
Fターム[4E001EA05]の内容
Fターム[4E001EA05]に分類される特許
101 - 120 / 184
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接継手および溶接方法

【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
継ぎ目の溶接された36Ni−Fe構造体とその使用法
本発明は、36%Ni−Fe合金スチールから作られた溶接された構造体、及び極低温を必要とする物質と関連した貯蔵タンク、パイプライン、及び他の装置に使用するための該溶接されたスチール構造体の製造法に関する。該溶接されたスチールは、溶接部及びベーススチールの両方において類似の熱膨張係数を有する。 (もっと読む)
アークスポット溶接方法
【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
ガスタービン翼およびその製造方法
【課題】溶接部を含みガスタービン翼において、溶接金属の粒界直線化を抑制して、疲労特性と耐クラック性の優れたガスタービン翼が得られるようにする。
【解決手段】γ’相析出強化型Ni基超合金基材の一部を溶接金属にて構成したガスタービン翼において、溶接金属を4.8〜5.3wt.%のTa,18〜23wt.%のCr,12〜17wt.%のCo,14〜18wt.%のW,0.03〜0.1wt.%のC,1〜2wt.%のMo,1wt.%以下のAlを含み、酸素量が0〜30ppm,Ti量が0〜0.1wt.%,Re量が0〜0.5wt.%であるNi基合金とする。翼基材をストリップ化工程、γ’相を再固溶させる溶体化処理工程、前記溶接金属を得ることができる溶接ワイヤにてTIG法により不活性ガスチャンバ内で溶接する工程、1100〜1150℃のHIP処理工程、835〜855℃の時効処理工程にて製造する。
(もっと読む)
異材接合方法
【課題】スクラムリベット法でのアーク溶接方法による異材接合方法を改善して、高い接合強度を安定的に確保でき、優れた継手強度を有するとともに、溶接継手部に割れのない健全な異材接合継手を得ることができる接合方法を提供することを目的とする。
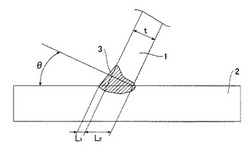
【解決手段】特定径の貫通穴4a、4bを溶接線に沿って予め設けた鋼材2とアルミニウム材3とを互いに重ね合わせ、溶接トーチ11を後退角θを設けて溶接線に沿って走らせながら、アルミニウム溶接ワイヤ10によって、鋼材2側に設けた貫通穴4a、4bに、アルミニウム溶接材料7を溶融充填させつつ、ビード5を形成するアーク溶接によって接合するに際し、溶接を開始する側にある所定の個数の貫通穴4aの径d1を、これ以外の貫通穴4bの径d2よりも大きくして、異材接合体1の高い接合強度を安定的に確保する。
(もっと読む)
1電極エレクトロガスアーク溶接方法
【課題】板厚が50mmを超え70mmまでの被溶接鋼板であっても、融合不良が発生することなく、健全な溶接継手が得られると共に、アーク安定性が優れており、高電流条件にする必要がなく、立向1パスの溶接が可能である1電極エレクトロガスアーク溶接方法を提供する。
【解決手段】開先が垂直に延び、表面側が裏面側より幅広となる開先形状を有し、被溶接板の表面側に摺動銅板を当て、裏面側に固定された裏当材を当てる。1本の溶接ワイヤを被溶接板の板厚方向にオシレートさせる。オシレート速度が10乃至55mm/秒、表面側での停止時間が1.5乃至2.5秒、裏面側での停止時間が0.5乃至1.5秒、オシレート幅は(板厚(両被溶接板に板厚差がある場合は厚い方の板厚)−25mm)以上(板厚−10mm)以下、電極の折り返し位置は、被溶接板の表面及び裏面から5乃至15mmの位置である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼板の溶接方法
【課題】 耐食性が良好で、ブローホールやピットの発生が極めて少なく、溶接作業性が良好なステンレス鋼溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼の溶接方法を提供する。
