
Fターム[4E001EA05]の内容
Fターム[4E001EA05]に分類される特許
141 - 160 / 184
異材接合方法
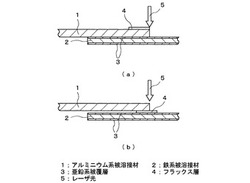
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
パルスアーク溶接方法

【課題】炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成しスパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記低周波パルスに重畳させる。この場合に、溶接電流を平均ピーク電流IPavg;300〜700A、平均ベース電流IBavg:50〜300A、パルスピーク期間Tp:3〜25ms、ベース期間Tb:5〜30ms、高周波パルスのピーク期間の電流振幅IPa:50〜600A、高周波パルスのベース期間の電流振幅IBa:20〜200Aとする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】ガスシールドアーク溶接を行なうにあたって、アークの安定性およびスパッタ発生量の低減はいうまでもなく、優れたビード形状を得ることが可能な、鋼素線からなるガスシールドアーク溶接用鋼ワイヤを用いた溶接方法を提供する。
【解決手段】直流電流をピーク電流とベース電流との2水準に設定したパルスを溶接用電源から出力し、ピーク電流を250〜380Aの範囲内とし、F=〔I−(E/2)〕/Hで算出されるF値を1.0〜2.0の範囲内とし、かつ希土類元素を0.015〜0.100質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて正極性でガスシールドアーク溶接を行なう。
(もっと読む)
溶接金属の靱性に優れた2電極片面1パス大入熱サブマージアーク溶接方法
【課題】 板厚が40mm以上の厚手高張力鋼板を2電極片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で0℃における2mmVノッチシャルピー吸収エネルギーが70J以上の高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が40mm以上の鋼板を2電極サブマージアーク溶接で片面1パス溶接する際に、鋼板、フラックス、溶接ワイヤ、各々の化学組成を適正範囲に限定した上で、第2電極の溶接ワイヤの直径が6〜8mmで、かつ、第2電極の溶接ワイヤの断面積に対する第1電極の溶接ワイヤの断面積の比率が35〜75%である条件で溶接することにより、継手の健全性を損なうことなく、溶接金属の表面側と裏面側とのミクロ組織差を許容できる範囲内とする。
(もっと読む)
ガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法
【課題】 鋼材が200乃至300℃と高温の状態でも、スラグを容易に除去することができるガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量あたり、C:0.12質量%以下、Si:0.6乃至1.5質量%、Mn:0.8乃至1.8質量%、S:0.007乃至0.040質量%及びTi:0.03乃至0.18質量%を含有し、残部がFe及び不可避的不純物からなる組成で、直径が0.9乃至1.6mmのワイヤを使用し、ワイヤ突き出し長さを20乃至25mm、溶接電流を190乃至350A、溶接電圧を22乃至39Vとし、ワイヤをプラス極とした直流逆極性で下向き溶接し、酸化物換算で、スラグ全質量あたり、SiO2:37質量%以上、MnO:46質量%以下、TiO2:12質量%以下を含有し、下記数式で表されるAが0.50以上である組成のスラグを生成する。 (もっと読む)
(もっと読む)
多層溶接方法および多層溶接装置
【課題】Laのような希土類元素を溶加材に添加して溶接割れを防止するようにした溶接方法において、多層溶接を行う場合下地となる材料と溶加材とが混合して各層毎にLa量が変化して、添加量の適正範囲から外れてしまい、延性低下割れや凝固割れなどの溶接割れを引き起し、これを防ぐことが望まれている。
【解決手段】希土類元素Laを添加した溶加材を用いて多層溶接を行う多層溶接方法において、各層を16、17、18溶接施工する際に、各層毎に希土類元素添加量が異なる溶加材11、12を用いることにより各層16、17、18における溶加材の希土類元素添加量が適正範囲内に保つようにする。
