
Fターム[4E065EA03]の内容
Fターム[4E065EA03]に分類される特許
1 - 20 / 43
車体部材の接合方法及び接合構造
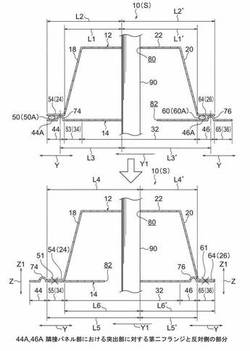
【課題】第一フランジ及び第二フランジにおける溶接箇所の品質を確保する。
【解決手段】先ず、第一フランジ24と隣接パネル部44とを対向させて突出部74の頂部を第一フランジ24に当接させると共に、隣接パネル部44における突出部74に対する第二フランジ34と反対側の部分44Aと第一フランジ24との間に第一フランジ24の延びる方向(X方向)の一端側から他端側に亘って接着剤50を介在させる(第一工程)。続いて、第二パネル部材14をY1側にスライドさせて、接着剤50のうち第二フランジ34の被溶接部55とX方向にオーバラップする部分50Aを突出部74によって削ぎ取る。そして、その後、第一フランジ24の接着部52と第二フランジ34の被接着部53とを接着剤50のうちの残余部50Bにより接着する(第二工程)。そして、最後に、第一フランジ24の溶接部54と第二フランジ34の被溶接部55とを溶接する(第三工程)。
(もっと読む)
抵抗スポット溶接方法

【課題】重ね合わせた2枚以上の厚板の、外側の少なくとも一方に、さらに薄板を重ね合わせた板厚比の大きな板組みにおいて、板と板の間に板隙があった場合でも、薄板−厚板間に健全な接合部を得ることができる抵抗スポット溶接方法を提供する。
【解決手段】重ね合わせた2枚の厚板12、13の上面に薄板11を重ね合わせた板組み10を一対の電極16、17によって挟み、加圧力を加えながら抵抗スポット溶接を行なうにあたり、厚板12と厚板13の間(板隙22)に導電性を持たない樹脂26を介在させ、さらに、溶接工程を前期と後期に分け、溶接前期に、厚板12、13の間に介在する樹脂26が電極直下から押し出されない低い加圧力で短時間の溶接を行ない、その後、通電を止めて加圧力を増加させた後に、溶接後期を開始し、高加圧下で溶接を行なう。
(もっと読む)
車体部材の接合方法及び接合構造
【課題】一対のフランジを溶接する溶接部の品質を確保する。
【解決手段】本発明の車体部材の接合方法は、一対の車体パネル12の縁部12Aに沿って延びる一対のフランジ14を互いに向かい合わせると共に、この一対のフランジ14の間に接着剤20を介在させる第一工程と、一対のフランジ14の基端部からこのフランジ14と交差する方向(Y方向)に延びる交差壁部16に余長部24を予め形成した状態で、一対のフランジ14の延びる方向(X方向)に余長部24とオーバラップする位置において、一対のスポットガン28により一対のフランジ14を互いの側に押圧してスポット溶接する第二工程とを備えている。これによれば、スポット溶接時に余長部24が延びることにより、一対のフランジ14が基端側から先端側に亘って容易に合わさった状態となる。これにより、溶接部22を円滑に形成することができるので、この溶接部22の品質を確保することができる。
(もっと読む)
抵抗スポット溶接方法
【課題】重ね合わせた2枚以上の厚板の、外側の少なくとも一方に、さらに薄板を重ね合わせた板厚比の大きな板組みにおいて、板と板の間に板隙があった場合でも、薄板−厚板間に健全な接合部を得ることができる抵抗スポット溶接方法を提供する。
【解決手段】重ね合わせた2枚の厚板12、13の上面に薄板11を重ね合わせた板組み10を一対の電極16、17によって挟み、加圧力を加えながら抵抗スポット溶接を行なうにあたり、厚板12と厚板13の間(板隙22)に導電性を持つ樹脂26を介在させ、さらに、溶接工程を前期と後期に分け、溶接前期には、加圧力PがP≦3kNを満足する低い加圧力で溶接を行ない、その後、溶接後期には、高加圧下で通電して溶接を行なう。
(もっと読む)
異材接合用アルミニウム合金部材および異材接合部材、異材接合方法
【課題】立体的な中空形状であるアルミニウム合金押出中空形材であっても鋼製ピアスメタルを用いてスポット溶接によって鋼材とアルミニウム合金材との異材接合を行うことを可能とする。
