
Fターム[4E067AA05]の内容
Fターム[4E067AA05]に分類される特許
421 - 440 / 630
部材の取付方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済む部材の取付方法を提供する。
【解決手段】第一材料1に予め穿設してある取付孔3に対し、該取付孔3より大きな外径のフランジ部4を基端側に備えたボルト5の先端側を挿通し、第一材料1に前記フランジ部4を被覆するように第二材料2を重ね合わせ、前記フランジ部4に対応させて配置した接合ツール7を回転しながら第二材料2に押し付け、該第二材料2と接合ツール7との間に生じた摩擦熱で前記フランジ部4周囲の第二材料2を固相状態のまま局所的に軟化させて前記フランジ部4を埋没させ、該フランジ部4周囲の軟化した第二材料2を第一材料1の表面に密着せしめてから前記接合ツール7を引き抜き、前記フランジ部4周囲の第二材料2を硬化させてボルト5を第一材料1及び第二材料2に対し固定する。
(もっと読む)
摩擦攪拌接合方法及び摩擦攪接合用回転ツール

【課題】摩擦攪拌接合にあたり接合強度を確保しつつ設備負荷の低減が得られる摩擦攪拌接合方法、及び摩擦攪拌接合用回転ツールを提供する。
【解決手段】摩擦攪拌接合において被接合部材51、52に挿入するピン部挿入深さyを、回転ツール10のショルダー部11から突出するピン部21のピン部突き出し長さxよりも小さくする。摩擦熱でピン部21周囲の被接合部材51を加熱軟化させてピン部21をピン部挿入深さyまで挿入しても、回転ツール10のショルダー部11が直接被接合部材51に接触することがなく、接合時に要する接合荷重を大幅に低減することができ、接合時に設備に掛かる荷重、即ち設備負荷が極めて小さくなり、設備の小型化が可能になり、設備コスト及びランニングコストの大幅な削減が期待できる。
(もっと読む)
摩擦攪拌溶接されるアセンブリおよび関連される方法
摩擦攪拌溶接されるアセンブリを形成する方法が提供され、またこのような方法にしたがって形成される関連されるコンポーネントアセンブリが提供される。その方法は被覆材料によって1以上の未処理のアーティクルの表面部分を被覆するステップを含んでいる、その後、アーティクルはアセンブリを形成するために摩擦攪拌溶接される。熱処理は例えば同時にアーティクルを熱処理し被覆を硬化するために溶接動作前または後に行われる。 (もっと読む)
摩擦スポット接合方法及び摩擦スポット接合構造
【課題】 鋼板に2枚のアルミニウム合金板を重ね合わせて順次摩擦スポット接合する摩擦接合部の摩擦接合強度を確保でき、その摩擦接合部の接触腐食に対する高い耐食性を確保することができる摩擦スポット接合方法及び摩擦スポット接合構造を提供する。
【解決手段】 鋼板W1とアルミニウム合金板W2を重ね合わせ、第1接合ツールを回転させつつアルミニウム合金板W2に押圧し、アルミニウム合金板W2を摩擦熱で軟化させ塑性流動させて鋼板W1とアルミニウム合金板W2の界面を固相接合する第1接合部を形成する。次に、前記の第1接合部30を覆うようにアルミニウム合金板W2にアルミニウム合金板W3を重ね合わせ、第1接合部30に対応する位置において第2接合ツールを回転させつつアルミニウム合金板W3に押圧し、アルミニウム合金板W3を摩擦熱で軟化させ塑性流動させて接合した第2接合部31を形成する。
(もっと読む)
超音波接合装置及びその制御方法
【課題】介在物を挿入することなく、超音波接合装置単独で凝着を防止することができ、仮に凝着が発生した場合であっても、迅速に生産ラインを停止して次生産以降の接合不良の発生を防止することができる超音波接合装置及びその制御方法を提供する。
