
Fターム[4E001CA02]の内容
Fターム[4E001CA02]に分類される特許
21 - 40 / 173
溶接継手の製造方法
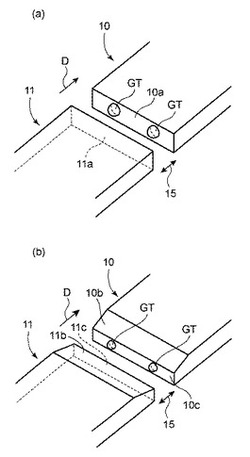
【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、酸化物粒子全質量当たり20質量%以上のTiを含有する酸化物粒子で、円相当直径:0.15〜1.0μmのものが5000個/mm2以上存在すると共に、溶接金属中に化合物として存在する溶接金属全質量当たりのV量が0.002%以上であり、更に、溶接金属中に存在するV含有炭化物の平均円相当直径が15nm以下である。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
ガスシールドアーク溶接方法
【課題】耐食性に優れたガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.3%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:0.05〜0.5%およびN:0.001〜0.02%を含み、残部はFeおよび不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、主体ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは体積%で3〜12%のCO2または1〜3%のO2もしくはその両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦3X+Y≦12 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接止端部の疲労強度を向上させるガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.30%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.0005〜0.01%、Cr:0.05〜0.5%およびN:0.005〜0.02%を含み、残部は鉄および不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、不活性ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは、体積%で3〜12%のCO2または1.5〜5.0%のO2もしくはこれらの両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦2X+Y≦15 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
溶接方法及び溶接継手

【課題】溶接管理を難しくすることなく、高強度かつ高靭性の溶接継手を容易に得ることができる溶接方法及びこれを用いた溶接継手を提供する。
【解決手段】高張力鋼である母材1同士を突き合わせ、溶接材料を用いて溶接する溶接方法であって、前記溶接材料として、前記母材1より溶接金属の引張強さが大きい第1溶接材料Aと、前記第1溶接材料Aより溶接金属の靭性が大きい第2溶接材料Bと、を用い、前記第1溶接材料Aと前記第2溶接材料Bとを交互に溶接することを特徴とする。
(もっと読む)
熱加工制御鋼板の溶接方法
【課題】熱加工制御鋼板を用いたときの、耐脆性破壊特性を確保する溶接施工方法を提供する。
【解決手段】鋼板の成分を用いて計算されるフェライトパーライト組織の硬さよりも、実際の硬さがビッカース硬さで20以上硬くなっている熱加工制御鋼板を溶接するにあたり、本溶接の止端部に、化粧盛溶接を行い、応力集中部を溶接熱影響部から離れたところに位置するようにし、かつ、鋼材と最軟化部の硬さの差を15以下に制限することで、軟化部へのひずみ集中を回避することで、耐脆性破断特性を確保する。
(もっと読む)
溶接方法および被溶接体
【課題】溶接金属に欠陥が発生するのを抑制すること。
【解決手段】鋼材2同士を互いに突き合わせてMAG溶接する溶接工程を有する溶接方法であって、溶接工程の際、(1)式で示される溶接金属の表面張力推定値γが、1.26以上で、かつ(2)式を満たすように鋼材2同士をMAG溶接する溶接方法を提供する。
[数1]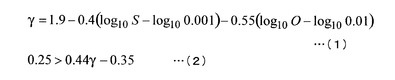
ただし、(1)式中のSは、溶接金属M中の硫黄の含有比率(重量%)を表すとともに、(1)式中のOは、溶接金属M中の酸素の含有比率(重量%)を表し、S>0.001、かつO>0.01とする。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属、必要によって低温靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、残留オーステナイト粒子が2500個/mm2以上存在すると共に、残留オーステナイト粒子の合計体積分率が4.0%以上である。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法
【課題】低温破壊靭性が優れた溶接部(溶接金属)を、優れた溶接作業性で得ることができるサブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ボンドフラックスは、MgO:23乃至43%、Al2O3:11乃至31%、CaF2:6乃至16%、SiO2:7乃至20%、金属炭酸塩:CO2換算で1.0乃至8.0%、CaO及びBaOの1種又は2種:合計で2乃至16%を含有すると共に、金属Si:0.4乃至1.5%、金属Ti及びTi酸化物(total Ti):Ti換算値の合計で1.0乃至7.0%、金属B及びB酸化物の1種又は2種:B換算値の両者の合計で0.01乃至0.20%、アルカリ金属Na、K及びLiの酸化物:各元素への換算値の合計で1.0乃至6.0%を含有しており、(Ti換算値+B換算値)/SiO2:0.05乃至0.55を満足する。
