつつ、突起14と環溝26の底面26aとを突き合わせた状態で、リングギヤ10及びハブ部材20に通電し、突起14と環溝26の底面26aとを電気抵抗溶接で接合する接合工程と、リングギヤ10とハブ部材20とを相対的に近づく向きで押圧し、前記第1合わせ面12と第2合わせ面24とを密着させる押圧工程と、を含む。
(もっと読む)
動力伝達装置の製造方法
【課題】簡素な工程で大歯車と動力伝達部材とを高強度で接合する動力伝達装置の製造方法を提供する。
【解決手段】リングギヤ10とハブ部材20とを備え、リングギヤ10とハブ部材20とが一体で構成され同一の回転軸O1を中心とする動力伝達装置1の製造方法であって、リングギヤ10に円錐状の第1合わせ面12を形成し、ハブ部材20に第1合わせ面12と合わさる円錐状の第2合わせ面24を形成し、リングギヤ10に突起14を形成し、ハブ部材20に環溝26を形成する合わせ面形成工程と、第1合わせ面12と第2合わせ面24とを対向させつつ、突起14と環溝26の底面26aとを突き合わせながら、リングギヤ10及びハブ部材20の一方を他方に対して回転させ、摩擦熱を生成する摩擦熱生成工程と、リングギヤ10とハブ部材20とを相対的に近づく向きで押圧し、第1合わせ面12と第2合わせ面24とを密着させる押圧工程と、を含む。
(もっと読む)
部材の接合構造及び接合部材の製造方法
【課題】少なくとも2つの部材を摩擦圧接により容易かつ短時間に接合できる部材の接合構造及び接合部材の製造方法を提供すること。
【解決手段】接合部材40は、平坦部を有するスプロケット10と、所定の仮想的な位置C2から等距離、かつ、所定幅の円形状の接合領域を有するとともに接合領域内に仮想的な位置を包含する穴部を有する接合面を含むシャフト20とを有し、スプロケット10の平坦部11内の回転中心位置C1と所定の仮想的な位置C2とが対向するように、平坦部と接合面とが摩擦圧接される。
(もっと読む)
部材の固定構造
【課題】ギヤ部材とシャフト部材との固定の耐久性維持や固定の精度維持を可能とする部材の固定構造を提供する。
【解決手段】ギヤ部材1とシャフト部材3とを固定する部材の固定構造であって、シャフト部材3に設けられた外周圧入面13及びギヤ部材1に設けられ外周圧入面13に圧入された内周圧入面15とからなる圧入部5と、圧入部5とは異なる箇所で、シャフト側接合面37とギヤ側接合面25とが軸方向に互いに当接して溶接結合された接合部7と、圧入部5と接合部7との間でギヤ部材1側とシャフト部材3側との間に形成された空隙部9と、シャフト部材3のフランジ部33に設けられ圧入部5と接合部7との間で空隙部9を外部に開放する連通路11とからなることを特徴とする。
(もっと読む)
回転部材の溶接構造
【課題】溶接部の保護を簡易化することができる回転部材の溶接構造を提供する。
【解決手段】ギヤ部3を有するギヤ部材5と、このギヤ部材5が組み付けられる軸部材7と、ギヤ部材5と軸部材7との間に設けられギヤ部材5と軸部材7とを一体回転可能に固定する溶接部9とを備えた回転部材の溶接構造1において、溶接部9が、ギヤ部材5に設けられギヤ側溶接面11を有するギヤ側溶接部13と、軸部材7に設けられギヤ側溶接面11に軸側溶接面15を対向して位置する軸側溶接部17とからなり、ギヤ部材5に、ギヤ側溶接面11よりも突出する保護面19を有する保護部21を設けた。
(もっと読む)
リングギヤの溶接方法及び溶接構造
【課題】デファレンシャルサブアッシを作動させたときのリングギヤからの異音の発生を抑えるために、デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接の手間とコストの削減を図ること。
【解決手段】デファレンシャルサブアッシのデフケースのフランジ5にリングギヤ6を溶接する溶接構造において、デフケースは、そのフランジ5の外周に接合部を有し、その接合部に隣接して設けられた補強用の複数のリブ7を有する。フランジ5の接合部に圧入されたリングギヤ6の内周と接合部との間には、複数の仮溶接ビード11が設けられる。これら仮溶接ビード11の位置は、デフケースに設けられた複数のリブ7の配置からずらして設定される。リングギヤ6の内周とフランジ5の接合部との間には、複数の仮溶接ビード11に重ねて本溶接ビード12が連続的に設けられる。
(もっと読む)
金属部材の接合方法
