
Fターム[4E001EA05]の内容
Fターム[4E001EA05]に分類される特許
81 - 100 / 184
溶接継手構造、この溶接継手構造を備えた構造物及び鋼床版

【課題】繰り返し荷重に対して高い耐久性を有する溶接継手構造、構造物、及び鋼床版を提供することを目的とすること。
【解決手段】鋼材10と、一方側の面に開先部22が形成され前記鋼材10の加工面11に前記開先部22を含む端部23を接して配置される補鋼材21とを備え、前記鋼材10と前記補鋼材21とが前記開先部22に溶接金属Mを充填した接続部により接続した溶接継手構造Wであって、前記溶接金属Mによる脆化部は、前記接続部の亀裂進展部位Fの領域外に形成されることを特徴とする。
(もっと読む)
サブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法。

【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜5.0%、MnO:0.5〜5.0%、CaO:5〜20%、CaF2:25〜50%を含有する溶融型フラックスと、ワイヤ全質量%で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いフラックス入りワイヤとの両者を組合せてサブマージアーク溶接をする。
(もっと読む)
耐食性と耐延性破壊特性に優れた原油油槽用溶接継手
【課題】原油環境及びバラスト環境での溶接継手全体の耐食性が良好で、さらに、固体の硫黄分を含む腐食生成物の生成を抑制でき、かつ、構造物としての安全性を確保できる、耐食性と耐延性破壊特性に優れた原油油槽用溶接継手を提供する。
【解決手段】鋼板の化学成分組成が各々適正化され、この鋼板同士が溶接されて形成され、当該原油油槽用溶接継手の溶接金属におけるCu、Mo、Wの各含有量が、それぞれ、次式{0.15≦[Cu]W/[Cu]B≦3.00}、次式{0.15≦([Mo]W+[W]W)/([Mo]B+[W]B)≦3.00}、次式{−0.30≦([Cu]W−[Cu]B)≦0.50}で表される関係を満足する。
(もっと読む)
サブマージアーク溶接による、金属基体の表面被覆方法
【課題】均一被覆が得られるサブマージアーク溶接法の提供。
【解決手段】単数または複数の消耗電極ワイヤーすなわち電極コードを用い、サブマージアーク溶接法によって金属基体の表面を被覆する方法である。合金元素として12〜35重量%のCrを含む、予め合金化された、水によるアトマイズ金属粉末を、前記消耗電極ワイヤーすなわち電極コードの外側に磁気的に付着させて溶融浴に供給することを含み、前記金属基体がロールであることを特徴とする。
(もっと読む)
薄鋼板の高速ガスシールドアーク溶接方法
【課題】薄鋼板の高速ガスシールドアーク溶接方法において、特に重ね継手部やT継手部を高速度で溶接する場合、ワイヤ狙い位置が変動しても溶接時に溶け落ちを発生することなく安定的な溶け込み量を確保しビード幅の広い良好な溶接ビードが得られる方法を提供する。
【解決手段】C:0.2〜0.7%、Si:0.05〜0.2%、Mn:0.2〜0.5%を含有するソリッドワイヤを用いて、パルスピーク電流Ip:380〜600A、パルスベース電流Ib:30〜80Aで、かつ前記パルスピーク電流Ip[A]とパルスピーク時間Tp[ms]が下記(1)式を満足するパルスを印加しつつ溶接する。120≦Ip×Tp≦380(1)
(もっと読む)
純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法
【課題】高価な金属資源及び不必要な温室効果ガスを使用せず、且つスラグ及びヒュームの発生を抑制し、更には高い静的引張強度と疲労強度を有する溶接継手を得ることができる鋼用の純Ar−MIG溶接用溶接ワイヤと溶接方法を提供する。
【解決手段】外皮133として炭素鋼の帯鋼をパイプ状に溶接したもの又はシームレス鋼管を用い、内部にフラックス131を充填して伸線したフラックス入りワイヤ13において、フラックス131はワイヤ全質量あたり7乃至27質量%を占め、ワイヤ13は、フラックス131中にグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、他に鉄粉をフラックス全質量あたり20質量%以上含有する。
(もっと読む)
フラックス入りワイヤを用いた高強度鋼のTIG溶接方法
【課題】 溶接金属内の成分むら起因の溶接金属の引張強さ、靭性の低下問題を有利に解決できる、フラックス入りワイヤを用いた高強度鋼のTIG溶接方法を提供する。
【解決手段】 鋼製外皮の断面厚さが0.30〜1.0mmであり、ワイヤ全質量に対する質量%で、C:0.04〜0.4%、Si:0.2〜2.0%、Mn:0.3〜2.0%、Al:0.002〜0.05%を含み、Ni:0.1〜12%、Cr:0.01〜4.0%、Mo:0.1〜4.0%、W:0.1〜4.0%、Cu:0.01〜1.5%のうちの1種または2種以上を含有し、残部鉄及び不可避的不純物からなり、炭素当量が0.40〜1.5%を満たすとともに、ワイヤ全体の炭素当量と鋼製外皮の炭素当量との差が0.10%以上を満たすフラックス入りワイヤを用いて、溶接ワイヤ1g当りの溶接入熱量が1.70〜4.0kJ/cm・gの範囲で、TIG溶接することを特徴とする。