【解決手段】異材接合用アルミニウム合金部材1を、作業用開口部7が予め設けられた7000系アルミニウム合金押出中空形材6として、鋼製ピアスメタル20を予めかしめておき、鋼製部材との異材接合の際に、鋼製ピアスメタル20と鋼製部材とを鋼−鋼同士でスポット溶接して接合する。
(もっと読む)
車体部材の接合構造
【課題】隣り合う溶接部の間において接着剤に凹部が形成されることを抑制する。
【解決手段】車体部材の接合構造10では、上フランジ30の基端部に折曲部42が形成されている。この折曲部42は、複数の溶接部36の各々と上フランジ30の延びる方向にオーバラップする部位42Aよりも複数の溶接部36の間の中央部と上フランジ30の延びる方向にオーバラップする部位42Bの方が曲率半径が大きくなるように構成されている。そして、この折曲部42により、上フランジ30における基端部から先端部までのフランジ幅W1は、複数の溶接部36の各々が形成された部分よりも複数の溶接部36の間の中央部の方が狭くなるように変化されている。従って、スポット溶接時に、隣り合う溶接部36の間においてスポットガン46の圧力が低くなっても、隣り合う溶接部36の間において接着剤34が一対の上フランジ30における基端部側と先端部側とに行き渡る。
(もっと読む)
ダッシュパネル構造及びその製造方法
【課題】ダッシュパネルロアとダッシュパネルアッパとの接合部の隙間から車両前方側への接着剤のはみ出しを抑制する。
【解決手段】ダッシュパネル2が、車両前方側において車室を仕切るダッシュパネルロア10と、該ダッシュパネルロア10の上部に接合されるダッシュパネルアッパ20とを備え、ダッシュパネルロア10の上端部において車両前方に向かって延びるとともに車幅方向に延設された上部フランジ12と、ダッシュパネルアッパ20の被接合パネル部23とが、車幅方向に連続して形成された接着剤層7と、車幅方向に間隔を空けて複数施されたスポット溶接部SWとを介して接合される場合において、車両前後方向においてスポット溶接部SWよりも車室内側に配置された部分における接着剤層7の厚みを、スポット溶接部SWよりも前側に配置された部分に比べて大きく、且つ、車室内側に向かうに従って大きく形成する。
(もっと読む)
接合フランジ構造
【課題】溶接接合部の品質を確保すると共に第一フランジ及び第二フランジについて所望の接合強度を得る。
【解決手段】第一フランジ20及び第二フランジ24では、溶接接合部32と接着接合部34とが分けて設定されており、第二フランジ24における溶接接合部32と接着接合部34との間の移行部40に位置する部分には、プール部42が形成されている。プール部42は、移行部40における第一フランジ20及び第二フランジ24間に、接着接合部34における第一フランジ20及び第二フランジ24間の隙間46と連通する空間部44を形成している。この構成によれば、接着接合部34において余った接着剤38を空間部44に貯留させることができるので、溶接接合部32に接着剤38が流入することを抑制でき、溶接接合部32の品質を確保できる。また、接着接合部34においてより多くの接着剤38を使用できるので、所望の接合強度を得ることができる。
(もっと読む)
異種金属材の接合端部構造およびその製造方法
【課題】軽合金製板材と鋼板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】腐食電位の異なる2種の金属材が接着剤を介して接合されることにより形成される異種金属材の接合端部構造であって、上記両金属材の接合部間に設置された接着剤層13と、上記両金属材の接合端部に沿って設置された上記接着剤の膨出部14,15と、上記両金属材の接着面および接着剤の膨出部表面以外に形成された電着塗膜16とを有し、上記両金属材のうち、少なくとも卑の腐食電位を有する金属材の接合端部近傍に位置する電着塗膜16の表面が上記接着剤の膨出部14,15により覆われたことを特徴とする異種金属材の接合端部構造およびその製造方法。
(もっと読む)
接合方法および接合装置
【課題】加工時の被接合部材の変形を抑制可能な接合方法および接合装置を提供する。
