
Fターム[4E001EA05]の内容
Fターム[4E001EA05]に分類される特許
121 - 140 / 184
オーステナイト系ステンレス鋼溶接継手及びオーステナイト系ステンレス鋼溶接材料
【課題】クリープ強度が高くかつ経済的で溶接性にも優れたP含有量の高いオーステナイト系ステンレス鋼溶接継手の提供。
【解決手段】質量%で、C:0.05〜0.25%、Si:2%以下、Mn:0.01〜3%、P:0.05〜0.5%、S:0.03%以下、Cr:15〜30%、Ni:6〜55%、sol.Al:0.001〜0.1%及びN:0.03%以下を含有し、残部がFe及び不純物からなり、かつ「(Cr+1.5×Si+2×P)/(Ni+0.31×Mn+22×C+14.2×N+5×P)≧1.388」の式を満足するオーステナイト系ステンレス鋼溶接継手。なお、上記の式中の元素記号は、その元素の質量%での含有量を表す。
(もっと読む)
サブマージアーク溶接方法
【課題】靭性に優れた溶接金属を安定して得られるサブマージアーク溶接方法を提供する。
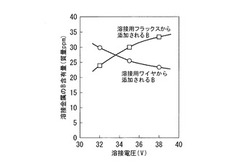
【解決手段】B2O3を0.1〜1質量%含有する溶接用フラックスと、Bを10〜160質量ppm含有する溶接用ワイヤとを用い、溶接用フラックス中のB2O3をBに換算した値を[B]F 、溶接用ワイヤ中のBを[B]W として[B]W /[B]F の値が0.04〜0.40の範囲内でサブマージアーク溶接を行なう。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ

【課題】
板厚0.6乃至10mmの薄板鋼板の溶接において、1.0m/分以上の高速溶接においてもビード形成が安定し、かつ高温割れ感受性が低く、疲労強度、引張強度及び靭性が優れた溶接継手を得ることができるガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】
C:0.02乃至0.15質量%、Si:0.50乃至1.50質量%、Mn:1.00乃至3.00質量%、P:0.025質量%以下、S:0.020乃至0.150質量%、更に、Nb:0.005乃至0.5質量%、V:0.005乃至0.5質量%、Al:0.010乃至0.5質量%、Cr:0.005乃至0.5質量%、Ni:0.005乃至0.5質量%、B:0.0010乃至0.0100質量%のうち1種又は2種を含有し、残部がFe及び不可避的不純物である。
(もっと読む)
薄鋼板の横向重ね継手の高速ガスシールドアーク溶接方法
【課題】 薄鋼板の重ね継手部の横向姿勢におけるガスシールドアーク溶接において、鋼板の隙間が大きい場合でも溶接時に溶け落ちを発生することなく、ビード幅の広い良好な溶接ビードを得る。
【解決手段】 Si含有量が0.1質量%以下で厚さ2.0〜4.5mmの薄鋼板の横向重ね継手部を1.2m/min以上の溶接速度でガスシールドアーク溶接する方法において、C:0.02〜0.10%、Si:0.5〜1.0%、Mn:1.0〜1.6%を含有するソリッドワイヤを用いて、ワイヤ送給速度11m/min以上、パルスピーク電流Ip:440〜520A、パルスベース電流Ib:30〜80Aで、かつパルスピーク電流Ipとパルスピーク時間Tpが下記(1)式を満足するパルスを付加して溶接する。
415≦Ip(A)×Tp(msec) ≦ 780 ・・・・(1)
(もっと読む)
耐候性鋼用ガスシールドアーク溶接ソリッドワイヤおよびこれを用いたガスシールドアーク溶接方法
【課題】室温から−45℃程度までの環境でも高靭性を有するとともに、優れた低スパッタ性を有し、異材継手でも良好な耐候性、耐割れ性および強度を有するガスシールドアーク溶接ソリッドワイヤおよびこれを用いたガスシールドアーク溶接法を提供する。
【解決手段】Arと、CO2またはO2の1種以上との混合ガスを使用する耐候性鋼用ガスシールドアーク溶接ソリッドワイヤにおいて、C、Si、Mn、P、S、Cu、Cr、Al、Ti、Mo、N、Oを所定範囲内で含有し、残部がFeおよび不可避不純物とからなり、Cの含有量およびPの含有量を用いて、C×P×104で計算される係数が22以下であり、必要に応じて、Cuを所定範囲内で含有するCuメッキ層を設けることを特徴とする。
(もっと読む)
高疲労強度隅肉溶接継手及びその形成方法
【課題】溶接継手の疲労強度向上を目指し、ステンレス分野にも転用できる成分系で、かつ、重ね隅肉溶接継手の疲労強度を向上できる重ね隅肉溶接継手を提供する。
【解決手段】強度440MPa以上の高強度鋼板に薄鋼板を重ね合わせ、質量%で、Cr:15〜27%、及び、Ni:7〜22%を含有するステンレス用溶接材料を用いて形成した隅肉溶接継手において、(a)溶接金属の溶け込み深さが、上記高強度鋼板の板厚の2/3以下であり、かつ、(b)下記式(1)で定義する希釈率Zが、0.35〜0.65であることを特徴とする高疲労強度隅肉溶接継手。
