
Fターム[4E001EA05]の内容
Fターム[4E001EA05]に分類される特許
41 - 60 / 184
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
アークブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板あるいはステンレス鋼板に対して低入熱溶接電源を用いたアークブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定化させる。
【解決手段】被接合材が、亜鉛めっき鋼板間、亜鉛めっき鋼板と炭素鋼板間、亜鉛めっき鋼板とステンレス鋼板間、炭素鋼板間では、炭酸ガス6〜22容量%と残部がアルゴン、あるいは炭酸ガス5〜22容量%と残部がヘリウム、またはアルゴンとヘリウムとの混合ガスを用い、また炭素鋼板とステンレス鋼板間では、炭酸ガス5〜22容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガスを用い、ステンレス鋼板間では、炭酸ガス0.5〜5容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガス、あるいは酸素0.5〜2容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガスを用いる。
(もっと読む)
ニッケル帯状物の製造法
スパイラル鋼管の製造方法およびスパイラル鋼管

【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法
【課題】ヒューム発生量、スパッタ発生量、および、スラグ発生量を低減させることができ、かつ平坦なビード形状と適度に小さな溶込み深さを有する硬化肉盛溶接金属を得ることができる硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法を提供する。
【解決手段】
硬化肉盛用MIGアーク溶接ワイヤは、シールドガスとして、純Arガスを用いるワイヤであって、外皮として帯鋼または鋼管を用い、内部にフラックスを充填して伸線したフラックス入りワイヤであり、前記フラックス中に、ワイヤ全質量換算で、C,Si,Mn,P,S,TiO2とZrO2とAl2O3との合計(TiO2+ZrO2+Al2O3)を所定量含有し、かつ前記Siと前記Mnとの合計(Si+Mn)を規定し、さらに、前記ワイヤに対する総フラックス質量比を規定し、溶接後における溶接金属のビッカース硬度が200以上となることを特徴とする。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
溶接ソリッドワイヤおよび溶接金属
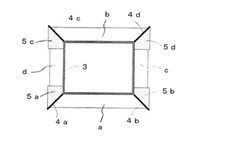
【課題】高効率なMIG溶接法による9%Ni鋼同士の溶接において、溶接継手の良好なビード形状と高い極低温靭性とを両方達成する共金系溶接ソリッドワイヤおよびその溶接金属を提供する。
【解決手段】9%Ni鋼母材の共金系溶接ソリッドワイヤに、一定割合のREMとOとを含有させて、溶接継手1aの極低温靭性を阻害しない範囲での微量だが、溶接金属3中にREMの微細酸化物を形成でき、かつ良好なビード形状に制御し得る程度の酸素を供給するとともに、Al、Tiをともに規制し、更に、MIG溶接法におけるシールドガスを、炭酸ガスを含まないか微量しか含まないアルゴンガスとして、溶接継手1aの良好なビード形状と高い極低温靭性とを両方達成する。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至2.5質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
高硬度オーバーレイの製造のための原料粉末
金属合金オーバーレイを適用する方法であって、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。 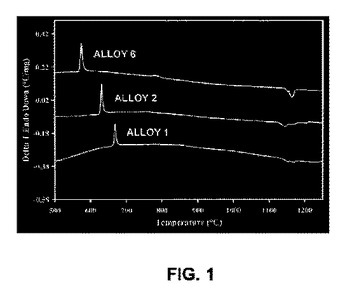 (もっと読む)
(もっと読む)
ガスシールドアーク溶接方法
【課題】大入熱、高パス間温度の溶接施工条件によって溶接能率を向上し、溶接作業性が良好で高品質な溶接部が得られるガスシールドアーク溶接方法を提供する。
【解決手段】フラックス入りワイヤを使用するガスシールドアーク溶接方法において、ワイヤ全質量に対する質量%で、C:0.03〜0.10%、Si:0.4〜1.0%、Mn:1.7〜2.8%、Mo:0.1〜0.3%、Mg:0.35〜0.65%、Ti酸化物のTiO2換算値:4.8〜6.5%、Si酸化物のSiO2換算値:0.3〜0.8%、Zr酸化物のZrO2換算値:0.2〜0.5%、AlのAl2O3換算値およびAl2O3の合計:0.4〜1.2%、Na2O換算値およびK2O換算値の合計:0.06〜0.20%を含有するフラックス入りワイヤを用いて、溶接入熱量20〜40kJ/cm、パス間温度200〜350℃で炭酸ガスシールドアーク溶接する。
