
Fターム[4E001CA02]の内容
Fターム[4E001CA02]に分類される特許
121 - 140 / 173
鋼板の突合せ溶接継手
【課題】中厚板からなる鋼板の端部同士の突合せ溶接継手において、レーザ溶接の有する特徴を活用した高能率な溶接施工を実現すると共に、その溶接継手部の高品質化、高性能化も図ることができる中厚鋼板の突合せ溶接継手を提案する。
【解決手段】板厚が10mm以上30mm以下の鋼板1の端部1a同士の突合せ溶接継手である。開先形状をX開先とし、その板厚中央部の開先ルートフェイス部2を深溶込み溶接により1パスで溶接した後、残りの板厚方向両側の開先部分3,4をそれぞれ1パスで仕上げ溶接した。これにより断面形状が3層の積層構造を有する中厚鋼板の突合せ溶接継手とした。
(もっと読む)
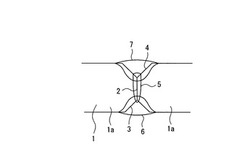
重ね隅肉溶接継手の継手疲労強度を向上するプラズマアークハイブリッド溶接方法

【課題】ガスシールドアーク溶接法を先行極とし、プラズマアーク溶接法を後行極として組み合わせて、自動車足回り部品の製造における重ね隅肉溶接において、足回り部品の継手疲労強度を向上する溶接法を提供する。
【解決手段】ガスシールドアーク溶接法を先行極7とし、プラズマアーク溶接法を後行極8として組み合わせて、プラズマ溶接法およびガスシールドアーク溶接法ともに正極とし、かつガスシールドアーク溶接法の電極7とプラズマ溶接法の電極8との溶接線方向の間隔を25mm以下とし、溶接ビード下板側止端部のフランク角を135°以上,曲率半径を0.45mm以上として上板2の板厚が6mm以下の重ね隅肉溶接を行なう。
(もっと読む)
低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法
【課題】肉厚が25mm以上であっても、優れたHAZの低温靱性を確保することが可能な、低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管で、母材鋼板が、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、Al:0.020%以下、Ti:0.003〜0.030%、Mo:0.10〜1.50%を含有し、炭素当量Ceqが0.30〜0.53、割れ感受性指数Pcmが0.10〜0.20で、(式3)を満足し、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと面積率で80%以上のベイナイトからなり、有効結晶粒径が20μm以下、溶接熱影響部の有効結晶粒径が150μm以下である低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管。10C+100Al+5Mo+5Ni<3.3 ・・・ (式3)
(もっと読む)
疲労強度に優れた溶接継手
【課題】余盛止端部における応力集中係数Ktが1.0よりも大きくても、平滑材と同等の優れた疲労強度を有する溶接継手を提供する。
【解決手段】構造用鋼のアーク溶接継手において、当該継手に形成した余盛の止端部における応力集中係数Ktを 1.0<Kt≦1.5 の範囲とし、かつ溶接金属の平均硬さHWM、余盛止端部の硬さHBおよび熱影響部最低硬さHminについて所定の関係を満足させる。
(もっと読む)
耐脆性破壊発生特性に優れた溶接継手
【課題】降伏強度が460MPaクラス以上で、板厚が50mm超の大入熱溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】質量%で、C:0.04〜0.2%、Mn:0.8〜2.5%、S:0.0005〜0.0025%、Al:0.02%未満、Ti:0.01〜0.05%を含有する鋼材を用いて大入熱溶接した溶接構造体における突合せ溶接継手において、溶接金属中に含まれるO量を20〜250ppmとし、かつ、粒径2.0μm以上の酸化物の量を10個/mm2以下とする。
(もっと読む)
低温靭性に優れた高強度溶接金属
【課題】再熱部と原質部を含む多層構造を有する溶接金属において、溶接金属全体の靭性のバラツキが少なく、低温靭性に優れた高硬度溶接金属を提供する。
