
Fターム[4E067AA05]の内容
Fターム[4E067AA05]に分類される特許
501 - 520 / 630
熱交換器およびその製造方法

【課題】材料費、エネルギー費を低減するとともに、品質の安定した熱交換器およびその製造方法を提供する。
【解決手段】内部を流体が流れるチューブ1と、このチューブ1の内部と連通してチューブ1の長手方向端部に設けられるタンク3とを有するコア15を備え、コア15の前記構成部品のうち、少なくとも一つの構成部品の形成に摩擦攪拌接合を用いた構成としたので、コア15の構成部品を形成するときに摩擦攪拌接合を用いることにより、材料の使用量およびエネルギー使用量を低減しコスト面、品質面に優れた熱交換器およびその製造方法が得られる。
(もっと読む)
圧力容器およびその製造方法

【課題】 口金取付部の衝撃値や疲労強度が増大した圧力容器を提供する。
【解決手段】 圧力容器1は、筒状の胴2と、胴2の両端開口を閉鎖する鏡板3、4と、いずれか一方の鏡板3に一体に形成された口金取付部5とよりなる。口金取付部5において母材となる金属に、摩擦攪拌接合用工具のプローブを用いて摩擦攪拌することにより改質処理を施し、結晶粒を微細化させる。
(もっと読む)
変形可能な細胞状材料から成る部材の補強方法、その部材、及びその使用
【課題】本発明の課題は、変形可能な細胞状材料を使った部材の既知の製造方法における問題を解決することである。
【解決手段】本発明は、特に格子、網、織物、篩、エキスパンデッドメタル、穿孔プレート、棒、ワイヤ、開いた又は閉じた横断面を持つ中空形状の形をした補強要素が、部材の少なくとも一表面内に押し込まれることによる、補強される発泡金属のような変形可能な細胞状材料からなる部材の製造に関する。
(もっと読む)
オープンデッキ型シリンダブロック及びその製造方法
【課題】シリンダライナー形状及び金型構成を変更しなくとも機関運転による昇温によりオープンデッキ型シリンダブロックの上端面とシリンダライナーの上端面との間に段差が生じることを防止する。
【解決手段】オープンデッキ型シリンダブロック1の製造方法は、シリンダライナー2をアルミニウム合金溶湯により鋳ぐるみしてオープンデッキ型シリンダブロック1を鋳造する鋳造工程と、該鋳造工程により鋳造された該オープンデッキ型シリンダブロック1の上端面1aと該シリンダライナー2の上端面2aとの境界を摩擦攪拌接合により一体化する摩擦攪拌接合工程とを行う。
(もっと読む)
金属の拡散接合方法
【課題】大きな接合強度が得られる、硬度の異なる金属同士の接合方法を提供すること。
【解決手段】第1の金属で形成された第1の部材110と、第1の金属より硬度の高い第2の金属で形成された第2の部材120との拡散接合方法であって、第1の部材の接合面112と、第2の部材の接合面126とを摺動し、少なくとも一方の接合面に形成されている酸化膜を除去する工程と、第1の部材と第2の部材とを押し付ける力を加えながら、第1の部材と第2の部材との間に通電し、第1の部材と第2の部材とを接合する工程とを備える、金属の拡散接合方法。
(もっと読む)
金属部材を組み立てるための工具及び方法
強磁性の材料で作られた部材(2)と常磁性の材料で作られた部材(3)とを組み立てるための工具(1)が、第1の当接部(5)を設けた第1の工具部分(4)と、そして第1の電磁コイル(6)とを備える。本発明の上記工具はまた、第2の当接部(8)を有する第2の工具部分(7)を備え、この第2の工具部分(7)と上記第1の工具部分(4)とが次のような仕方で、すなわち上記第1の当接部及びこの第2の当接部(5、8)が選択的に、相互に相手に対し近づくことが可能であり又は相互に相手に対して離れることが可能であるような仕方で機械的に組み立てられ、上記第1の電磁コイル(6)は、常磁性の材料で作られた上記部材(3)及び/又は強磁性の材料で作られた上記部材(2)が上記第1の当接部及びこの第2の当接部(5、8)の間に置かれるときに、常磁性の材料で作られた上記部材(3)がこの第2の当接部(8)に向けて押し戻され、そして/又は強磁性の材料で作られた上記部材(2)が上記第1の当接部(5)に向けて引き付けられるような電磁束を生成するのに使用される。 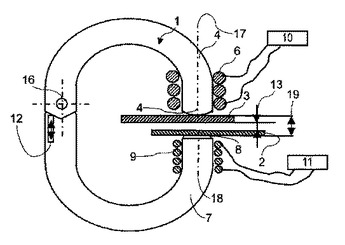 (もっと読む)