【解決手段】導電性を備えた一対の被接合部材101a,101bの互いに接合される接合面102a,102b同士を対向させ、前記被接合部材を加圧することで対向する前記接合面の間に加圧力を作用させて、一対の前記被接合部材を相対的に摺動させつつ、前記被接合部材の一方から他方へ電流を流して抵抗加熱により前記接合面同士を接合する接合方法であり、前記被接合部材の前記接合面側に当該接合面を延長するフランジ部104a,104bを介して、(a)被接合部材同士を相対的に押し付ける加圧力、(b)摺動の変位、(c)電極を経由した通電のうち、少なくとも(a)加圧力を、前記被接合部材に作用させる。
(もっと読む)
接合方法および被接合部材
【課題】同一平面上にない接合面として、中空通路を形成するための割り面であって中空通路の軸線に沿って伸びる割り面を設定したときにおいても安定した接合強度を得ることが可能な接合方法および被接合部材を提供する。
【解決手段】導電材料からなり、同一平面上にない接合面を有する一対の被接合部材10,20を接合するための接合方法であって、互いに接合される被接合部材の接合面10a,20aを対向させ、一対の被接合部材を相対的に摺動させつつ、被接合部材の一方から他方へ電流を流して抵抗加熱することによって、接合面同士を接合する接合工程を有している。そして、同一平面上にない接合面として、中空通路110,111を形成するための割り面120であって中空通路の軸線に沿って伸びる割り面が設定してある。
(もっと読む)
接合方法および接合装置
【課題】導電材料からなる被接合部材を抵抗加熱するための電極の寿命を向上させ得る接合方法および接合装置を提供する。
【解決手段】第1、第2被接合部材160、170に電気的に接続される第1、第2電極102、104と、電流を、第1電極から、第1被接合部材、中間部材180、第2被接合部材を経由して第2電極に流すための電流供給手段110と、中間部材の第1、第2接触面182,184に対して第1、第2被接合部材を相対的に静止した状態で保持する保持手段120と、第1、第2接触面を第1、第2被接合部材に対して摺動させるための摺動手段130と、摺動手段および電流供給手段を制御し、第1、第2接触面を第1、第2被接合部材に対して摺動させつつ、電流を、第1電極から、第1被接合部材、中間部材、第2被接合部材を経由して、第2電極へ流して抵抗加熱することによって接合するための制御手段150とを有する。
(もっと読む)
接合方法および接合装置
【課題】接合面の全体を均一に接合可能な接合方法および接合装置を提供する。
【解決手段】互いに接合される導電性を備えた一対の被接合部材1a,1bの接合面2a,2bを対向させ、前記被接合部材1a,1bの一方に対して他方を相対的に摺動させつつ、前記被接合部材1a,1bの一方から他方へ電流を流して抵抗加熱することで、接合面2a,2bの高面圧部に摩耗,塑性流動および材料拡散を生じさせ、時々刻々と電流集中箇所を変化させつつ接合面2a,2b同士を接合する。
(もっと読む)
金属缶用天板およびその補正方法ならびに補正装置
【課題】環境汚染を防止しつつ、手環取り付けのためのスポット溶接の際に生じたラミネート層の損傷箇所を適切に補正することができる金属缶用天板およびその補正方法ならびに補正装置を提供すること。
【解決手段】天板本体3の一方の表面上に、スポット溶接によるラミネート層5の損傷箇所14を補正するための補正フィルム15が、損傷箇所14を含む所定範囲のフィルム形成領域に亘って形成され、補正フィルム15は、フィルム形成領域の面形状に対応する外周面形状を有する加熱ローラによって、フィルム形成領域上に熱溶着されてなること。
(もっと読む)
異種金属板の接合方法および異種金属接合体
【課題】接着剤による接着とスポット溶接とを併用して異種金属板同士を強固に接合する。