【解決手段】再熱部と原質部とを含む多層構造を有しており、質量%で、C:0.02〜0.12%、Si:0.1〜1.00%、Mn:0.5〜3.0%、Al:0.008〜0.05%、Ti:0.005〜0.04%、O:0.04〜0.10%、N:0.0050%以下(0%を含まない)、Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%を含有し、残部:鉄および不可避不純物であり、再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)高強度溶接金属である。
(もっと読む)
高強度鋼材付き鋼材及びその製作方法並びに連結構造
【課題】現場溶接が不可能な高強度鋼材を鋼管その他の母材に用いた場合に、母材同士の現場での接合を可能にする。
【解決手段】係止部2aを有する高強度鋼材2と、係止部2aが高強度鋼材2への引張力の作用方向に係止し得る被係止部3aを有する鋼材3を、係止部2aを被係止部3aに引張力の作用方向に係止させた状態で組み合わせ、高強度鋼材付き鋼材1を構成する。
2本の高強度鋼材付き鋼材1、1の両鋼材1、1を、双方の鋼材3、3を互いに対向させた状態で溶接することにより、高強度鋼材2、2を接合する。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
引張強度800MPaを超える超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
サブマージアーク溶接方法
【課題】靭性に優れた溶接金属を安定して得られるサブマージアーク溶接方法を提供する。
【解決手段】B2O3を0.1〜1質量%含有する溶接用フラックスと、Bを10〜160質量ppm含有する溶接用ワイヤとを用い、溶接用フラックス中のB2O3をBに換算した値を[B]F 、溶接用ワイヤ中のBを[B]W として[B]W /[B]F の値が0.04〜0.40の範囲内でサブマージアーク溶接を行なう。
(もっと読む)
耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法
【課題】拡管された鋼管の、長手方向の降伏強度の耐食塗装時の加熱による上昇を抑制し、耐歪時効性に優れた高強度ラインパイプ用鋼管、素材である鋼板を提供する。
【解決手段】母材の成分組成が、質量%で、Mo:0%超0.15%未満、Mn:1.7〜2.5%を含有し、Mo/Mn:0超0.08以下を満足し、C、Si、P、S、Al、Ti、N、Bを含有し、更に、Ni、Cu、Crの1種又は2種以上を含有し、残部が鉄及び不可避的不純物からなり、P値が2.5〜4.0の範囲内であり、金属組織がベイナイトとマルテンサイトからなることを特徴とする耐歪時効性に優れたラインパイプ用高強度鋼管。P値=2.7C+0.4Si+Mn+0.8Cr+0.45(Ni+Cu)+2Mo。更に、Nb、V、Ca、REM、Mgの1種又は2種以上を含有しても良い。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ
【課題】
板厚0.6乃至10mmの薄板鋼板の溶接において、1.0m/分以上の高速溶接においてもビード形成が安定し、かつ高温割れ感受性が低く、疲労強度、引張強度及び靭性が優れた溶接継手を得ることができるガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】
C:0.02乃至0.15質量%、Si:0.50乃至1.50質量%、Mn:1.00乃至3.00質量%、P:0.025質量%以下、S:0.020乃至0.150質量%、更に、Nb:0.005乃至0.5質量%、V:0.005乃至0.5質量%、Al:0.010乃至0.5質量%、Cr:0.005乃至0.5質量%、Ni:0.005乃至0.5質量%、B:0.0010乃至0.0100質量%のうち1種又は2種を含有し、残部がFe及び不可避的不純物である。
(もっと読む)
高疲労強度隅肉溶接継手及びその形成方法
【課題】溶接継手の疲労強度向上を目指し、ステンレス分野にも転用できる成分系で、かつ、重ね隅肉溶接継手の疲労強度を向上できる重ね隅肉溶接継手を提供する。
【解決手段】強度440MPa以上の高強度鋼板に薄鋼板を重ね合わせ、質量%で、Cr:15〜27%、及び、Ni:7〜22%を含有するステンレス用溶接材料を用いて形成した隅肉溶接継手において、(a)溶接金属の溶け込み深さが、上記高強度鋼板の板厚の2/3以下であり、かつ、(b)下記式(1)で定義する希釈率Zが、0.35〜0.65であることを特徴とする高疲労強度隅肉溶接継手。
