
Fターム[4E001EA05]の内容
Fターム[4E001EA05]に分類される特許
61 - 80 / 184
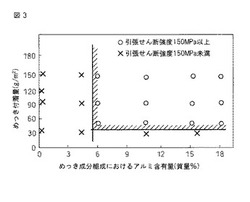
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合継手
【課題】本発明は、亜鉛系合金めっき鋼板同士の溶接接合の際に生じる、前記問題点を解決し、接合強度を確保し、溶接接合部の耐食性の良好な亜鉛系合金めっき鋼板の溶接継手を得るための接合継手を提供することを目的とする。
【解決手段】亜鉛系合金めっき鋼板同士の接合継手において、亜鉛系合金めっき成分中のAl含有量が6質量%以上であり、かつ片面当たりのめっき付着量が50g/m2以上である亜鉛系合金めっき鋼板を、Siを5〜11質量%含有するAl系接合材料を用いて接合する。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
高強度薄鋼板の溶接方法

【課題】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板の溶接方法において、溶込み深さを板厚の20%以上とし、溶接金属のビッカース硬さを270以下とする。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
溶接用ソリッドワイヤ
【課題】極低温用鋼と同程度の低温靭性を有し、かつ優れた耐亀裂発生強度を有する溶接継手部を得ることのできる共金系溶接用ソリッドワイヤを提供する。
【解決手段】C:0.15%(質量%の意味。以下、同じ。)以下(0%を含まない)、Si:0.3%以下(0%を含まない)、Ni:8.0〜15.0%、Mn:0.1〜1.0%、O:0.015%以下(0%を含む)、Al:0.1%以下(0%を含まない)、REM:0.005〜0.04%、Ca:0.0005〜0.008%および/またはMg:0.0005〜0.008%を合計で0.0005〜0.0120%含有し、残部が鉄および不可避不純物であることを特徴とする溶接用ソリッドワイヤである。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
高クロムフェライト系ステンレス鋼材の溶接方法
【課題】板厚が薄い高クロムフェライト系ステンレス鋼材を、裏側ガスシールドなしでティグ溶接した場合であっても、鋭敏化を伴わず、溶着金属部分においても優れた耐食性を得ることができる高クロムフェライト系ステンレス鋼材の溶接方法を提供する。
【解決手段】板厚が1.2mm以下の高クロムフェライト系ステンレス鋼材を、裏側のガスシールドなしでティグ溶接するに当たり、溶加材として、Nb:0.3〜1.0%を含有するニオブ含有オーステナイト系ステンレス鋼ワイヤを使用する。
(もっと読む)
オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法
【課題】原子力発電プラントなどにおける装置類、配管などのオーステナイト系ステンレス鋼の溶接接合部における応力腐食割れなどの発生や進展を防止できる溶接材料およびこの溶接材料を用いた予防保全方法を提供すること。
【解決手段】C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料1である。特に、Bの含有率が3wtppm以下であることが特徴である。
(もっと読む)
タンデム揺動溶接方法
【課題】溶接能率を向上させるとともに、揺動端部での溶接欠陥を抑制し、良好なビード形状で安定した積層溶接が可能なタンデム揺動溶接方法を提供する。
【解決手段】先行電極と後行電極による溶融池が1プールとなるように、電極間の溶接方向の前後極間距離及び開先幅方向の左右極間距離を保持し、先行電極と後行電極を、同じ位相かつ同じ振幅で、開先幅方向に揺動させるとともに、開先幅または前層ビード幅に応じて、揺動幅と左右極間距離を制御して多層盛溶接を行う。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
タンデムアーク溶接方法
【要 約】
【課 題】 2本の溶接用ワイヤを電極として用い、十分な溶込み深さが得られ、平滑な溶接金属が形成され、かつスラグの生成を抑制できるタンデムアーク溶接方法を提供する。