【解決手段】本発明の接合方法には、アルミニウム合金板1とめっき鋼板2とを接着剤5を介して重ね合わせる積層工程と、積層工程で重ね合わせられた上記両金属板1,2をスポット溶接用の一対の電極7,7の間に挟み込んで加圧するとともに、上記一対の電極7,7間に電流を流すプレヒート工程と、プレヒート工程の後、上記電極7,7間の通電を停止した状態で、上記両金属板1,2を上記プレヒート工程の開始時よりも高い加圧力で加圧し、これを所定の冷却時間に亘り継続する冷却工程と、冷却工程の後、上記プレヒート工程の開始時よりも高い加圧力で上記両金属板1,2を加圧しつつ、上記プレヒート工程での通電電流値よりも高い電流を上記一対の電極7,7間に流すことにより、上記両金属板1,2同士を溶接する溶接工程とを含む。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接の際に、溶融した状態で形成されるナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】少なくとも2枚の金属板を重ね合わせた部材に対し、一方の面側から金属板に溶接電極を加圧しながら押し当て、他方の面側の金属板には該溶接電極と離隔した位置に給電端子を取り付け、該溶接電極と該給電端子との間で通電して溶接を行うインダイレクトスポット溶接において、溶接部を除く金属板間の重ね合わせ面を電気的に絶縁する。
(もっと読む)
スポット溶接装置及びスポット溶接方法
【課題】溶接部における圧痕や溶接部周りの母材の変形を抑えることができるスポット溶接装置、及びスポット溶接方法を提供する。
【解決手段】スポット溶接装置1では、電極2に絞り部14が設けられているため、絞り部14によって電流の通電領域が絞られ、溶接部Wのナゲット径L1を電極径L2よりも小さくすることができる。このため、スポット溶接装置1では、通電時において、溶接部Wを含む溶接部W周りの十分な面積を加圧部12によって加圧しながら溶接部Wの形成を行うことができる。したがって、スポット溶接装置1を用いて溶接部Wを形成した場合、溶接部Wにおける圧痕のへこみ量、及び溶接部W周りの外板4,5の変形を同時に抑えることができる。外板4,5の接合体を用いたステンレス車両では、圧痕や歪みが目立たず、外観上の見栄えが良好なものとなる。
(もっと読む)
Sn系めっき鋼板のスポット溶接方法
【課題】
難溶性の素材、特にSnを主成分とするめっき鋼板を使用した時の連続打点性に優れたSn系めっき鋼板のスポット溶接方法を提供する。
【解決手段】
Sn系めっき鋼板のスポット溶接にあたり、厚さ1μm以上100μm以下のNiまたはNi合金の金属箔を介して接合することを特徴とする、Sn系めっき鋼板のスポット溶接方法、好ましくは、前記金属箔は600℃での電気抵抗率が1×10-6Ω・m以下、前記金属箔はNi-Cr合金であり、Cr含有率が4mass%以下である。
(もっと読む)
溶接を用いた塗装金属部品の製造方法
【課題】安価にして製造容易で、溶接箇所の錆防止効果に優れた溶接を用いた塗装金属部品の製造方法を提供する。
【解決手段】金属製の箱2と金属製のヒンジ5とを抵抗溶接する。箱2及び蓋4の溶接箇所と対応するヒンジ5の溶接箇所に導電性塗料を塗布した後、それらの溶接箇所を合わせ、それら箱2及び蓋4とヒンジ5の未塗装部分に抵抗溶接の電極を当てて通電し、導電性塗料を介して両溶接箇所を溶接する。この後、それら箱2及び蓋4とヒンジ5の未塗装部分を塗装する。箱2とヒンジ5との溶接箇所に、雨水や潮風などが浸入しても、溶接前に塗布した導電性塗料により耐錆性能が得られるため、錆による耐久性の低下と外観劣化とを防止でき、また、溶接後、未塗装部分の塗装を行うため、溶接作業時に他の塗装部分を損傷する虞がなく、さらに、その未塗装部分の塗装を簡便に行うことができる。
(もっと読む)
車体の接合方法
【課題】接着剤を介在させた金属板材をスポット溶接する方法において、スポット溶接時の散りが車体外側に飛ぶことを防止することにより溶接部のシール不良を防止する。
【解決手段】位置決め治具にセットされたルーフパネル5がルーフサイドレール1に対して位置決めされる。ルーフパネル5の車体外側には外縁部に立上部5bが形成されると共に、接着剤6に相当する部位には段部5aが形成されている。溶接前の状態としては、ルーフパネル5の立上部5bの底部がキャブサイドアウタ2の車体内側のフランジ部2a上に当接しており、立上部5bより車体内側の段部5aとフランジ部2aとの空間に接着剤6が収容される形となっている。電極17,18を前記段部5aの位置で接近動作させ、ルーフパネル5の段部5aとキャブサイドアウタ2のフランジ部2aとを接着剤6を介在させた状態で加圧し、その後加圧した状態で通電を行う。
(もっと読む)
1 - 20 / 43
[ Back to top ]