
Fターム[4E001CA02]の内容
Fターム[4E001CA02]に分類される特許
81 - 100 / 173
溶接用ソリッドワイヤ
【課題】極低温用鋼と同程度の低温靭性を有し、かつ優れた耐亀裂発生強度を有する溶接継手部を得ることのできる共金系溶接用ソリッドワイヤを提供する。
【解決手段】C:0.15%(質量%の意味。以下、同じ。)以下(0%を含まない)、Si:0.3%以下(0%を含まない)、Ni:8.0〜15.0%、Mn:0.1〜1.0%、O:0.015%以下(0%を含む)、Al:0.1%以下(0%を含まない)、REM:0.005〜0.04%、Ca:0.0005〜0.008%および/またはMg:0.0005〜0.008%を合計で0.0005〜0.0120%含有し、残部が鉄および不可避不純物であることを特徴とする溶接用ソリッドワイヤである。
(もっと読む)
耐脆性き裂伝播性を有する溶接構造体
【課題】溶接継手に脆性き裂が発生した場合であっても、脆性き裂が溶接継手や母材を伝播するのが抑制でき、溶接構造体の破断を防止することが可能な、耐脆性き裂伝播性を有する溶接構造体を提供する。
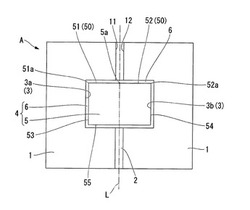
【解決手段】鋼板1同士を突合せ溶接することで鋼板溶接継手2が形成されてなり、該鋼板溶接継手2の少なくとも一部に、鋼板1を貫通するように設けられ、脆性き裂伝播停止特性Kcaが6000N/mm1.5以上の鋼材からなるアレスタ材5と、該アレスタ材5が鋼板1に対して突合せ溶接されることで形成されるアレスタ溶接継手6とからなる耐き裂制御部4が備えられており、アレスタ材5は、鋼板溶接継手2の溶接線L上から延在する外縁部50(51、52)が、鋼板溶接継手2の長手方向に対して60°以上120°以下の範囲の角度で傾斜又は直交するように形成される。
(もっと読む)
耐脆性き裂伝播性に優れた鋼板溶接継手及び溶接構造体

【課題】溶接継手に脆性き裂が発生した場合であっても、脆性き裂が溶接継手や母材を伝播するのが抑制でき、溶接構造体の破断を防止することが可能な、耐脆性き裂伝播性に優れた鋼板溶接継手及び溶接構造体を提供する。
【解決手段】母材の少なくとも一部の脆性き裂伝播停止特性Kcaが4000N/mm1.5以上である鋼板同士を突合せ溶接することで形成されてなり、当該鋼板溶接継手1の少なくとも一部に、該鋼板溶接継手1の溶接線L上から延在するとともに、鋼板溶接継手1の長手方向に対して10°以上60°以下の範囲の角度で傾斜する傾斜ビード31を具備する耐脆性き裂伝播方向制御部3が設けられている。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
低温靭性に優れた高強度溶接金属
【課題】フラックス入りワイヤを用いてガスシールドアーク溶接によって形成される溶接金属の強度を700MPa以上とすると共に、−60℃レベルの低温域での靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成された溶接金属であって、質量%で、 C:0.02〜0.12%、 Si:0.1〜1.0%、 Mn:0.5〜3.0%、 Al:0.002〜0.03%、 Ni:0.5〜3.5%、 Ti:0.005〜0.20%、 O:0.03〜0.08%を夫々含むと共に、 N:0.01%以下に制限し、且つ
前記溶接金属断面を電子顕微鏡で観察したときに、最大径が0.1μm以上、1μm未満の酸化物が観察視野1mm2換算で10×103〜500×103個存在し、
且つ、前記最大径が0.1μm以上、1μm未満の酸化物の内、個数割合で80%以上の酸化物が、Tiを含有する結晶質の酸化物および/またはSiを含有する非晶質の酸化物を内包するものであり、
更に最大径が1μm以上の酸化物が観察視野1mm2換算で150個以下に抑えられたものであって、
前記溶接金属断面の組織において、観察されるベイナイト組織サイズが平均で2.0μm以下である
ことを特徴とする低温靭性に優れた高強度溶接金属である。
(もっと読む)
酸化防止剤を塗布した鋼板のアーク溶接方法
【課題】高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供する。
【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
 (もっと読む)
(もっと読む)
溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法
