
Fターム[4D075DA35]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 特定部位 (388) | 縁部、縁曲げ部 (44)
Fターム[4D075DA35]に分類される特許
1 - 20 / 44
接着剤供給装置及び接着剤供給方法
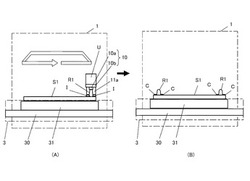
【課題】接着剤の流動防止のための線幅を細く維持しつつ、均一で高い貼り合わせ厚を確保できる接着剤供給装置及び接着剤供給方法を提供する。
【解決手段】貼り合わせ対象となるワークS1に対して接着剤R1を供給することにより、充填材である接着剤を供給する領域を規定するための土手部を生成する土手生成部と、ワークS1に対して、接着剤R1の流動を抑制する線状の抑制部Cを生成する抑制部生成部10とを有する。抑制部生成部10は、UVインクIを塗布する塗布部10aと、UVインクIを硬化させる硬化処理部10bとを有する。
(もっと読む)
基板検査装置および基板検査方法

【課題】基板縁部の状態を簡単に早く検出することが出来る基板検査装置を提供する。
【解決手段】基板検査装置100は、表面に膜を塗布した基板Wを保持し回転する回転テーブル5と、基板Wに光を照射する光照射手段2と、光照射手段2による基板W表面からの正反射光を受光し、撮像画像の信号出力する光電変換手段4と、を備える。そして、基板Wの回転中心を含んで回転中心から半径方向の一走査分の電気信号の回転手段一周分の検出値を加算して二次元画像を生成し、二次元画像の一方向に沿って設定された判定バンドから変化点を判断する。したがって、基板W上においてEBR線の良否を簡単に判断することができ、処理効率の良い検査が可能になる効果を奏する。
(もっと読む)
シーリング剤の塗布方法、及び塗布装置
【課題】生産性を低下させることなく、シーリング剤の接着強度を高める。
【解決手段】ドアパネル13の継ぎ目16に対するシーリング剤14の塗布方法であって、アームロボット30のアーム先端39に取り付けられたヘッド装着部50に装着された2本のヘッド61、71のうち、一方側の大気圧プラズマヘッド61を用いて、前記ドアパネル13の継ぎ目16に対してプラズマを吹きかけるプラズマ処理を行い、前記ヘッド装着部50に装着された2本のヘッドのうち、他方側の塗布ヘッド71を用いて、前記プラズマ処理後の前記ドアパネル13の継ぎ目16に対して前記シーリング剤14を塗布する塗布処理を行う。
(もっと読む)
加飾印刷方法
【課題】インクジェット印刷機の機構を複雑にしたり、複雑な制御を行なったりしなくても、被印刷面上においてインクの着弾位置がばらつく範囲を狭くして、加飾用の印刷皮膜を形成する。
【解決手段】加飾印刷方法では、曲面状に湾曲した板状の本体部13を少なくとも備える被印刷物12が印刷対象とされるとともに、本体部13の厚み方向についての一方の面(上面)の少なくとも一部が被印刷面21とされる。そして、インクジェット印刷機のインクジェットヘッド31からインクが被印刷面21に向けて噴射されて、その被印刷面21に加飾用の印刷皮膜が形成される。上記加飾印刷方法の実施に際しては、本体部13に外力が加えられることにより、被印刷面21が平面に近づく側へ本体部13が一時的に弾性変形させられる(図3(B))。この状態で、インクの噴射が行なわれる。
(もっと読む)
印刷塗布方法
【課題】例えば、配向膜をガラス基板に平坦性よく塗布することができ、かつ、額縁領域をできるだけ狭くすることができる印刷塗布方法を提供する。