(もっと読む)
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属
【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
高強度鋼管用鋼板及び高強度鋼管
【課題】優れた耐HIC性を有する高強度鋼管用鋼板及び高強度鋼管を提供する。
【解決手段】本発明による高強度鋼管は、質量%で、C:0.020〜0.070%、Si:0.05〜0.50%、Mn:1.10〜1.60%、P:0.008%以下、S:0.0006%以下、Cu:0.05〜0.50%、Cr:0.05〜0.50%、Ni:0.05〜1.00%、Mo0.50%以下、Nb:0.005〜0.080%、V:0.005〜0.080%、Ti:0.005〜0.030%、N:0.0015〜0.0070%、Al:0.005〜0.060%及びCa:0.0005〜0.0060%を含有し、残部はFe及び不純物からなり、式(1)を満たす。
0.6<Cu+Cr+Ni+Mo<1.5 (1)
ここで、式(1)中の各元素記号には、各元素の含有量(質量%)が代入される。
(もっと読む)
溶接継手
【課題】特別な設計および施工を行うことなく溶接部の疲労き裂発生特性を改善できかつ疲労き裂が母材部に進入したときには母材部で疲労き裂進展抵抗特性を発揮する溶接継手を提供する。
【解決手段】質量%で、C:0.01〜0.10%、Si:0.04〜0.60%、Mn:0.50〜2.00%、P:0.025%以下、S:0.020%以下、Al:0.003〜0.060%、Ti:0.001〜0.100%、N:0.0020〜0.0120%、Mo:0.04〜0.50%を含有し、残部はFeと不純物からなる化学組成を有し、硬質部の素地とこの素地中に分散した軟質部からなる複合組織を有し、硬質部と軟質部の硬度差がビッカース硬度で150以上である母材を溶接してなる溶接継手であって、
溶接熱影響部の硬度が、母材、溶接金属の各々の硬度と下記の不等式(1)の関係を満たすと共に、溶接熱影響部における[回転曲げ疲労強度/引張強度]の比が0.45以上であることを特徴とする溶接継手。
{Min(母材硬度、溶接金属硬度)}×1.5≧(HAZ硬度の最大値) ・・・式(1)ただし、Min(母材硬度、溶接金属硬度)とは、母材の硬度および溶接金属の硬度のうちの低い方の値を意味する。HAZ硬度の最大値とは、溶接熱影響部における硬度の最大値を意味する。
(もっと読む)
耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク
【課題】原油タンクに発生する全面腐食や局部腐食を大幅に軽減できる原油タンク用鋼材と、溶接継手および原油タンクを提供する。
【解決手段】mass%で、C:0.03〜0.16%、Si:0.05〜1.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.010%以下、Al:0.005〜0.10%、N:0.008%以下、Ge:0.001〜0.5%、Cu:0.03〜0.4%を含有し、かつ、W:0.01〜1.0%、Mo:0.01〜0.5%、Sn:0.005〜0.2%およびSb:0.005〜0.4%のうちから選ばれる1種または2種以上を含有する鋼材を溶接して原油タンクを製造するに際して、溶接金属部が、1<(溶接金属中のCu含有量/母材中のCu含有量)≦50、および、0.25≦(溶接金属中のCu含有量/溶接金属中のMo,Wの合計含有量)≦3、の関係を満たす溶接継手を形成する。
(もっと読む)
耐疲労特性に優れた厚鋼板およびその製造方法
【課題】溶接部の耐疲労特性に優れた厚鋼板を提供する。
【解決手段】熱間圧延終了後、急冷して、鋼板表裏面から板厚方向に2mmまでの表層領域の平均ビッカース硬さHVsが、板厚の1/4位置から3/4位置までの内層領域の平均ビッカース硬さHVmの1.20以上となる硬化領域を有する厚鋼板とする。これにより、母材はもちろん、溶接継手部の耐疲労特性が顕著に向上する。なお、溶接継手は、止端部を入熱:50kJ/cm以下の溶接により作製することが好ましい。
(もっと読む)
改善された溶接性を有する潜水艦船体用鋼
【課題】溶接を使用して組み立てられる、圧延鋼または鍛造鋼部材によって構成される潜水艦船体の製造用の鋼、その使用、および潜水艦船体を提供する。
【解決手段】鋼の化学成分が重量%で、0.03%≦C<0.08%、0.04%≦Si≦0.48%、0.1%≦Mn≦1.4%、2%≦Ni≦4%、Cr≦0.3%、0.3%≦Mo+W/2+3(V+Nb/2+Ta/4)≦0.89%、Mo≧0.15%、V+Nb/2+Ta/4≦0.004%、Nb≦0.004%、Cu≦0.45%、Al≦0.1%、Ti≦0.04%、N≦0.03%を含み、残りは、鉄および製造作業から結果として生じる不純物、含有量が0.0005%未満の不純物であるホウ素、およびP+S≦0.015%を含み、この化学的成分は、410≦540×C0.25+245[Mo+W/2+3(V+Nb/2+Ta/4)]0.30≦460の条件を満たす。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
すみ肉溶接継手
【課題】高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供する。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
(もっと読む)
21 - 40 / 173
[ Back to top ]