【解決手段】 2本の溶接用ワイヤを電極に用いた消耗電極式のタンデムアーク溶接方法において、先行極のシールドガスとして不活性ガスと40体積%以上のCO2ガスからなる活性ガスまたは炭酸ガスを用い、後行極のシールドガスとしてArガス,HeガスおよびH2ガスの中から選ばれる1種または2種以上を合計99.5体積%以上含有する不活性ガスを用いるとともに、先行極で生じた溶融メタルが凝固する前に後行極でスラグのクリーニングを行なう。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 フラックス入りワイヤのワイヤ全質量%で、鋼製外皮と充填フラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.4%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%、金属炭酸塩のCO2分:0.05〜0.7%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いことを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
溶接添加剤、溶接添加剤の使用並びにコンポーネント
本発明は溶接フィラー並びにそれを使用するステップを提案する。この溶接フィラー並びにそれを使用するステップにより、ニッケル基超合金によって製造されたガスタービンのブレードまたはベーン、並びに他の高温ガスコンポーネントの補修溶接を、手動ないし自動溶接によって、室温で行うことが可能となる。溶接フィラーは同様にγ’硬化型ニッケル基超合金であるが、とりわけ、準備されるコンポーネントの基材材料とは異なる。溶接補修は、基材金属の特性の約50%、或いはそれ以上に相当する低サイクル疲労(Low Cycle Fatigue:LCF)を許容する(溶接は、基材金属のLCFサイクルの50%に耐える)。 (もっと読む)
溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法
【課題】実質的に1パスで溶接される大入熱溶接法を用いて厚鋼板の溶接継手を作製するに際し、良好な溶接金属特性を有するとともに、溶接構造物としての安全性の高い、溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する厚鋼板と溶接部とからなり、さらに、次式{Ceq.=C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}で表される炭素当量(Ceq.)が0.40%〜0.70%の範囲であり、かつ、次式{Nbeq.=Nb%+0.5Ta%+0.4V%+0.25Zr%+0.05%Cr+0.25%Mo%+0.12W%}で表されるNb当量(Nbeq.)が0.020〜0.30%の範囲であり、さらに、溶接金属組織における粒界フェライトの割合が面積率で5%以下であり、降伏強度が500MPa以上である構成とする。
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板の消耗電極式アークブレージングにおいて、特殊な複合ワイヤを用いることなく、ビードのぬれ性を改善するとともに、スパッタの発生を低減しビード幅の揃った平坦なビードを得ることを目的とする。
【解決手段】銅を主成分としケイ素とマンガンを含有する銅合金ワイヤを用い、ワイヤの前進後退動作による短絡溶滴移行を周期的に行い、シールドガスとして酸素ガス1.5〜7体積%を含み残部がアルゴンガスからなる混合ガスを使用する。短絡溶滴移行の1秒間の短絡回数を55〜85回に設定することが好ましく、銅合金ワイヤのワイヤ断面が中実で断面同質のソリッドワイヤを用いることが好ましい。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】製造コストの高騰、製造時間の長期化を生じることなく、適正強度、靭性を有するタービンロータ及びタービンロータの製造方法を提供する。
【解決手段】高Cr鋼からなる高温用ロータ材と、低Cr鋼からなる低温用ロータ材とを溶接して構成されたタービンロータにおいて、前記高温用ロータ材が、窒素含有量が質量%で0.02%以上である高Cr鋼で形成され、前記高温用ロータ材と低温用ロータ材を溶接する溶加材が、窒素含有量が質量%で0.025%以下である9%Cr系溶加材である。
(もっと読む)
鋼鋳片の表層改質方法
【課題】銅を含有する鋼鋳片の表層を確実に改質し、熱間加工時のわれの発生を防止できる鋼鋳片の表層改質方法を提供する。
【解決手段】ワイヤー7のオシレーション幅を±Lo、オシレーション速度をFo、プラズマトーチ3の間隔をPL、鋼鋳片1の溶融処理速度をV、鋼鋳片1の表層部分が溶融して形成された溶融プール8の長さをLpとするとき、これらが4Lo/Fo<Lp/V,Lo≧0.9PL/2の関係を満たすように、ワイヤー7のオシレーション中心位置をプラズマトーチ3間の中心に合わせてオシレーションすることで溶融プール8を攪拌しながらワイヤー7を連続して溶融プール8に供給することを特徴とする。
(もっと読む)
61 - 80 / 184
[ Back to top ]