【解決手段】チャンバ内を減圧下に維持した状態で、ステージ上に配置されているガラス基板GSの外周部にだけインクINKを塗布する。続いて、チャンバ内の圧力を大気圧(常圧)に回復した後、チャンバ内を大気圧下に維持した状態で、ステージ上に配置されているガラス基板GSの外周部よりも内側領域である内周部にインクINKを塗布する。
(もっと読む)
接着剤供給装置及び接着剤供給方法
【課題】接着剤の流動防止のための線幅を細く維持しつつ、均一で高い貼り合わせ厚を確保できる接着剤供給装置及び接着剤供給方法を提供する。
【解決手段】貼り合わせ対象となるワークS1に対して、接着剤R1を線状に複数回、重ねて供給する供給部10と、供給部10が接着剤R1を供給する毎に、接着剤R1の硬化を進行させる処理を行うことにより、土手部Bを形成する硬化処理部11と、を有する。供給部10が、土手部B内に接着剤R2を充填し、貼合部において、他方のワークを貼り合わせる。
(もっと読む)
接着剤供給装置及び接着剤供給方法
【課題】接着剤の流動防止のための線幅を細く維持しつつ、均一で高い貼り合わせ厚を確保可能な接着剤供給装置及び接着剤供給方法を提供する。
【解決手段】貼り合わせ対象となるワークS1に対して、その縁に沿って接着剤R1を供給することにより、土手部Bを形成する供給部10と、接着剤R1におけるワークS1の外周側の縁に、接着剤R1の硬化を進行させる処理を行う硬化処理部11と、を有する。ワークS1に形成された土手部B内に、供給部10により接着剤R2を充填した後、貼合部において、ワークを貼り合わせる。
(もっと読む)
高分子材料の熱硬化方法、及び電気加熱炉式の熱硬化装置
【課題】シーリング剤を熱硬化させる時間、サイクルを短縮する。
【解決手段】アウタパネル11とインナパネル12とからなる金属製のドアパネル10の外縁部10Aに塗布されたシーリング剤Sを熱硬化させる電気加熱炉式の熱硬化装置であって、前記ドアパネル10の外縁部10A及びそれに塗布された前記シーリング剤Sを炉室に出入りさせる挿通溝を前周壁53に形成した中空筒状の炉体40と、前記炉体40内に設けられ前記炉室を加熱するシーズヒータ80とを備えた。
(もっと読む)
重合体膜の形成方法及び装置、並びに積層フィルムの製造方法
【課題】硬化収縮に起因する積層フィルムのカールを矯正する。
【解決手段】紫外線硬化性膜28を有する支持フィルム22は、照射装置33に導入される。紫外線ランプ41の点灯により、支持フィルム22上に紫外線照射可能エリアUVが設定される。マスク板45a〜45cにより、紫外線照射可能エリアUVは、搬送方向に向かって交互に並ぶ照射エリアUVy1〜UVy4及び非照射エリアUVx1〜UVx3に区画される。第1照射エリアUVy1では、紫外線硬化性膜28では、紫外線硬化剤の重合反応が開始する。第1非照射エリアUVx1では、紫外線硬化剤の重合反応が停止し、緩和工程が行われる。第2照射エリアUVy2では、紫外線硬化剤の重合反応が再開する。
(もっと読む)
膜形成方法
【課題】ワークの表面に供給する成膜材料の塗布量を細かく制御する必要がなく、ワークの表面の膜を形成しない非膜形成領域以外の領域に簡単に膜を形成することができる膜形成方法を提供すること。
【解決手段】マルチレンズアレイ10の外周端縁10Aから1mm内側の位置に凹状の溝部12を形成する。次に、マルチレンズアレイ10の表面全体にプライマー層20を形成し、さらに成膜材料を塗布して、プレスガラスを用いて成膜材料を適正な圧力で押圧した状態で紫外線照射を行い、成膜材料を硬化させる。このとき、膜形成領域からはみ出した成膜材料は溝部12に入り込む。
(もっと読む)
インク滴吐出方法及びカラーフィルタ製造方法
【課題】インク滴の予定外の位置への着弾を抑制しつつ隔壁で囲まれた領域全体にインクが行き届かないという事態の発生を抑制することができるインク滴吐出方法及びカラーフィルタ製造方法を提供する。