(もっと読む)
Ni基溶接材料を用いた溶接方法
【課題】耐延性低下割れ性能が良好なERNi−Cr−Fe−7Aからなる溶接材料を用いた場合に、溶接部における割れの発生を回避することができるNi基溶接材料を用いた溶接方法を提供する。
【解決手段】Ni基溶接材料を用いた溶接方法が提供される。この溶接方法において、まず鋼材1に対してERNiCr−3からなる溶接材料を用いて溶接を施して鋼材1上に溶接ルート部初層3が形成される。この溶接ルート部初層3上にCr含有量が30%のERNi−Cr−Fe−7AからなるNi基溶接材料により溶接が施されて、溶接部2が形成される。
(もっと読む)
鋼板の高速ガスシールドアーク溶接方法
【課題】高強度鋼板の高速ガスシールドアーク溶接において、アークの安定性確保、低スパッタ化、溶け落ち発生抑制等、良好な溶接作業性を確保しつつ鋼板間の隙間を良好な状態で架橋させて、信頼性の高い継手を作製することが可能なアーク溶接方法を提供する。
【解決手段】板厚0.6〜3.2mmの鋼板を溶接速度0.8〜1.8m/分でアーク溶接する際に、シールドガスとしてアルゴンに10〜30%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、1パルス当たりの平均ピーク電流Ipと平均時間幅Tp、平均ベース電流Ibが所定の条件を満足する矩形波パルスが印加された期間と、平均ベース電流Ibのみが印加された期間とが、デューティー比65〜85%、周波数20〜40Hzで周期的に印加された電流波形を用いてアーク溶接することを特徴とする鋼板の高速ガスシールドアーク溶接方法を採用する。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 1.6〜6mm厚の鋼板の隅肉アーク溶接を、ソリッドワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板を、C=0.001〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%を含有し、残部鉄及び不可避不純物からなる、TS280〜600MPa級の鋼板とし、前記ソリッドワイヤを、C=0.03〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%、Cu≦0.5%を含有し、残部鉄及び不可避不純物からなるソリッドワイヤとし、更に、前記鋼板とアーク溶接用ソリッドワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
亜鉛系合金めっき鋼材の溶接方法
【課題】亜鉛系合金めっき鋼材を溶接接合する際に、溶接部およびその近傍において割れが発生することなく、素材亜鉛系めっき鋼材の耐食性を維持できる溶接方法を提供する
【解決手段】少なくとも一方が亜鉛系合金めっき鋼材である鋼材同士を溶接接合する際、溶接ワイヤとしてフェライト系ステンレス鋼組成のものをもちいる。
亜鉛系合金めっき鋼材の母材の熱膨張率と溶接金属の熱膨張率が近似するため、溶接接合後に、溶接部あるいはその近傍での割れ発生を抑制することができる。また、溶接金属がフェライト系ステンレス鋼組成を有しているために耐食性にも優れた溶接構造物が得られる。
(もっと読む)
2電極すみ肉ガスシールドアーク溶接方法
【課題】プライマ塗装鋼板を溶接速度が1m/min以上の2電極高速水平すみ肉ガスシールドアーク溶接方法の提供。
【解決手段】先行電極と後行電極の電極間距離を10〜40mmとし、後行電極のトーチ角度が下板に対して0〜60°で溶接進行方向に対して1〜25°の前進角にして、ワイヤ全質量に対する質量%でフラックスに、Ti酸化物:TiO2換算値で1.5〜2.8%、Si酸化物:SiO2換算値で0.4〜1.2%、Zr酸化物:ZrO2換算値で0.1〜0.5%、Si:0.6〜1.2%、Mn:2.0〜3.0%、Al:0.3〜1.0%、但し、Ti酸化物のTiO2換算値/Al≧2.0、弗素化合物:F換算値で0.01〜0.07%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.025%を含有するフラックス入りワイヤを先行電極および後行電極に用いて溶接する。
(もっと読む)
金属製容器製造方法および溶接装置
【課題】銅製の母材を予熱する手段と溶接する手段とを近距離に配置して溶接装置を小型化して、予熱効果の高い安定した溶接を行う。
【解決手段】MIGワイヤ7と、MIGワイヤ7を取り囲むように配置されるMIG電極5と、MIG電極5を取り囲むように配置されるプラズマ電極11と、を有する溶接装置を用いる。キャスクの内筒1および外筒3に伝熱フィン2を溶接する。溶接方法は、MIG溶接工程およびプラズマ溶接工程を有する。MIG溶接工程は、MIGワイヤ7からMIGアーク8を発生させる。プラズマ溶接工程はMIG溶接工程と並行して、プラズマ電極11によりMIGアーク8を取り囲むように同軸上にプラズマアーク16を発生させる。
(もっと読む)
亜鉛めっき鋼板溶接用ステンレス鋼フラックス入り溶接ワイヤおよびこれを用いた亜鉛めっき鋼板のアーク溶接方法