(もっと読む)
積層型熱交換器の製造方法及び製造用治具
【課題】強固な接合性を維持できる信頼性の高い積層型熱交換器の製造方法を提供する。
【解決手段】重ね合わせた2枚の金属板1A、1Bの間に熱交換流体の流通路15を形成したコア部11と、コア部の両端に前記流通路に連通するように配された入口側及び出口側のタンク部12と、を有する積層型熱交換器の製造方法において、2枚の金属板を重ね合わせる前に、非接合部となる箇所の少なくとも一方の金属板の表面に凹溝部を形成し、その凹溝部を内側にして金属板を重ね合わせて拡散接合することにより、凹溝部を非接合部として残しながら金属板を互いに接合し、拡散接合後に、非接合部に加圧流体を導入することにより、非接合部の部分の金属板を塑性変形させて膨らませ、それによりコア部の流通路とタンク部12を同時に成形する。
(もっと読む)
異種材料接合体及びその製造方法
【課題】接合作業の簡素化が図られると共に接合強度を確保することができる異種材料接合体及びその製造方法を提供する。
【解決手段】接合体Wは第2のワークW2が回転を伴って第1のワークW1に圧入されることにより得られる。第2のワークW2を第1のワークW1に圧入する際、第2のワークW2の回転により両ワーク間に摩擦熱が発生する。その摩擦熱により第2のワークW2と第1のワークW1との接合面を軟化させながら第2のワークW2を第1のワークW1に圧入することが可能となる。従って、第1のワークW1に例えば穴を形成する等の前処理は不要であり、接合作業の簡素化が図られる。また、第2のワークW2と第1のワークW1とは、摩擦圧接による固相接合力と熱膨張率の差による締め付け力との双方によって接合される。
(もっと読む)
部材の接合方法、複合部材の製造方法、接合体および複合部材
【課題】 複合材からなる部材と少なくともアルミニウムを含む部材とを容易に接合させることができる部材の接合方法等を提供する。
【解決手段】 複合材からなる一方の部材11の表面にアルミニウムを溶射して接合層14を形成し、この接合層14に、少なくとも接合面12aがアルミニウムとされた他方の部材12を接合面12aにおいて摩擦接合する。複合材からなる一方の部材11の表面にアルミニウム薄膜を接着して接合層14を形成し、この接合層14に、少なくとも接合面12aがアルミニウムとされた他方の部材12を接合面12aにおいて摩擦接合してもよい。
(もっと読む)
異種金属部材の接合方法
【課題】ガルバニック腐食の懸念を何等顧慮することなく、接合部の健全性を効果的に高め得る異種金属部材の接合方法を提供すること。
【解決手段】 Al板2と鋼板4とを重ね合わせ、Al板2の側から、回転工具10のショルダ部材14の先端に同軸的に位置せしめたプローブ16を、回転させつつ、その先端が鋼板4の直上に達するように差し込み、摩擦撹拌して、それらAl板2及び鋼板4を接合せしめるに際して、回転工具10として、プローブ16がショルダ部材14とは別体に構成されて、別個に軸方向に移動可能とされた複動式回転工具を用い、プローブ16をAl板2に差し込んで、Al板と鋼板4の摩擦撹拌接合を行なった後、プローブ16を、Al板2に形成された摩擦撹拌部18から引き抜く一方、かかる引き抜きによって生じるプローブ穴を、摩擦撹拌部18の他部位からの材料の流動によって、埋め込むようにした。
(もっと読む)
接合方法および接合ツール