【解決手段】透明基板上の隔壁40で囲まれた打滴領域42の縁部に親水性組成物を含有する親水性組成物溶液を付着させ、縁部に付着させた親水性組成物溶液の溶媒を除去してから、打滴領域42にインク滴を複数滴吐出する。
(もっと読む)
フッ素樹脂塗装Al系めっき鋼板の赤錆防止方法
【課題】簡便かつ確実なフッ素樹脂塗装Al系めっき鋼板の曲げ加工部の赤錆防止方法を提供する。
【解決手段】フッ素樹脂含有塗膜を有するフッ素樹脂塗装Al系めっき鋼板の曲げ加工部に、シリコーンオイルを塗布する。前記塗膜は、耐熱性樹脂と乳化重合法で製造した平均粒径0.05〜1μmのパーフルオロアルキルビニルエーテル−テトラフルオロエチレン共重合体を主成分とするフッ素樹脂との混合物から形成される塗膜であることが好ましい。
(もっと読む)
塗布方法及び塗布システム
【課題】塗布材を塗布するノズルの移動範囲を十分に確保して、該ノズルを容易に所望の位置へと移動させることができると共に、塗布装置への塗布材の迅速な供給とシステム構成の簡素化を可能とする塗布方法及び塗布システムを提供する。
【解決手段】塗布システム10は、塗布材をワークWに塗布する塗布装置24と、該塗布装置24と別体に設けられ、塗布装置24に対して塗布材を供給するための供給装置26とを備えている。この塗布システム10では、塗布装置24の注入口48を移動させて供給装置26の供給口74へと連結し、これら注入口48と供給口74とを連通させることによって塗布材の供給を行うと共に、供給完了後には、塗布装置24と供給装置26とを分離した後、塗布装置24をワークWの所望の塗布部位へと移動させることで、塗布材の塗布を実施する。
(もっと読む)
プレコート金属板の切断端面の補修液及びそれを用いた補修方法
【課題】クロメート型のみならずクロメートフリー型プレコート金属板であっても、その切断端面を十分に防錆する効果を示す補修液及びそれを用いた補修方法を提供すること。
【解決手段】水溶液中の不揮発成分として、バインダー成分及び防錆剤成分を同時に含有する混合物において、バインダー成分としてシリカ微粒子を、防錆剤成分として下記(A)(B)(C)のうちいずれか1種の薬品を含有し、バインダー成分(シリカ微粒子)100質量部に対し防錆剤成分を5乃至50質量部含有することを特徴とする、プレコート金属板の切断端面の補修液である。
(A)リン酸二水素マグネシウム(別名:第一リン酸マグネシウム、重リン酸マグネシウム)100質量部に対しバナジン(V)酸アンモニウムを0乃至200質量部添加した混合物
(B)リン酸水素マグネシウム(別名:第二リン酸マグネシウム)
(C)L−アスコルビン酸
(もっと読む)
薄膜の製造方法及びカラーフィルタ
【課題】 バンクを形成することなく所定の複数領域にインクジェット方式によりカラーフィルタ等の画素領域を形成することができる薄膜の製造方法を提供する。
【解決手段】 パターンを形成する多数の画素領域に、紫外線硬化樹脂を含有するカラーフィルタインク25をインクジェット式記録ヘッド30により吐出する工程と、前記カラーフィルタインク25に紫外線26を照射して前記各画素領域に対応するカラーフィルタインク25の縁部を仮硬化させてピニングPする工程と、前記カラーフィルタインク25が平坦化する際に前記カラーフィルタインク25に再度紫外線26を照射して本硬化させる工程とを有する。
(もっと読む)
化粧板の防水処理方法
【課題】化粧板Aの基材1木口面に防水処理剤を塗布して防水処理層13を形成する場合に、基材1表面の化粧シート等に防水処理剤を付着させることなく、基材1に防水処理層13を欠損部無く表面全体に形成できるようにする。