【課題】亜鉛脆化割れが発生せず、耐食性、延性に優れる溶接部が得られ、溶接作業性が良好な、亜鉛めっき鋼板溶接用ステンレス鋼フラックス入り溶接ワイヤ及びこれを用いた溶接方法を提供する。
【解決手段】ステンレス鋼外皮及びフラックス中に、金属又は合金として、ワイヤ全質量に対し、C:0.01〜0.05%、Si:0.1〜1.5%、Mn:0.5〜3%、Ni:7〜10%、Cr:26〜30%を含有し、F値が30〜50を満足し、前記フラックス中に、スラグ形成剤として、TiO2:3.8〜6.8%、SiO2:1.8〜3.2%、ZrO2:1.3%以下、Al2O3:0.5%以下を含有し、その他のスラグ形成剤との合計量が7.5〜10.5%であり、前記TiO2は、スラグ形成剤合計量に対し50〜65%を満足し、残部Fe及び不可避的不純物である。
(もっと読む)
低温CTOD特性に優れたフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材
本発明は、船舶、建築、橋梁、海洋構造物、鋼管、ラインパイプなどの溶接構造物に使用されるフラックスコアードアーク溶接(Flux Cored Arc Welding;FCAW)を行った際の溶接金属部及びこの溶接金属部を有する鋼部材に関し、TiO酸化物及び固溶Bを用いて粒内の針状フェライト変態を促進させて、高強度物性を有すると同時に低温CTOD特性に優れたフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材を提供することにその目的がある。
本発明は、重量%で、C:0.01−0.2%、Si:0.1−0.5%、Mn:1.0−3.0%、Ni:0.5−3.0%、Ti:0.01−0.1%、B:0.0010−0.01%、Al:0.005−0.05%、N:0.003−0.006%、P:0.03%以下、S:0.03%以下、O:0.03−0.07%、0.7≦Ti/O≦1.3、6≦Ti/N≦12、7≦O/B≦12、1.2≦(Ti+4B)/O≦1.9を満たし、残部Fe及びその他不可避な不純物で組成され、その微細組織が85%以上の針状フェライト及び残部ベイナイト、粒界フェライト及び多角形フェライトのうち1種または2種以上を含むことを特徴とする低温CTOD特性に優れたフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材をその要旨とする。
本発明によると、高強度物性を有すると同時に優れた低温CTOD特性を有するフラックスコアードアーク溶接金属部及びこの溶接金属部を有する鋼部材が提供される。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法
【課題】 高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 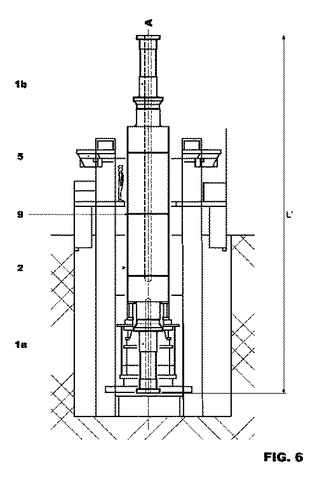 (もっと読む)
(もっと読む)
溶接部の品質を制御する方法
【課題】溶接部の品質を制御し、改善するための方法を提供する。
【解決手段】熱源の周囲にシールドガスカーテン7を生成する工程と、前記シールドガスカーテン7から放射状に外側に位置し、放射状に外側向きの速度成分を有するシュラウドガスカーテン16を生成する工程とを含む。前記シールドガスカーテンと前記シュラウドガスカーテンを構成することによって、結果として生じる前記溶接部の力学的な及び/又は表面の特性を制御する。また、シールドガスを実質的に溶接位置の周辺近くに閉じ込めて集中させる方法、及び溶接操作においてシールドガスを実質的に再生して再利用する方法に関する。
(もっと読む)
溶接用ソリッドワイヤ
【課題】極低温鋼母材と同程度の低温靭性を確保することに加えて更に高い耐亀裂発生強度を有するという優れた極低温特性を備えた溶接継手を形成することが可能な共金系溶接ソリッドワイヤおよびその溶接金属を提供すること。
【解決手段】質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMが0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックスおよびその溶接方法
【課題】低温液体用貯槽タンクの建造材料等に使用される5.5%Ni鋼や9%Ni鋼などの溶接において、従来の下向、水平すみ肉および横向姿勢溶接に加え、立向姿勢溶接が可能な低温用鋼溶接用サブマージアーク溶接用フラックスおよびその溶接方法を提供する。
【解決手段】低温用鋼の溶接に用いるサブマージアーク溶接用フラックスにおいて、フラックス全質量に対する質量%で、Al2O3:31〜60%、CaF2:10〜40%、SiO2:1〜10%、Na2O:0.1〜5%、金属Al:0.1〜5%を含有し、その他はCaCO3、CaO、MgO、金属Mnおよび不可避不純物であることを特徴とする低温用鋼のサブマージアーク溶接用フラックス。また、Niを60質量%ワイヤと前記フラックスを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法。
(もっと読む)
81 - 100 / 184
[ Back to top ]