(もっと読む)
溶接結合を製作する方法、ならびに溶接結合を補修する方法
本発明は、内面(8および9)、外面(6および7)、およびこれらをつなぐ端面(10および12)をそれぞれ有する第1および第2の構成部品(1および2)の間で溶接結合を製作する方法に関するものであり、前記第1の構成部品(1)は内面側のめっき(14)を支持するフェライトの本体(13)で構成され、その端面(15)はNi基合金からなる緩衝層(16)を備え、前記第2の構成部品(2)はオーステナイト材料で形成されている。この方法は次のステップを有する:a)それぞれの前記端面(10および12)が溶接溝(18)を相互の間に形成するように前記両方の構成部品(1および2)が互いに配置されるステップと、b)前記溶接溝(18)に、前記第2の構成部品(2)の前記端面(12)と前記めっき(14)とを連結するオーステナイト材料からなる基部(25)が溶接されるステップと、c)前記基部(25)に、前記めっき(14)の端面(24)および前記第2の構成部品(2)の前記端面(12)と結合される、少なくとも90%のニッケルを含むニッケル合金からなる中間層(28)が溶着されるステップと、d)次いで、まだ残っている前記溶接溝(18)にニッケル基溶加材を用いて溶接継目(19)が生成されるステップ。 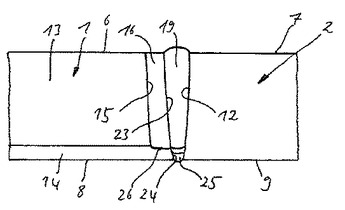 (もっと読む)
(もっと読む)
アルゴン/ヘリウム/水素混合物を用いたTIGブレーズ溶接方法
【課題】消耗溶接ワイヤを用いて、未被覆および/または亜鉛メッキ炭素鋼をTIGブレーズ溶接する方法において、鋼のブレーズ溶接の生産性と品質を改善すること。
【解決手段】TIG溶接トーチ、消耗ワイヤおよびシールドガスを用いて1またはそれ以上の鋼ワークピースをTIGブレーズ溶接するための方法において、シールドガスとして、5体積%未満のヘリウム、1体積%未満の水素、および残部のアルゴンを含有する、ヘリウムと水素とアルゴンから形成される三元ガス混合物を用いる。
(もっと読む)
耐火構造用鋼のサブマージアーク溶接方法
【課題】 本発明は、高温強度だけでなく、靭性や耐高温脆化特性にも優れた溶接金属を得ることを目的とする。
【解決手段】 本発明は、耐火構造用鋼をサブマージアーク溶接する方法において、溶接ワイヤおよびフラックスのいずれか一方または両方に含有し、かつ、フラックス中の酸化物および弗化物として存在するものを除いた各成分の含有量の合計量が、質量%で、C:0.01〜0.15%、Si:0.1〜2%、Mn:0.2〜5%、Mo:0.1〜2%、Nb:0.005〜0.5%、Al:0.002〜7%、Ti:0.01〜5%、Cr:0.01%未満であることを特徴とする。
(もっと読む)
フッ素を含むフラックス芯つき電極
【課題】成形された溶接ビードにおいてガストラッキングが低下し、拡散可能な水素の量が低下した溶接電極の提供。
【解決手段】金属鞘および充填組成物からなるガス遮蔽した電気アーク溶接法においてガストラッキングが低下した溶接ビードを形成する芯つき電極であって、該充填組成物は、15-80重量%の金属酸化物スラグ形成剤、0.5-20重量%の少なくとも1つのフッ素含有化合物、および1-70重量%の金属脱酸素剤および/または金属合金化剤を含み、該金属酸化物スラグ形成剤の該重量%が該フッ素含有化合物のその重量%より大きく、該フッ素含有化合物が該充填組成物の重量%に基づいて少なくとも0.2重量%のフッ素をもたらす芯つき電極。
(もっと読む)
芯つき電極における変性されたフラックスシステム
【課題】水分取り込み性が減少した溶接電極、溶接ビード中の拡散性水素の量を減少させる溶接電極、ガス遮蔽された芯つき電極の使用を含む溶接法、フラックス系の水分取り込み性を低下させるためにフラックス系中にナトリウム−珪素−チタネート化合物を含む溶接電極の提供。
【解決手段】金属さやおよび充填組成物からなる低拡散性水素を有する溶接ビードを形成する水分取り込み性の低い芯つき電極において、該充填組成物が二酸化チタン、スラグ形成剤および水分抵抗性化合物を含み、該水分抵抗性化合物がチタン化合物、カリウム化合物、ナトリウム化合物およびコロイド状シリカを含む芯つき電極。
(もっと読む)
高強度鋼板のサブマージアーク溶接方法
【課題】 引張強度が700MPa〜1200MPaの高強度鋼板をサブマージアーク溶接する際に鋼板と同等の引張強度が700MPa〜1200MPaの高強度の溶接金属が得られ、かつ溶接ビード止端部に発生する亀裂欠陥を防止し、欠陥の無く健全で、強度、疲労強度などの機械的強度に優れた溶接継手を得ることができる高強度鋼板のサブマージアーク溶接方法を提供する。