【課題】融点が互いに異なる金属部材同士を摩擦攪拌接合するに際し、内部や表面付近に欠陥のない健全な接合部を確実に得られる接合方法およびこれに用いる接合ツールを提供する。
【解決手段】円柱形の本体21を含む第1部分20aと、前記本体21の中心部を同軸心で貫通する回転軸26およびこの回転軸26の先端に位置し且つ本体21の底面21aから突出するプローブ25とを含む第2部分20bと、第1部分20aと第2部分20bとの間に配置した軸受28と、を含む摩擦攪拌接合に用いる接合ツール20′。
(もっと読む)
溶接継手およびその形成方法
【課題】 疲労特性の低下を防止しうる溶接継手およびその形成方法を提供する。
【解決手段】 溶接継手は、2つの金属製被接合材1,2が溶融溶接されることにより形成された溶接金属部3が摩擦攪拌されたものである。この溶接継手を、2つの金属製被接合材1,2を溶融溶接法により溶接した後、両被接合材1,2の溶接金属部3に、摩擦攪拌接合用工具6のプローブ8を回転させつつ埋入し、当該プローブ8を回転させながら、両被接合材1,2と摩擦攪拌接合用工具6とを相対的に移動させ、両被接合材1,2の溶接金属部3を摩擦攪拌することにより形成する。
(もっと読む)
アルミニウム製の熱交換器
【課題】接合界面が高真空でなくても充分な接合強度を確保して拡散接合がなし得える接合信頼性の高いアルミニウム製の熱交換器を提供する。
【解決手段】
アルミニウム合金からなる熱交換器構成部品3,5,6,7を拡散接合して製造されるアルミニウム製の熱交換器1であって、熱交換器構成部品3,5,6,7の接合部が0.2〜0.6重量%のマグネシウム濃度を含む。接合部を0.2〜0.6重量%のマグネシウム濃度を含むようにしたので、熱交換器1のうち真空度が上がり難い内部構造の部位まで充分な接合を図ることが可能となる。また、本発明によれば、全般に真空度を下げることが可能となり、マグネシウム,亜鉛等のアルミに比べて蒸気圧の高い添加元素の蒸発を抑えることができ、炉内の汚染を防止できると共に所定元素の目減りを減少できる。
(もっと読む)
アルミニウム系部材の接合方法
【課題】アルミニウム系材料からなる被接合部材の接合面に必要十分な量の亜鉛被覆層を確実に形成し、該亜鉛被覆層を介して該アルミニウム系部材同士を接合する方法を提供する。
【解決手段】各アルミニウム系部材1a,1bの接合面に電解メッキ処理による亜鉛被覆層2を設け、両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せ、アルミニウムと亜鉛との固相線温度以上の温度、好ましくは亜鉛の融点以上の温度に加熱する。両アルミニウム系部材1a,1bを重ね合せて加熱する際に、両アルミニウム系部材1a,1bに押し付け荷重を付与する。各アルミニウム系部材1a,1bの接合面に、酸化膜除去処理を施した後、前記電解メッキ処理により亜鉛被覆層2を設ける。両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せる際に、亜鉛被覆層2,2間にスズを介在させる。
(もっと読む)
熱交換器
【課題】アルミニウムアキュムレータの冷媒出口と銅管との接続に、直接共晶接合を使用し、接合部の形状をより品質の向上とコスト低減が実現できる仕様とした冷凍冷蔵空調用熱交換器に関し、低コストで高品質な熱交換器を提供する。
【解決手段】アルミニウムアキュムレータ2と、先細り状テーパ部1aが端部に形成された銅管1と、ポリエチレン熱収縮チューブ3などからなり、銅管1の端部に、アルミニウムアキュムレータ2の端部2aを共晶接合し、ポリエチレン熱収縮チューブ3を共晶接合部で収縮固定させた熱交換器において、アルミニウムアキュムレータ2先端の内面エッジを尖らせたものであり、接合強度が低下することを防止することができる。
(もっと読む)
酸化皮膜形成材料の接合方法及び接合構造