【解決手段】浸透性基材1の木口面において、防水処理がされていない露出部8に対する防水処理剤の塗布範囲を表面化粧層2から僅かに離れた非塗布部10,11を残した範囲の塗布部12に特定し、その非塗布部10,11には塗布部12に塗布した防水処理剤15を浸透させ、これらによって基材1の露出部8の表面層全体を防水処理剤15の浸透層からなる防水処理層13に形成する。
(もっと読む)
非円形太陽電池基板のための縁辺被覆装置及び方法
非円形太陽電池基板(371)の縁辺に、被覆材料を塗布する縁辺被覆装置(300)。基板(371)を支持・回転するチャック(303)の形で提供される回転可能基板支持台に、基板(371)を載置する。被覆材料ディスペンサ(308)は、溝(310)の形で提供される凹部を有するローラー(309)の形で提供される塗布器を含む。縁辺被覆プロセスの間、基板(371)の縁辺が溝(310)に受容されるように、ローラー(309)が位置する。ローラー(309)の刻みを有する面が、基板(371)の縁辺に接触し、被覆材料が基板(371)の縁辺に塗布される。モーター(307)は、伝動ベルト(306)及びシャフト(305−1、305−2)により、チャック303を回転させて、基板(371)を回転させることにより、縁辺の被覆が行われる。 (もっと読む)
鏡の裏面側端縁部の縁塗り装置
【課題】裏面鏡の連続生産において、裏止め塗膜塗布後、次いで鏡端縁部の縁塗りを、行った後、縁塗り塗膜がかすれる、縁塗り塗料が鏡端面に垂れることなく、縁塗り塗膜の均一塗布および膜厚制御が可能な鏡の裏面側端縁部の縁塗り装置を提供する。
【解決手段】裏止め塗膜を被覆形成してなる鏡1を、裏止め塗膜を被覆形成してなる裏面側を上にしてコンベヤー上を搬送させつつ、該裏面側端縁部に上側より接触しつつ回転する塗布ロール2により、裏面側端縁部に縁塗り塗液を縁塗り塗装する鏡1の裏面側端縁部の縁塗り装置であって、連動回転する並接した塗液ピックアップロール3と調製ロール4と塗布ロール2からなる鏡の裏面側端縁部の縁塗り装置。
(もっと読む)
複層ガラスパネルのグレージングガスケット成形方法及び装置
【課題】高粘度の成形材料の高速塗布及び高精度塗布を可能にするとともに、塗布速度の変化に応じて塗布ガンからの溶融成形材料の吐出量を制御できるようにした複層ガラスパネルのグレージングガスケット成形方法及び装置を提供する。
【解決手段】押出機33からの成形材料を成形材料送給用ポンプ34で成形材料吐出用ポンプ32へ定量送給し、成形材料吐出用ポンプ32により成形材料を塗布ガン31から一定の圧力で吐出させて複層ガラスパネル21の周縁部21aに塗布するとともに成形材料吐出用ポンプ32の回転数を複層ガラスパネル21と塗布ガン31との間の相対移動による移動速度に応じ制御して該塗布ガン31からの成形材料の吐出量を調節する。また、成形材料吐出用ポンプ32への成形材料の送給量と成形材料吐出用ポンプ32の吸入量との差分に相当する成形材料を循環用可撓性ホース39により押出機33へ還流する。
(もっと読む)
板材の塗装方法
【課題】板材の溝の内面を、塗膜の外縁が直線状となるようにきれいに塗装することができ、また、エッジ領域に凸状の円弧面を備えたR溝に対しても良好な塗装を行うことのできる板材の塗装方法を提供する。
【解決手段】板材1の溝の塗装に当たって、まず、第一塗装手段8によって前記溝の両側のエッジ領域に帯状の塗装を施して第一塗膜を形成する第一塗装工程と、次いで第二塗装手段9によって、前記第一塗膜ではさまれた溝内面に塗装を施す第二塗装工程の2段に分けて塗装する構成とする。エッジ領域に帯状の塗装を施す構成としたことで、塗膜外縁を直線状にきれいに塗装でき、溝内面を見栄え良く塗装できる。
(もっと読む)
1 - 20 / 44
[ Back to top ]