【課題】実質的に1パスで溶接される大入熱溶接法を用いて厚鋼板の溶接継手を作製するに際し、良好な溶接金属特性を有するとともに、溶接構造物としての安全性の高い、溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する厚鋼板と溶接部とからなり、さらに、次式{Ceq.=C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}で表される炭素当量(Ceq.)が0.40%〜0.70%の範囲であり、かつ、次式{Nbeq.=Nb%+0.5Ta%+0.4V%+0.25Zr%+0.05%Cr+0.25%Mo%+0.12W%}で表されるNb当量(Nbeq.)が0.020〜0.30%の範囲であり、さらに、溶接金属組織における粒界フェライトの割合が面積率で5%以下であり、降伏強度が500MPa以上である構成とする。
(もっと読む)
耐食性と耐延性破壊特性に優れた原油油槽用溶接継手
【課題】原油環境及びバラスト環境での溶接継手全体の耐食性が良好で、さらに、固体の硫黄分を含む腐食生成物の生成を抑制でき、かつ、構造物としての安全性を確保できる、耐食性と耐延性破壊特性に優れた原油油槽用溶接継手を提供する。
【解決手段】鋼板の化学成分組成が各々適正化され、この鋼板同士が溶接されて形成され、当該原油油槽用溶接継手の溶接金属におけるCu、Mo、Wの各含有量が、それぞれ、次式{0.15≦[Cu]W/[Cu]B≦3.00}、次式{0.15≦([Mo]W+[W]W)/([Mo]B+[W]B)≦3.00}、次式{−0.30≦([Cu]W−[Cu]B)≦0.50}で表される関係を満足する。
(もっと読む)
重ね隅肉接合材の設置方法及び構造
【課題】アルミニウム板と鋼板とを重ね隅肉溶接して得られる接合材における接合部たる継手部分の耐食性を、より簡便な手法により効果的に向上せしめ得る重ね隅肉接合材の設置方法及び構造を提供すること。
【解決手段】アルミニウム板12と鋼板14とを重ね隅肉溶接して得られる接合材10を組み付けて、目的とする構造体の少なくとも一部を形成するに際して、接合材10における溶接ビード形成側の面を、前記構造体において腐食因子が接触する側に位置せしめると共に、かかる接合材10における前記アルミニウム板12部位が、接合材10における前記鋼板14側のビード止端部20よりも鉛直方向上方に位置するように、かかる接合材10を配設するようにした。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つアルミニウム材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とアルミニウム材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルスMIG溶接操作を施して、重ね隅肉継手を製造した。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
(もっと読む)
純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法
【課題】高価な金属資源及び不必要な温室効果ガスを使用せず、且つスラグ及びヒュームの発生を抑制し、更には高い静的引張強度と疲労強度を有する溶接継手を得ることができる鋼用の純Ar−MIG溶接用溶接ワイヤと溶接方法を提供する。
【解決手段】外皮133として炭素鋼の帯鋼をパイプ状に溶接したもの又はシームレス鋼管を用い、内部にフラックス131を充填して伸線したフラックス入りワイヤ13において、フラックス131はワイヤ全質量あたり7乃至27質量%を占め、ワイヤ13は、フラックス131中にグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、他に鉄粉をフラックス全質量あたり20質量%以上含有する。
(もっと読む)
フラックス入りワイヤを用いた高強度鋼のTIG溶接方法
【課題】 溶接金属内の成分むら起因の溶接金属の引張強さ、靭性の低下問題を有利に解決できる、フラックス入りワイヤを用いた高強度鋼のTIG溶接方法を提供する。
【解決手段】 鋼製外皮の断面厚さが0.30〜1.0mmであり、ワイヤ全質量に対する質量%で、C:0.04〜0.4%、Si:0.2〜2.0%、Mn:0.3〜2.0%、Al:0.002〜0.05%を含み、Ni:0.1〜12%、Cr:0.01〜4.0%、Mo:0.1〜4.0%、W:0.1〜4.0%、Cu:0.01〜1.5%のうちの1種または2種以上を含有し、残部鉄及び不可避的不純物からなり、炭素当量が0.40〜1.5%を満たすとともに、ワイヤ全体の炭素当量と鋼製外皮の炭素当量との差が0.10%以上を満たすフラックス入りワイヤを用いて、溶接ワイヤ1g当りの溶接入熱量が1.70〜4.0kJ/cm・gの範囲で、TIG溶接することを特徴とする。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積と外面溶接金属断面積との和が(1)式を満足し、更に(2)、(3)式を満足するように溶接条件を設定する。0.28≦(S1+S2)/t2 (1)、S1/t2≦0.27(2)S2/t2≦0.29(3)。但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】母材の板厚が10〜50mmの、UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極による溶接は、電流密度250A/mm2以上、好ましくはワイヤ径3.2mm、溶接電流1000A以上、で行い、第2電極による溶接は、電流密度150A/mm2以上、好ましくは溶接電流600A以上で行い、電極間距離は1つが前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とする。