【解決手段】 金属外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、金属外皮およびフラックス中にワイヤ全質量に対して質量%で、C:0.01〜0.05%、Si:0.10〜0.45%、Mn:0.2〜1.0%、Cr:13〜20%、Nb:0.5〜1.0%、Cu:0.01〜0.3%、Al:0.2〜0.8%、Ti:0.1〜0.8%を含有し、残部はFeおよび不可避的不純物からなることを特徴とする。また、前記ガスシールドアーク溶接用フラックス入りワイヤを用いて亜鉛めっき鋼板または亜鉛めっき棒鋼とステンレス鋼板の重ね継手、T継手またはフレア継手溶接を行うことも特徴とする。
(もっと読む)
耐高温割れ特性に優れた高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法
【課題】 強度及び靭性並びに耐高温割れ特性に優れた隅肉溶接用高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法を提供する。
【解決手段】 鋼製外皮内に充填フラックスを充填してなる隅肉溶接用フラックス入りワイヤにおいて、ワイヤ全体で、金属または合金として、ワイヤ全質量に対する質量%で、C:0.01〜0.15%、Si:0.05〜0.8%、Ni:5.0〜12.0%、Mn:1.0〜3.5%を含有し、かつCaを、Ca含有量[Ca%]とMn含有量[Mn%]との関係が、[Mn%]+1.4×[Ca%]:1.5〜3.7%となるように含有すると共に、P:0.02%以下、S:0.01%以下に制限し、さらに、前記充填フラックスに、ワイヤ全質量に対する質量%で、SiO2、Al2O3、Na2O、および、K2Oのうちの1種又は2種以上を、これらの合計量が0.05〜1.0%となるように含有する。
(もっと読む)
重ね隅肉溶接継手の継手疲労強度を向上するプラズマアークハイブリッド溶接方法
【課題】ガスシールドアーク溶接法を先行極とし、プラズマアーク溶接法を後行極として組み合わせて、自動車足回り部品の製造における重ね隅肉溶接において、足回り部品の継手疲労強度を向上する溶接法を提供する。
【解決手段】ガスシールドアーク溶接法を先行極7とし、プラズマアーク溶接法を後行極8として組み合わせて、プラズマ溶接法およびガスシールドアーク溶接法ともに正極とし、かつガスシールドアーク溶接法の電極7とプラズマ溶接法の電極8との溶接線方向の間隔を25mm以下とし、溶接ビード下板側止端部のフランク角を135°以上,曲率半径を0.45mm以上として上板2の板厚が6mm以下の重ね隅肉溶接を行なう。
(もっと読む)
ワイヤ、フラックス及び高ニッケル含量を有している鋼を溶接するためのプロセス
【課題】ニッケル鋼(特に9%Ni鋼)の高生産性溶接プロセスを提供する。
【解決手段】ニッケル鋼を溶接するための有芯ワイヤであって、鋼シースと充填元素とを具備し、ワイヤの重量に対して2乃至15%の弗素と8乃至13%のニッケルと鉄とを含有した有芯ワイヤ;重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックス;及びこのワイヤとこのフラックスとを用いて6%超のニッケル、好ましくは約9%のニッケルを含有した鋼ワークピースを接合する溶接プロセス、特にはサブマージドアーク溶接プロセス。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接速度によらず、高速溶接においても、スパッタの発生を抑制することができると共に、止端部形状の揃いが良好で、幅広かつ平坦なビード形状が得られ、また、耐割れ性、耐ブローホール性等にも優れるガスシールドアーク溶接方法を提供する。
【解決手段】ソリッドワイヤを用いてパルス溶接を行うガスシールドアーク溶接方法において、ソリッドワイヤが、S、Si、Mn、C、Pを所定量含有し、残部がFeおよび不可避的不純物からなり、パルス溶接のパルスPにおけるパルスピーク電流(Ip)が350A以上、パルスピーク期間(Tp)が0.5〜2.0msecであり、さらに、シールドガスとして、Ar:75〜98体積%で残部がCO2またはO2の1種以上である混合ガスを使用することを特徴とする。
(もっと読む)
耐食性に優れたフェライト系ステンレス鋼溶接金属および溶接ワイヤ
【課題】フェライト系ステンレス鋼用の溶接ワイヤに関し、特に耐食性に優れた溶接金属が得られるフェライト系ステンレス鋼用の溶接ワイヤを提供する。