【解決手段】超音波振動を与えるホーンとアンビルとの間に2枚の板状ワークを挟んで加圧し、2枚の板状ワークの接触面に平行に超音波振動を加えることにより固相接合し、接合後のホーン開放時に後振動を加える超音波接合装置の制御方法において、ホーン開放時の後振動中に凝着の有無を監視し、凝着有と判断した場合には、後振動の振幅をホーンの最大振幅値まで増大させてワークを振るい落とすようにした。
(もっと読む)
熱交換器用チューブの製造方法および熱交換器
【課題】ろう付けにより製造される熱交換器のチューブを板材から製造する方法であって、板材をチューブ形状に曲成した際に生じる突き合わせ部や重ね合わせ部に形成される隙間およびチューブ形状の外側に開放された空隙部から、ろう付け時に溶融ろうが侵入することを回避できる熱交換器用チューブの製造方法を提供する。
【解決手段】突き合わせ部、重ね合わせ部およびチューブ形状1aの外側に開放された空隙部11,13を封着する。封着手段としては摩擦接合が好ましい。
(もっと読む)
機械要素接合方法
【課題】対象部材への孔の穿設と機械要素の接合を同一工程で行なえるようにする。
【解決手段】ねじ孔3に同軸に連なり且つこのねじ孔3に装着すべきボルトの外径よりも内径d1が大きいツール逃げ孔4が形作られているナット1を、ツール逃げ孔4開口端が対象部材2の表面に向き合うように配置し、ツール逃げ孔4に挿入可能な形状で且つ軸線方向長さL4が対象部材2の厚さt1を上回るピン部10を有するツール本体7を、回転させながら対象部材2裏面のナット1中心に重なっている個所へ押し付け、摩擦熱により軟化した対象部材2にピン部10を突き通し、ナット1を対象部材2に密着させて、この双方を拡散接合する。
この後、接合ツール7を対象部材2から引き抜いて、ピン部10に見合う孔11が形成された対象部材2の塑性変形部位を硬化させる。
(もっと読む)
摩擦撹拌接合ツール
【課題】厚さが異なる複数種類の被接合物に対応可能な摩擦撹拌接合ツールを提供する。
【解決手段】円柱状のショルダ部1と、このショルダ部1に同軸に連なり且つツール先端へ向けて段階的に外径を小さくした短円柱状のピン部2,3とを備え、ツール最先端寄りのピン部3の軸線方向長さL2を、薄手の被接合部材を重ねた被接合物の厚さよりもやや短く設定し、ピン部2の軸線方向長さL1とピン部3の軸線方向長さL2の合計を、厚手の被接合部材7,7を重ねた被接合物8の厚さt1よりもやや短く設定した構成を採る。
(もっと読む)
超音波接合装置及びその制御方法
【課題】介在物を挿入することなく、超音波接合装置単独で凝着を防止することができ、仮に凝着を解消できない場合であっても、迅速に生産ラインを停止して次生産以降の接合不良の発生を防止することができる超音波接合装置及びその制御方法を提供する。
【解決手段】超音波振動を与えるホーンとアンビルとの間に2枚の板状ワークを挟んで加圧し、2枚の板状ワークの接触面に平行に超音波振動を加えることにより固相接合し、接合後のホーン開放時に後振動を加える超音波接合装置の制御方法において、ホーン開放時の後振動中に凝着の有無を監視し、凝着有と判断した場合には後振動を継続してワークを振るい落し、次回以降のホーンの接合振幅を減少させるようにした。
(もっと読む)
アルミニウム合金製ドームトラス
【課題】ドームを構成するラチス構造材にH型材を用い、これに屋根面材としてアルミニウム合金製のパネルを貼り付ける構造である場合に、三角形のラチス割(グリッド)を大きくすることが可能で、その結果として部材数を減らして、単位面積(m2)当たりの部材原価を低減することができる。
【解決手段】ドームを形成するラチス構造体材としてのストラット8に、T形押出形材13をウエブ13aの部分で摩擦攪拌溶接法で摩擦攪拌溶接して断面形状の大きなものとしたH形材を用い、これに屋根面材としてトラス形状のアルミニウム合金製のパネル10を貼り付ける。
(もっと読む)
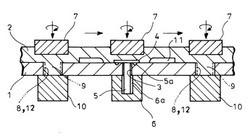