【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、間隙部15を形成する。接合前の時点では、上記第1外径部11と第1内径部4との接触部C1、および上記第2外径部12と第2内径部5との接触部C2のうち、通電時により高温になる方の接触部のオーバラップ代(S1)を、もう一方の接触部のオーバラップ代(S2)よりも大きく設定する。
(もっと読む)
リングギヤの溶接方法及び溶接構造
【課題】デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接コストの低減を図ること。
【解決手段】リングギヤの溶接構造において、デフケースの外周のフランジ5に、リングギヤ6の内周を接合する接合部を含み、その接合部は、デフケースの軸線方向に隣り合う、高さの異なる高段部と低段部とからなる段差を含み、リングギヤ6は、その内周に、リングギヤ6の軸線方向に隣り合う、接合部の高段部に整合する低段部と接合部の低段部に整合する高段部とからなる段差を含む。この溶接構造は、更に、フランジ5の接合部に嵌められたリングギヤ6の内周の高段部と接合部の低段部との間に設けられた第1の溶接ビード11と、フランジ5の接合部に嵌められたリングギヤ6の内周の低段部と接合部の高段部との間に設けられた第2の溶接ビード12とを備える。
(もっと読む)
動力伝達装置
【課題】径方向サイズの大型化を抑制し、軸方向サイズを小型化することができ、車両への搭載性を向上させることができる動力伝達装置を提供する。
【解決手段】第1軸3と、第2軸5と、リングギヤ7と、ピニオン9と、リングギヤ7とピニオン9とからなり第1軸3と第2軸5との間で駆動力を方向変換して伝達可能な傘歯車組11と、第1軸3と第2軸5と傘歯車組11とを収容するケーシング13とを備え、ケーシング13が、ケーシング本体15と、カバー体17と、ベアリング支持体19とからなる動力伝達装置1において、リングギヤ7のギヤの背面側に環状の凹部21を形成し、この凹部21の外径側にケーシング本体15とカバー体17との嵌合部23を位置した。
(もっと読む)
金属部材の接合方法および金属接合体
【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、金属どうしが接触しない間隙部15を、所定の軸方向長さにわたって形成する。
(もっと読む)
回転運動を伝達するための歯車と連結体の構造
【解決手段】本発明は、歯車と、歯車と嵌合結合して回転運動を伝達する連結体とを含む構造に関する。歯車と連結体とは、相対する正面にそれぞれ結合構造を有し、結合においてそれぞれ他体の結合構造と嵌合結合を形成している。歯車と連結体は焼結技術で作り出される部品として形成され、それぞれ正面の結合構造が圧印されている。それによって歯車と連結体とは互いに位置決めされる。 (もっと読む)
ギアホイール
本発明はギアホイール(10;20)に関するものであり、該ギアホイール(10;20)は:それぞれの第1及び第2軸方向端部を有し、かつ回転軸の回りに配置されるように構成されるハブ(15;25)であって、前記ハブの第1及び第2軸方向端部のうちの少なくとも一方の端部が、一体連結治具(16;26)を有し、該一体連結治具が、前記ギアホイール(10;20)を隣接ギアホイールのギアホイールハブに回転可能に係止するように構成される、前記ハブ(15;25)と;それぞれの第1及び第2軸方向端部を有し、かつ歯付きリム(12;22)が設けられた外周を有する円形ギアリング(11;21)と;そして前記ハブ(15;25)が前記ギアリング(11;21)の略中心に固定されるように前記ギアリング(11;21)及び前記ハブ(15;25)を連結する少なくとも1つの中間壁(14;24)と、を備え;前記ギアリング(11;21)及び前記ハブ(15;25)は、締結接合(17;27)によって接合されることによりギアホイール(10;20)を形成する2つの別体部品である。本発明によるギアホイールは、前記ハブ(15;25)の前記軸方向両端部が、長軸シャフトに直交する前記ギアリング(11;21)の軸方向両端部で画定される平面で終端するか、または該平面内で終端し、前記長軸シャフトの回りに、前記ギアホイールが配置されるように構成されることを特徴とする。  (もっと読む)
(もっと読む)
溶接接合部品及び溶接接合方法
【課題】リングギヤとこのリングギヤを組み付ける部品本体との溶接接合部の耐荷重性能を高める。