【解決手段】 引張強度が700〜1200MPaの高強度鋼板を充填フラックスと溶接ワイヤを用いてサブマージアーク溶接する方法において、粒径210μm以下の細粒が5〜60質量%含有する粒度分布を有するフラックスを用い、溶接ビード単位長さ当たりの開先内体積(Vg)に対する溶着金属体積(Vd)の比(Vd/Vg)が1.05〜3.00であり、かつ引張強度が700〜1200MPaである溶接金属を開先内に形成する高強度鋼板のサブマージアーク溶接方法。
(もっと読む)
メタル系フラックス入りワイヤおよび溶接方法
【課題】 メタル系フラックス入りワイヤにおいて、スラグ材成分を規定し、かつグラファイトを所定の値の範囲内で添加することによりスラグ生成量を低減し良好な塗装性を確保できるメタル系フラックス入りワイヤを提供する。
【解決手段】 スラグ材の規制およびグラファイトの規定によりスラグ生成量を低くし、フラックス入りワイヤの塗装性を確保するために、ワイヤ全体の質量%で、グラファイト以外のC:0.001〜0.20%、グラファイト:0.10〜0.7%、SiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、前記グラファイト、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくとも前記フラックスとして含有させる。
(もっと読む)
ティグ溶接用フェライト系ステンレス鋼溶加棒
【課題】本発明は高耐食性構造用フェライト系ステンレス鋼のティグ溶接用フェライト系ステンレス溶加棒および該溶接棒を用いた溶接法を提供する。
【解決手段】質量%で,C:0.009%以下,N:0.01%以下,Si:0.25〜0.40%,Mn:0.10〜0.20%,P:0.020%以下, S:0.002%以下,Cr:18.5〜19.5%, T.Al:0.050〜0.060%,O:0.0070%以下,Mo:1.85〜1.95%,Nb:0.01〜0.30%,Ti:0.20〜0.50%, Ca:0.0005%以下、Ni,Cu,B、Vの1種または2種以上を含有し,Ti/Al<5および(Ti+Nb)/(C+N)>30の条件を満たし,残部がFeおよび不可避不純物からなることを特徴とするティグ溶接用フェライト系ステンレス鋼溶加棒。上記溶接棒を用いて、板厚0.7〜1.2mmの鋼材を重ねすみ肉の片側溶接で完全溶け込みにより安定的に裏波ビードを形成する溶接方法。
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
ガスシールドアークすみ肉溶接用フラックス入りワイヤ
【課題】 黒皮鋼板を2電極高速水平すみ肉溶接する場合においても、良好なスラグ剥離性、ビード形状およびビード外観が得られるなど良好な溶接作業性を持つガスシールドアークすみ肉溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、Ti酸化物をTiO2換算値で2.5〜4.0%、Si酸化物をSiO2換算値で1.2〜2.0%、MgのMgO換算値を含むMgO換算値で0.1〜0.7%、Zr酸化物をZrO2換算値で0.1〜0.4%、Al酸化物のAl2O3換算値で0.3%以下、NaおよびKをNa2O換算値およびK2O換算値の合計で0.05〜0.30%、弗素化合物をF換算値で0.03〜0.20%、を含有し、Fe酸化物のFeO換算値で0.4%以下とし、残部は主に鉄粉、合金剤、脱酸剤および不可避的不純物からなることを特徴とする。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法
【課題】 下向から立向を経て上向までの全姿勢で溶接する必要のあるラインパイプに対して、ラインパイプ本体(母材)の引張強度の規格下限値に対し約20%以上の強度を有し、ビッカース硬さが300以下の溶接金属性能を実現することのできるラインパイプのガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層4が形成されている鋼材1とを、アルミニウム系被覆層4が形成されている面がアルミニウム系材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
141 - 160 / 184
[ Back to top ]