部材の取付方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済む部材の取付方法を提供する。
【解決手段】第一材料1の取付孔3に、これより大きな外径のフランジ部4を基端側に備えたボルト5の先端側を挿通し、第一材料1に第二材料2を重ね合わせ、フランジ部4より大きな内径の凹部7を備えた逆U字断面の接合ツール8を回転しながら第二材料2に押し付け、その摩擦熱でフランジ部4周囲の第二材料2を固相状態のまま局所的に軟化させて接合ツール8を沈降せしめ、接合ツール8を第一材料1にも押し付けることで該第一材料1を軟化させて該第一材料1と第二材料2との境界部分9を撹拌すると共に、接合ツール8の凹部7における内側面全体で該凹部7内の第二材料2を軟化させてフランジ部4を埋没せしめ、然る後、接合ツール8を引き抜いて境界部分9を硬化させる。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、比較的容易に接合部から除去することができ、接合強度の向上が可能な異種材料の接合方法と、このような異材接合に好適に使用することができる異種材料の接合装置、さらにはこのような方法による異種材料の接合構造を提供する。
【解決手段】互いに異なる融点を有する高融点材料1と低融点材料2を重ね合わせて接合するに際して、これら両材料の間にこれら材料とは異なる第3の材料を介在させた状態で、高エネルギービームBを高融点材料表面に照射しつつ、両材料を相対加圧し、上記両材料の少なくとも一方と第3の材料との間で共晶溶融を生じさせて両材料を線状に接合する。
(もっと読む)
構造的要素とその製造方法
本発明は、航空機建設を目指した構造的要素の新しい製造方法に関し、特に、ウェブと、1もしくは互いに隣接する複数のストリンガーとを具えた翼スパーの製造方法に関し、
1)少なくとも、第1の金属ブロックと、弾性限界が第1の金属ブロックよりも低い第2の金属ブロックとを準備する第1工程と、
2)第1のウェブ部分と少なくとも1本のストリンガー要素を有する第1の金属ブロックと、第2のウェブ部分を有する第2の金属ブロックとを、第1のウェブ部分と第2のウェブ部分とがそれらの共通な全長にわたって突き合わせるように配置する工程とを具える。この発明は、いくつかの組立部品よりなり、そのストリンガーが従来の方法より大きな機械的強度を有する、二重機能、多重機能を有する構造的要素の製造方法を可能にする。  (もっと読む)
(もっと読む)
アルミニウム合金ブレージングシートの製造方法
【課題】アルミニウム合金ブレージングシートにおいて、ノコロックろう付法を使用した場合においても良好なろう付け性を得ることができ、且つろう付け後に優れた強度、耐食性を有する、自動車用熱交換器の流体通路構成材として好適に使用できるアルミニウム合金ブレージングシートを提供する。
【解決手段】特定の組成を有する、犠牲陽極材−心材−中間材−ろう材をクラッドしたアルミニウム合金ブレージングシートであって、心材、中間材および犠牲陽極材中に存在する球相当粒径が0.1μm以下の金属間化合物の数密度(個/μm3)をそれぞれN1、N2、N3とし、数密度比N1/N2およびN1/N3がともに1.5以上であるアルミニウム合金ブレージングシートを製造する方法。
(もっと読む)
摩擦撹拌接合方法
【課題】 被接合物の接合強度を局所的に向上するとともに、接合可能な適用範囲を広げることができる接合方法を提供する。
【解決手段】 接合ツール20を第1接合部分23に没入させて、複数の被接合部材25,26を互いに摩擦撹拌接合する。次に、接合ツール20を第1接合部分23に近接した第2接合部分24に没入させて、複数の被接合部材25,26を互いに摩擦撹拌接合する。これによって抵抗スポット接合に比べて、2つの接合部分23,24の間隔を狭めることができ、被接合物27の接合強度を局所的に高めることができる。また、小径の接合ツール20を用いて、被接合物27に高い接合強度を与えることができるとともに、摩擦撹拌適用可能な範囲を広げることができる。