【解決手段】リングギヤ3の貫通孔13にデフケース1の円筒部15を挿入するとともに、リングギヤ3の背面部17の外周側の突出部17aと、デフケース1の大径部19の外周側の突出部19aとを互いに突き合わせて突合せ部5とし、この突合せ部5を溶接して溶接接合部23を形成する。リングギヤ3のギヤ部11に作用する荷重Fはギヤ部11の幅方向ほぼ中央部にあり、この荷重Fが突合せ部5の径方向幅W内に掛かるようにする。
(もっと読む)
部材間の溶接方法
【課題】溶接により発生するリング状の部材の端面の半径方向における変位量を抑制することができる部材間の溶接方法を提供すること。
【解決手段】例えば、デフリングギヤ10を切削加工しておき、中心軸C1と直線L1とを含む平面でデフリングギヤ10を切断したときのデフリングギヤ10の内周面の断面を直線L1と平行にする。デフリングギヤ10内にデフケース20を圧入すると、ギヤ側接合面102とケース側接合面204とが圧接して、デフリングギヤ10は、デフケース20の半径方向から軸方向側に傾斜した状態となる。そして、デフリングギヤ10とデフケース20との圧入箇所を溶接すると、デフリングギヤ10がデフケース20の半径方向に対して傾いていた量が溶接で生じた歪みによって、少なくとも一部相殺される。
(もっと読む)
金属部材の接合方法及びその接合装置
【課題】第1,第2金属部材を大電流で瞬時に拡散接合する際に品質低下原因となるような溶接歪みの発生を防止可能な金属部材の接合方法とその接合装置を提供する。
【解決手段】ギヤ1に、第1対向面10aと第1対向壁部10と第1嵌合部11とを予め形成し、クラッチコーンに、第2対向面12aと第2対向壁部12と第2嵌合部13とを予め形成し、ギヤにクラッチコーンを外嵌させ且つ第1嵌合部11に第2嵌合部13を嵌合可能な状態に保持し、第1,第2対向壁面10,12が相接近するようにギヤ1とクラッチコーン2を加圧すると共に、大電流を瞬間的に印加し、第1嵌合部11に第2嵌合部13を嵌合させて第1嵌合部11の内周部と外周部に第2嵌合部13の内周部と外周部を夫々接合する。
(もっと読む)
ドライブピニオンシャフト、及び、ドライブピニオンシャフトの製造方法
【課題】中間加工粗材を成形する種類を減少させることで途中工程における在庫量を削減し、製造過程における作業効率の向上、及び省スペース化を図ることができ、また、ギヤ部について高硬度で高価な素材を使用した場合でもコストの増加を抑制し、さらに、軽量化を実現できる、ドライブピニオンシャフト、及び、ドライブピニオンシャフトの製造方法を提供する。
【解決手段】本発明に係るドライブピニオンシャフト21は、シャフト部粗材121aと、ギヤ部粗材121bと、がそれぞれ個別の工程で中間加工粗材に成形され、シャフト部中間加工粗材221aと、ギヤ部中間加工粗材221bと、を摩擦溶接で接合して溶接品321が形成され、該溶接品321におけるギヤ部321bに歯切加工がなされる、ことによって形成される。
(もっと読む)
モータの動力伝達構造
【課題】安価で、確実にモータの回転を樹脂歯車を介して後段へ伝達できるモータの動力伝達構造を提供する。
【解決手段】
モータ1の出力軸2に圧入される軸穴を含む前記モータの出力軸と直交する先端面に円形凹部を有し、モータの回転を1段以上の歯車に伝達する、樹脂材料より成る樹脂歯車3と、外形形状に直線面4a〜4eを有するとともにモータの出力軸に圧入される軸穴4aを有し、前記樹脂材料よりも熱膨張係数の小さい材料より成る固定板4とを備え、前記固定板が、樹脂歯車の先端面に形成された円形凹部の底面側に挿入され、樹脂歯車とともにモータの出力軸に圧入固定され、この状態で、円形凹部の先端部が溶着されることで、樹脂歯車と一体化される。
(もっと読む)
回転トルク伝達方式及び歯車伝達機構の組み立て方法
【課題】 歯車のピッチ円及び歯先円、或いは歯底円と回転軸中心との偏心量を極力低減し、歯車1回転周期の変動の少ない歯車伝達機構による回転トルク伝達機構を製作するための部品構成を有する回転トルク伝達方式及び歯車伝達機構の組み立て方法を提供する。
【解決手段】 画像を担持して回転する回転体4の回転軸3に歯車8を設け、この歯車8を駆動する駆動系の伝達機構に駆動源からの歯車伝達機構により回転トルクを伝達する回転トルク伝達方式において、前記歯車8と、歯車を回転させる回転軸3、或いは回転軸に対応したスリーブとが独立した構造体であり、それらが互いに関連する第3の構造体13を介して接続されている。
(もっと読む)
1 - 20 / 20
[ Back to top ]