(もっと読む)
耐横割れ性に優れた高強度UO鋼管のシーム溶接方法
【課題】 引張強度が800MPa以上の高強度UO鋼管を製造する際に、溶接コストの増大や生産性の低下を引き起こすことなく、シーム溶接部の溶接金属における横割れ発生を確実に防止できる高強度UO鋼管のシーム溶接方法を提供する。
【解決手段】 引張強度が800MPa以上の鋼板を管状に成形した後、その鋼板の突合せ部を仮付け溶接した後、内面シーム溶接し引き続いて外面シーム溶接するUO鋼管のシーム溶接方法において、前記外面シーム溶接の直前に前記内面シーム溶接金属表面を加熱温度が50℃以上となるように加熱することで、前記外面シーム溶接時に、前記内面シーム溶接によって形成された内面溶接金属表面での最高到達温度(Tin)がTin≧0.6×[内面溶接金属のAC1変態温度]の関係式を満足する高強度UO鋼管のシーム溶接方法。
(もっと読む)
低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法
【課題】Moの含有量を制限しても、HAZの低温靭性を確保することができ、安価で、低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管であって、この母材鋼板は、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、S:0.0001〜0.0050%、Ti:0.003〜0.030%を含み、Al:0.020%以下、Mo:0.10%未満に制限し、成分の含有量[質量%]から求められる炭素当量Ceqを0.30〜0.53、割れ感受性指数Pcmを0.10〜0.20とし、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと残部ベイナイトからなり、有効結晶粒径が20μm以下であり、溶接熱影響部の有効結晶粒径が150μm以下であることを特徴とする低温靱性に優れた高強度ラインパイプ用溶接鋼管。
(もっと読む)
低温CTOD特性に優れたフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材
本発明は、船舶、建築、橋梁、海洋構造物、鋼管、ラインパイプなどの溶接構造物に使用されるフラックスコアードアーク溶接(Flux Cored Arc Welding;FCAW)を行った際の溶接金属部及びこの溶接金属部を有する鋼部材に関し、TiO酸化物及び固溶Bを用いて粒内の針状フェライト変態を促進させて、高強度物性を有すると同時に低温CTOD特性に優れたフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材を提供することにその目的がある。
本発明は、重量%で、C:0.01−0.2%、Si:0.1−0.5%、Mn:1.0−3.0%、Ni:0.5−3.0%、Ti:0.01−0.1%、B:0.0010−0.01%、Al:0.005−0.05%、N:0.003−0.006%、P:0.03%以下、S:0.03%以下、O:0.03−0.07%、0.7≦Ti/O≦1.3、6≦Ti/N≦12、7≦O/B≦12、1.2≦(Ti+4B)/O≦1.9を満たし、残部Fe及びその他不可避な不純物で組成され、その微細組織が85%以上の針状フェライト及び残部ベイナイト、粒界フェライト及び多角形フェライトのうち1種または2種以上を含むことを特徴とする低温CTOD特性に優れたフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材をその要旨とする。
本発明によると、高強度物性を有すると同時に優れた低温CTOD特性を有するフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材が提供される。
(もっと読む)
高強度鋼板およびそれを用いた車両用強度部材
【課題】高強度鋼板において、高次元での高強度と衝撃エネルギー吸収能を兼ね備え、車両用強度部材に好適なものとする。
【解決手段】合金成分が、
Ceq(C当量)=C+Mn/20+Si/40+4P+2S<0.4
を満たし、かつ、引張り試験で求められた真歪み3〜7%の間における応力歪み線図の傾きdσ/dεが5000MPa以上である高強度鋼板とする。
(もっと読む)
81 - 100 / 173
[ Back to top ]