希釈率Z=(溶けた被溶接鋼板の断面積/溶接金属の断面積) ……(1)
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】低コストで疲労強度を向上させることができ、高速溶接性、低スパッタ性、低スラグ性、及び高アーク安定性のガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】ワイヤ全質量に対して、C:0.02乃至0.70%、Si:0.30乃至1.50%、Mn:0.50乃至5.00%、Ni:2.0乃至9.5%、Cr:Niとの合計量で4.0乃至18.0%(但し、Crを含まない場合も含む)、O:0.020%以上及びN:0.0020乃至0.0400%を含有し、P:0.030%以下、S:0.030%以下、Ti:0.15%以下、Al:0.20%以下、Nb,V,Mo及びCuからなる群から選択された少なくとも1種:各元素あたり2.00%未満、B:0.0100%以下、REM:0.50%以下、Mg:1.00%以下、F及びCaからなる群から選択された少なくとも1種:各元素あたり0.100%以下、K、Na及びLiからなる群から選択された少なくとも1種:総量で0.200%以下に規制し、残部はFe及び不可避不純物からなり、フラックス率が7乃至30%である
(もっと読む)
靭性および耐SR割れ性に優れた溶接金属
【課題】フェライトバンドの生成を抑制して靭性および引張強度が高められ、且つ、耐SR割れ性も良好なCr−Mo系鋼の溶接金属を提供する。
【解決手段】C:0.02〜0.06%(質量%の意味。以下、同じ)、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:2.0〜3.25%、Mo:0.8〜1.2%、Ti:0.010〜0.05%、B:0.0005%以下(0%を含む)、N:0.002〜0.0120%、O:0.03〜0.07%、残部:Feおよび不可避不純物であり、更に、Nの含有量[N]とTiの含有量[Ti]との比が、2.00<[Ti]/[N]<6.25の範囲を満足する溶接金属である。
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】高価な元素を用いず、かつ伸線性と高酸素性、高窒素性、及び低スラグ性に優れたフラックス入りワイヤを用いることにより、低コストで溶接金属のMs点を低下させて疲労強度を向上すると共に、優れた高速溶接性、低スパッタ性、低スラグ性、及びアーク安定性を実現するガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】C:0.16〜1.50%、Si:0.30〜1.50%、Mn:0.50〜5.00%、O:0.020%以上、及びN:0.0020〜0.0400%を含有し、P:0.030%以下、S:0.030%質量以下、Ti:0.15%以下、Al:0.20%以下、F及びCa:各元素あたり0.100%以下、K、Na、及びLi:総量で0.200%以下、Mg:1.00%以下、REM(希少金属元素):0.50%以下、Ni、Cr、Nb、V、Mo及びCu:各元素あたり2.00%未満、B:0.0100質量以下%に規制し、残部はFe及び不可避不純物からなり、かつフラックス率が7〜30%である。
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
溶接方法
【課題】疲労強度を向上させることができると共に、溶接割れの発生を抑えることができる溶接方法を提供する。
【解決手段】本発明に係る溶接方法は、鉄鋼材料からなる溶接母材の溶接において、Niを8〜12重量%含有しオーステナイトからマルテンサイトに変態を開始する温度が200〜350℃である溶接材料を用い、且つ、溶接入熱を9.6kJ/cm以下、希釈率を43%以下、さらにシールドガスとしてArとCO2との混合ガスを供給することを特徴とする。
(もっと読む)
タンデムアーク溶接方法
【課題】既に普及しているロボットシステム、及び、既に普及している溶接ワイヤを用いることができ、低コストで、かつ、従来の低速に加え高速でも十分な継手疲労強度が得られるタンデムアーク溶接方法を提供する。
【解決手段】タンデムアーク溶接方法は、シールドガスを用い、2つの電極(L極EL及びT極ET)で1つの溶融池Pを形成して溶接し、Ni及びMnの含有量が、0.50(質量%)≦{Ni(質量%)+Mn(質量%)}≦6.00(質量%)を満足する鉄系ワイヤである第1溶接ワイヤ(溶接ワイヤW1又はW2)と、Ni及びMnの含有量が、11.00(質量%)≦{Ni(質量%)+Mn(質量%)}≦50.00(質量%)を満足するワイヤである第2溶接ワイヤ(溶接ワイヤW2又はW1)とを用いることを特徴とする。