(もっと読む)
二輪車およびバギー車用フレーム材
【課題】高強度の7000系Al合金からなるAl部材の複数にて構成される、二輪車やバギー車用フレーム材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】複数のAl部材を与える7000系Al合金の合金組成を、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物であるように規定し、かかるAl部材の複数を溶接により一体化して、二輪車やバギー車用フレーム材を製造するに際して、溶加材として、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成のものを用いた。
(もっと読む)
Al合金溶接継手
【課題】所定のAl材料の溶融溶接によって得られる接合体において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を容易に実現すること。
【解決手段】所定量のCu、Mg、並びにZnを含む合金組成のAl合金母材を、特定量のMg、Cr、Ti、Si、Fe、Cu、Zr、及びZnを含み、残部がAl及び不可避的不純物からなる合金組成の溶加材を用いて、溶融溶接して得られる溶接継手において、溶接金属部の最大厚さ:t1 、その中心硬さ:Hv1 、熱影響部の厚さ:t2 、その最軟化部の硬さ:Hv2 としたときに、次の関係式:
t1 ×Hv1 ≧1.9×t2 ×Hv2
Hv1 ≧70
を満足するように構成した。
(もっと読む)
Al材料の溶接方法
【課題】高強度の7000系Al合金からなるAl材料の複数にて構成される、構造部材や部品等の各種用途の部材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】質量基準にて、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物である合金組成の7000系Al合金からなるAl材料を溶融溶接するに際して、質量基準にて、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成を有するAl合金溶加材を用いた。
(もっと読む)
溶接材料および溶接継手
【課題】高効率に高強度で、低温靭性に優れた溶接継手を得ることができる溶接材料の提供。
【解決手段】極低温の環境での大入熱溶接に用いられる溶接材料であって、質量%で、C:0.01〜0.10%、P:0.05%以下、S:0.008%以下、Cu:0.5〜5.5%、Mo:5.0〜25.0%、Nb:0.005〜1.0%、Al:1.2〜3.0%、W:1.0〜6.0%およびN:0.0015〜0.008%を含有し、残部Niおよび不純物からなり、下記(1)式および(2)式を満足することを特徴とする溶接材料。
108.5+621.9C+85.64Nb+136.7Al≧400・・・・(1)
234.6−671.9C−3.020Nb−35Al≧100・・・・(2)
但し、上記式中の各元素記号は、それぞれの含有量(質量%)を意味する。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
異材継手構造及び異材継手の製造方法
【課題】比較的低コストで、異材継手の溶接部における燐及び硫黄に起因する割れを防止する。
【解決手段】ニッケル基合金製部材2とステンレス鋼製部材3とを接合する異材継手構造1において、ステンレス鋼製部材3の端部に肉盛溶接により設けられ、ステンレス鋼製部材3の材料よりも燐含有量及び硫黄含有量が低いステンレス鋼からなる溶接肉盛部4と、溶接肉盛部4とニッケル基合金製部材2の端部とを繋ぐニッケル基合金からなる溶接部5とを備える。
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法
【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
溶接金属および溶接材料
【課題】短時間の溶接後熱処理で高強度が得られ、かつ、優れた耐溶接割れ性をも具備する溶接金属を提供すること。
【解決手段】C:0.06〜0.18%、Si:0.5%以下、Mn:2.0%以下、Ni:50〜68%、Cr:20〜30%、Al:2.0〜7.0%、Nb:0.55〜1.50%およびN:0.04〜0.15%を含み、残部がFeおよび不純物からなり、かつ、不純物中のO、PおよびSがそれぞれ、O:0.02%以下、P:0.01%以下およびS:0.01%以下である溶接金属。この溶接金属のビッカース硬さは320以上であることが好ましい。
(もっと読む)
41 - 60 / 184
[ Back to top ]