(もっと読む)
摩擦撹拌接合方法
【課題】摩擦撹拌接合を行う際、バリが発生することを可及的に抑制する。
【解決手段】積層部をスポット接合する際に接合ツールに作用する回転トルクを測定し、バリが発生するに至るまでの回転トルク曲線を得る。該回転トルク曲線における最高回転トルク値(第1の負荷の値)と、バリが発生した時点の回転トルク値に比して大きい値(第2の負荷の値)とを制御回路に入力する。次回以降の作業において、制御回路は、接合ツールに作用する回転トルクが前記最高回転トルク値を超え、前記第2の負荷の値に到達した時点で、接合ツールを積層部から離間させる制御信号を発する。これにより、摩擦撹拌接合が終了する。
(もっと読む)
摩擦撹拌接合用工具及びそれを用いた摩擦撹拌接合方法
【課題】摩擦撹拌接合を実施する際、ワークに尖鋭なバリが生じることを回避する。
【解決手段】摩擦撹拌接合用工具10の回転体12には、側周壁から底面にかけて前記側周壁が湾曲に切り欠かれたような形状の湾曲部18が環状に設けられている。積層された第1ワークW1と第2ワークW2にプローブ14及び回転体12の先端部が挿入されると、この挿入に対応して第2ワークW2の上端面から排出される方向に肉の塑性流動が生じる。湾曲部18によって肉の流動方向が第2ワークW2の上端面に向かう方向に変更されるので、肉が円環状に隆起して硬化し、最終的に、円環状バリ22が形成される。
(もっと読む)
摩擦攪拌接合方法
【課題】隅肉接合する際に接合部材の当接部を安定して固定し、容易に隅肉接合ができる摩擦攪拌接合方法を提供する。
【解決手段】第2接合部材2の立設基部2aの先端部に、立設基部2aの幅方向両側に突出する先端平面部2bを形成して、先端平面部2bと第1接合部材1の平面部1aを当接して固定し、この当接部に、第2接合部材2の先端平面部2bから第1接合部材1の平面部1aに向かい、先端平面部2bの突出方向外側から内側に向かう斜め方向で、円柱状回転子3を移動させてプローブ3bを挿入し、端面3aを押圧する。
(もっと読む)
材料の接合方法
【課題】設計上の制約となるような突起物の張り出し及び緩みや脱落等の心配がなくて済み、薄板から厚板まで広範な範囲で接合が可能で且つ割れや変形等の品質欠陥の発生を回避でき、作業性や作業環境を良好に維持したままリサイクル性に優れた接合を行うことができる材料の接合方法を提供する。
【解決手段】接合孔3を予め穿設してある第一材料1に接合孔3を被覆するように第二材料2を重ね合わせ、接合孔3に対応させて配置した接合ツール8を回転しながら第二材料2に押し付け、摩擦熱で第二材料2を固相状態のまま局所的に軟化させて第一材料1の接合孔3へ入り込ませ、該接合孔3に入り込ませた第二材料2に第一材料1側との幾何学的な係合部(山部5’とアンカー部6’)を形成せしめてから接合ツール8を引き抜き、係合部を硬化させて第一材料1と第二材料2とを接合する。
(もっと読む)
摩擦攪拌接合方法
【課題】第1の部材と第2の部材との突き合わせ部を摩擦攪拌接合する場合に、欠陥を抑制する摩擦攪拌接合方法を提供する。
【解決手段】第1の部材10と第2の部材20とを突き合わせ、次に、突き合わせ部の上面側、丸棒の肉盛り材30を接触させて回転させて、肉盛りビード35を接合する。肉盛りビード35は従来の凸部に相当する。次に、突き合わせ部に回転工具50の中心ピンを挿入し、摩擦攪拌接合を行う。これによれば、肉盛りビード35が凸部に相当し、突き合わせ部の隙間を補填するので、良好に接合でき、欠陥の発生を抑制できる。
(もっと読む)
421 - 440 / 630
[ Back to top ]