【課題】アルミニウム系やマグネシウム系材料のように、大気雰囲気下で表面に強固な酸化皮膜を形成する酸化皮膜形成材料を少なくとも一方の被接合材として含む継手の接合に際して、接合に要する入熱量を低減することができ、金属間化合物の生成を抑制し、もって接合強度を向上させることが可能な酸化皮膜形成材料の接合方法と、接合強度の向上が可能な酸化皮膜形成材料の接合構造を提供することにある。
【解決手段】例えば、酸化皮膜形成材料であるアルミニウム合金材Aと、鋼材Bとを接合するに際して、少なくともアルミニウム合金材Aの側の接合面に、あらかじめ、例えば亜鉛めっきPを施した上で接合し、アルミニウム合金材Aと鋼材Bの新生面間に反応層Rを形成させる。
(もっと読む)
スポット摩擦撹拌接合方法およびその装置
【課題】摩擦撹拌に際して生じる接合界面の捲上現象を効果的に抑制することにより接合強度の向上を図る。
【解決手段】受台11上に重ね合せて載置した2枚の板材W1,W2に対し、回転工具4を軸Oを中心に回転させながら押付けてその先端のピン3を押込み、その時発生する摩擦熱により材料を軟化、撹拌して接合部5を形成し、スポット的に板材同士を接合するスポット摩擦撹拌接合方法において、前記受台11の受圧面12に、前記回転工具4の軸Oと同心となるように凹部11を形成し、前記ピン3の押込みに応じて板材W1,W2の一部を凹部11内に膨出変形させて、ピン3の周りの撹拌層7を板厚方向に拡大し、これに応じて撹拌層7の周りの軟化層8内の未接合の接合界面S´を沈下させて、接合部分Pを厚くする。
(もっと読む)
異材接合方法
【課題】 アルミニウム又はアルミニム合金材と鋼材とを接合することができ、且つ優れた接合強度が得られる異材接合方法を提供する。
【解決手段】 アルミニウム系材1と、表面にアルミニウム系めっき層3が形成された鋼材1とを、アルミニウム系めっき層3がアルミニウム系材1側になるようにしてその端部で重ね合わせる。そして、その重ね部に、アルミニウム系材1側から、回転駆動された接合ツール11のピン部12を進入させて摩擦撹拌接合する。このとき、ピン部12はアルミニウム系材1及びアルミニウム系めっき層3にのみ進入させて、ピン部12の先端部が鋼材1に進入しないようにする。
(もっと読む)
押出し中空型材及びその型材によって形成された鉄道車両構体
【課題】軽量な継ぎ手構造を有する押出し中空型材及びその型材によって形成された鉄道車両構体を提供すること。
【解決手段】 複数の斜面板13によって連結され、その幅方向端部に第1面板11同士、第2面板12同士をそれぞれ摩擦撹拌接合によって接合するための継ぎ手部が形成され、その継ぎ手部が、第1面板と第2面板とが、幅方向最端部の斜面板から突設してその斜面板の外側が開いた状態の開状端部であるか、第1面板と第2面板とが、外側に傾斜した支持板15によって幅方向最端部の斜面板の外側が閉じた状態の閉状端部であって、その開状端部と閉状端部とを突き合わせた場合、第1面板11同士の接合部と第2面板12同士の接合部16,17は、一方が支持板15の位置で重ねられ、他方は斜面板13や支持板15から突設して張り出した部分21,22の先端が突き当てられるようにした押出し中空型材1。
(もっと読む)
摩擦攪拌接合方法
【課題】摩擦接合によって部材を接合する場合に上下の面を同時に接合して、作業時間を短縮する。
【解決手段】第1のパネル56と第2のパネル57とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士が突き合わせてあり、前記突き合わせた部分の前記第2の板の側、前記第3の板の側のそれぞれに回転工具50,50aを配置するとともに、一方の前記回転工具50の鉛直方向に他方の前記回転工具50aを配置して、2つの前記回転工具を実質的に同一速度で移動させて摩擦接合を行う。
(もっと読む)
501 - 520 / 630
[ Back to top ]