希釈率Z=(溶けた被溶接鋼板の断面積/溶接金属の断面積) ……(1)
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】高価な元素を用いず、かつ伸線性と高酸素性、高窒素性、及び低スラグ性に優れたフラックス入りワイヤを用いることにより、低コストで溶接金属のMs点を低下させて疲労強度を向上すると共に、優れた高速溶接性、低スパッタ性、低スラグ性、及びアーク安定性を実現するガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】C:0.16〜1.50%、Si:0.30〜1.50%、Mn:0.50〜5.00%、O:0.020%以上、及びN:0.0020〜0.0400%を含有し、P:0.030%以下、S:0.030%質量以下、Ti:0.15%以下、Al:0.20%以下、F及びCa:各元素あたり0.100%以下、K、Na、及びLi:総量で0.200%以下、Mg:1.00%以下、REM(希少金属元素):0.50%以下、Ni、Cr、Nb、V、Mo及びCu:各元素あたり2.00%未満、B:0.0100質量以下%に規制し、残部はFe及び不可避不純物からなり、かつフラックス率が7〜30%である。
(もっと読む)
タンデムアーク溶接方法
【課題】既に普及しているロボットシステム、及び、既に普及している溶接ワイヤを用いることができ、低コストで、かつ、従来の低速に加え高速でも十分な継手疲労強度が得られるタンデムアーク溶接方法を提供する。
【解決手段】タンデムアーク溶接方法は、シールドガスを用い、2つの電極(L極EL及びT極ET)で1つの溶融池Pを形成して溶接し、Ni及びMnの含有量が、0.50(質量%)≦{Ni(質量%)+Mn(質量%)}≦6.00(質量%)を満足する鉄系ワイヤである第1溶接ワイヤ(溶接ワイヤW1又はW2)と、Ni及びMnの含有量が、11.00(質量%)≦{Ni(質量%)+Mn(質量%)}≦50.00(質量%)を満足するワイヤである第2溶接ワイヤ(溶接ワイヤW2又はW1)とを用いることを特徴とする。
(もっと読む)
高張力鋼のサブマージアーク溶接金属
【課題】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接された溶接金属の強度が良好で安定した靭性が得られ、溶接時の作業性も良好で溶接欠陥のない引張強さが900MPa以上の高張力鋼のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当たり、質量%で、C:0.04〜0.09%、Si:0.20〜0.35%、Mn:1.6〜2.3%、Ni:2.5〜3.0%、Cr:0.55〜1.0%、Mo:0.55〜1.0%を含有し、Cu:0.20%以下、O:0.022%以下、N:0.006%以下で、残部はFeおよび不可避不純物からなることを特徴とする高張力鋼のサブマージアーク溶接金属。
(もっと読む)
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法
【課題】 建築構造物に適用して、溶接金属の引張強さが900MPa以上で安定した靭性が得られ、溶接欠陥のない高品質の溶接部が得られる高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量に対する質量%で、C:0.04〜0.12%、Si:0.25〜0.55%、Mn:1.5〜2.5%、Ni:2.5〜3.5%、Cr:0.7〜1.2%、Mo:0.55〜0.90%、Ti:0.005〜0.10%、Al:0.01超〜0.035%を含有し、P:0.012%以下、S:0.008%以下、N:0.006%以下で、その他はFeおよび不可避不純物であることを特徴とする。また、ワイヤ全質量に対する質量%で、VまたはNbの1種以上の合計:0.005〜0.035%を含有することを特徴とする。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
121 - 140 / 173
[ Back to top ]