(もっと読む)
高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法
【課題】 建築構造物に適用して、溶接金属の引張強さが900MPa以上で安定した靭性が得られ、溶接欠陥のない高品質の溶接部が得られる高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量に対する質量%で、C:0.04〜0.12%、Si:0.25〜0.55%、Mn:1.5〜2.5%、Ni:2.5〜3.5%、Cr:0.7〜1.2%、Mo:0.55〜0.90%、Ti:0.005〜0.10%、Al:0.01超〜0.035%を含有し、P:0.012%以下、S:0.008%以下、N:0.006%以下で、その他はFeおよび不可避不純物であることを特徴とする。また、ワイヤ全質量に対する質量%で、VまたはNbの1種以上の合計:0.005〜0.035%を含有することを特徴とする。
(もっと読む)
亜鉛めっき超高張力鋼板のアーク溶接方法
【課題】 引張強さが1.2GPa以上の亜鉛めっき超高張力鋼板を接合するアーク溶接方法であって、接合強度が高く、且つ、その接合強度のばらつきが少ないアーク溶接方法を提供する。
【解決手段】 亜鉛めっき超高張力鋼板の溶接時の溶け込み深さlが、その亜鉛めっき超高張力鋼板の厚さLの20%以上となるように溶接する。
(もっと読む)
MAG溶接方法及びこれに用いるシールドガス
【課題】亜鉛めっき鋼板を溶接する場合においてもブローホールやピットの発生を確実に防止して好適な溶接金属を形成可能なMAG溶接方法及びこれに用いるシールドガスを提供する。
【解決手段】溶接トーチの先端から送り出される溶接ワイヤと亜鉛めっき鋼板の間にアークを発生させ、シールドガスを供給しながら溶接金属を形成するステンレス鋼ワイヤを用いたMAG溶接方法において、シールドガスが、酸素と二酸化炭素と不活性ガスの混合ガスとされ、酸素の体積をY%、二酸化炭素の体積をX%としたときに、酸素と二酸化炭素の混合割合を、−X+1≦Y≦−0.25X+10、0≦X≦30、且つ0≦Yとなるように調整して、残体積を不活性ガスとする。
(もっと読む)
2電極大脚長水平すみ肉ガスシールドアーク溶接方法
【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
鉄系材料とアルミニウム系材料との接合方法および接合継手
【課題】アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
(もっと読む)
低温用鋼の片面サブマージアーク溶接用フラックスおよび溶接方法並びに溶接金属
【課題】 低温用鋼の片面サブマージアーク溶接において、良好で安定した低温靭性を有する溶接金属が得られ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる低温用鋼の片面サブマージアーク溶接用フラックスおよびそれとを組合せた溶接方法を提供する。
【解決手段】 質量%で、SiO2:10〜30%、TiO2:2〜15%、Al2O3:4〜20%、MgO:10〜35%、MnO:0.1〜3.5%、B2O3:0.1〜0.9%、Fe:8〜30%、CaO:3〜15%、CaF2:4〜16%、Si:0.1〜2.5%、Mo:0.1〜3.0%、Al:0.1〜2.5%、Ti:0.1〜2.5%を含有し、その他は脱酸剤、CO2、アルカリ酸化物および不可避不純物であることを特徴とする低温用鋼の片面サブマージアーク溶接用フラックス。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
スラグ量が少ないメタル系フラックス入りワイヤおよび高疲労強度溶接継手の作製方法
【課題】従来のメタル系フラックス入りワイヤを用いたガスシールドアーク溶接に比べてスラグ発生量が格段に少ないワイヤ及び高疲労強度溶接継手の作製方法を提供する。
【解決手段】板厚が1.0〜5.0mmであり、かつ強度が440〜980MPaである鋼板をガスシールドアーク溶接するためのワイヤであって、ワイヤ全体の質量%で、SiC以外のC:0.001〜0.20%、SiC:0.6〜1.2、SiCおよびSiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、残部が鉄および不可避不純物からなり、かつ前記SiC、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくともフラックスとして鋼製外皮内に含有するワイヤ。
(もっと読む)
121 - 140 / 184
[ Back to top ]