【解決手段】質量%で、C:0.003〜0.04%、Si:0.05〜1.0%、Mn:0.05〜1.0%、Cr;13.0〜20.0%,N:0.003〜0.04%を含有し、P:0.04%以下、S:0.005%以下、O:0.010%以下に制限し、さらに、Nb:0.1〜0.8%、Ti:0.01〜0.5%の1種以上を含有し、また、Cu:0.3〜1.0%、Mo:0.2〜3.0%を選択的に含有し、残部がFeおよび不可避的不純物からなり、かつ、(C+N)が0.030%以下(好ましくは0.025%以下)、(Nb+Ti)/(C+N)が12以上(好ましくは15以上)となることを特徴とする耐食性に優れたフェライト系ステンレス鋼溶接用ソリッドワイヤとこれから得られた溶接金属。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接に照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置する複合溶接方法複合溶接装置に関する。
【解決手段】 被溶接物6に供給するワイヤ7にレーザビーム5が直接に照射するよう前記レーザビーム5の光軸aa’と前記ワイヤ7の中心軸bb’とを配置し、前記レーザビーム5で前記ワイヤ7を直接溶融することによってワイヤ溶融に必要なアーク電流を減少させ、アークによる溶融池の大きさを減少させる。
(もっと読む)
耐脆性破壊発生特性に優れた溶接継手
【課題】降伏強度が460MPaクラス以上で、板厚が50mm超の大入熱溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】質量%で、C:0.04〜0.2%、Mn:0.8〜2.5%、S:0.0005〜0.0025%、Al:0.02%未満、Ti:0.01〜0.05%を含有する鋼材を用いて大入熱溶接した溶接構造体における突合せ溶接継手において、溶接金属中に含まれるO量を20〜250ppmとし、かつ、粒径2.0μm以上の酸化物の量を10個/mm2以下とする。
(もっと読む)
エレクトロガスアーク溶接用フラックス入りワイヤ及び2電極エレクトロガスアーク溶接方法
【課題】入熱が500kJ/cmを超えても溶接金属の強度及び靭性が高く、溶接作業性に優れる2電極エレクトロガスアーク溶接用フラックス入りワイヤ及び方法を提供する。
【解決手段】1対の被溶接板1を突合わせて表面側が裏面側より幅広の開先を形成し、溶接ワイヤ11を開先奥行き方向に対して固定的に、溶接ワイヤ13を往復移動可能に設置する。両溶接ワイヤの各組成における含有量の平均値は、C:0.02〜0.09%、Mn:1.5〜2.5%、Si:0.2〜0.6%、Ni:0.6〜1.9%、Mo:0.3〜1.2%、Ti:0.10〜0.40%、B:0.005〜0.020%、Mg:0.10〜0.50%であり、Ni+Moの総量が1.2〜2.6%、MoとNiとの質量比Mo/Niが0.25〜1.00、残部がFe及び不可避的不純物とスラグ生成剤である。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
放射性物質収納容器
【課題】銅と炭素鋼,合金鋼との溶接性に優れ、炭素鋼,合金鋼への溶接熱による損傷を軽減し、溶接時の変形を極力抑えたMIG溶接またはMIGブレイジング法を提供することにある。
【解決手段】放射性物質を収納する収納容器本体と前記収納容器本体を同軸状に取り囲む外筒と前記収納容器本体及び外筒間に伝熱フィンが接続され、前記収納容器本体,外筒及び伝熱フィンにより区画された各空間に充填された中性子吸収材からなる放射性物質収納容器の製造に際し、前記収納容器本体及び外筒間にMIG溶接される一部波型構造を有する銅製伝熱フィンの先端部には、前記収納容器本体の外周面及び外筒の内周面とに添って平行部が形成され、その平行部長さは銅製伝熱フィンの板厚以上であり、銅製伝熱フィン平行先端部と銅合金ワイヤ間にアークを発生させ、MIG溶接またはMIGブレイジングによって収納容器本体及び外筒材と銅伝熱フィンが溶接される。
(もっと読む)
溶接継手の製作方法
【課題】構造物における溶接部の製作において、溶込み不良等の溶接欠陥を抑えるとともに、溶接部が耐応力腐食割れ性等の材料特性にも優れる高信頼性溶接継手の製作方法を提供することを課題とする。
【解決手段】金属部材を溶接して溶接継手を製作する溶接継手の制作方法であって、金属部材を溶接する際に用いる溶接ワイヤが材料成分を%でイオウ(S)量が0.004〜0.010%且つディロング線図によるフェライト量が10〜15%に調節されている。本発明によれば、配管等をはじめとする溶接構造物の溶接継手製作において、溶込み不良等の溶接欠陥を抑え、耐応力腐食割れ性にも優れる初層用TIG溶接ワイヤを用いた高信頼性溶接継手の製作方法を提供することができる。
(もっと読む)
101 - 120 / 184
[ Back to top ]