
Fターム[4E067AA05]の内容
Fターム[4E067AA05]に分類される特許
481 - 500 / 630
摩擦撹拌点接合方法

【課題】 複動式の回転工具を用いて、重ね合わされた所定の被接合金属部材を摩擦撹拌点接合する際に、回転工具の押し当てられる被接合金属部材の表面にバリが発生してしまうことを、効果的に抑制乃至は阻止せしめ得る摩擦撹拌点接合方法を提供すること。
【解決手段】 円筒状のショルダ部材12とロッド状のプローブ14とから構成される複動式の回転工具10を用いて、重ね合わされた金属板2a,2bのうち、下側の金属板2bの裏側に裏当て治具4を配置すると共に、上側の金属板2a上に、バリ押え治具6を回転工具10に対して横方向から移動させた後、それらをクランプ8によって一体的にクランプし、バリ押え治具6に設けられた操作孔20を通じて回転工具10を差し込み、金属板2a,2bの摩擦撹拌点接合操作を行った。
(もっと読む)
金属面の接合方法

【課題】 本発明は、金属面の接合において、高い歩留で、健全な接合界面を形成する手段を提供することを目的とする。
【解決手段】 金属面同士を接合する方法であって、一方の金属面に金属添加層を形成する工程、該金属添加層より上層に、他方の金属面と同種の金属または他方の金属と合金化しうる金属からなる金属膜を成膜する工程、および該金属膜に他方の金属面を密着させて強加工を施す工程を含む前記方法。
(もっと読む)
自動車用ステアリングナックル
本発明は、車体に接続され、かつ車両の車輪(5)に接続できるほぼ回転対称な軸受ジャーナル(3)を備えるステアリングナックル(1)に関する。本発明は、ステアリングナックル(1)の製造方法にも関する。本発明によれば、ステアリングナックルは分割して供され、ステアリングナックル本体(7)と、ステアリングナックル本体(7)の対応するアパーチャ(9)を貫く軸受ジャーナル(3)とを備えて、高い構成部品応力の要件を満たしかつ経済的にステアリングナックル(1)を製造するようにする。軸受ジャーナル(3)は、ジャーナル部品(11)及び対応部品(13)を備え、それらはアパーチャ(9)の内部で圧接法により接続される。 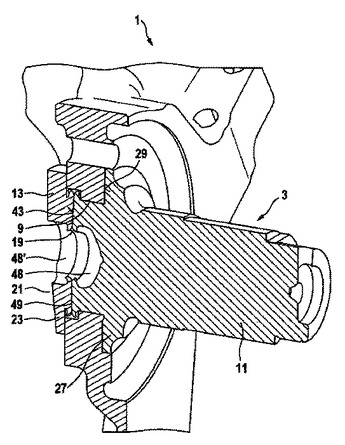 (もっと読む)
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
重合せ材料の端面接合方法
【課題】 溶融溶接手法を採用することなく、被接合材料の重合せ部の端面を効果的に接合し得る新規な方法を提供すること。
【解決手段】 金属板2a〜2cを重ね合わせて、その重合せ部4の端面において、それらを相互に接合せしめる方法にして、かかる重合せ部4を両側から拘束して保持する一方、その重合せ部4の端面に対して、金属板2a〜2cよりも硬質の押圧ピン8を押し付けつつ、重合せ部4に対して押圧ピン8を相対的に回転させることにより、重合せ部4の端面を擦って摩擦発熱させ、塑性流動を惹起せしめることによって、金属板2a〜2cをそれらの重合せ部4の端面において接合するようにした。
(もっと読む)
複合材および複合材の製造方法
【課題】 電磁誘導加熱式容器の素材となる複合材に空隙部を簡単に形成できるようにする。
【解決手段】 非磁性金属板と磁性金属板の対向面の全面にそれぞれ予め接合用金属層を設けておき、ホットプレス装置の軸方向両側に対向配置される一対のプレス型の間にセットし、前記プレス型の少なくともいずれか一方に、対向する相手方のプレス型に向けて突出する段状突出部を設けておき、ホットプレス時に、前記段状突出部と相手方プレス型に挟まれる領域の金属板同士は前記接合用金属層が一体的に結合される接合部として形成する一方、前記突出段部に挟まれない領域の金属板同士は空隙部となる未接合部として形成し、部分的に空隙部を有する複合材としている。
(もっと読む)
超塑性成形用アルミニウム合金テーラードブランク
【課題】形状不良や破断を生じることなくブロー成形することができ、大型成形品の超塑性成形を可能とする超塑性成形用アルミニウム合金テーラードブランクを提供する。
【解決手段】厚さの異なるアルミニウム合金板を固相接合してなる超塑性成形用のテーラードブランクにおいて、薄板(A)と厚板(B)の板厚比(T=Bの板厚/Aの板厚)が0を超え3以下であり、400〜550℃の温度範囲内のある温度における薄板(A)と厚板(B)の引張強さに各板の板厚を乗じた値のうち大きい値(H)と小さい値(L)の比(H/L)が1.0 〜1.2の範囲内にあることを特徴とする。
(もっと読む)
摩擦点接合方法及びその装置
【課題】 回転ツール16を第1金属部材W1に対し押圧する工程を、第1金属部材W1に対する加圧力の観点から複数の工程に分けて摩擦点接合を行う場合に、出来る限り早く接合を行えるようにするとともに、安定した高い接合強度が得られるようにする。
【解決手段】 押圧用モータにより回転ツール16を初期位置に移動させる初期移動工程後における最初の第1押圧工程において、回転ツール16を該回転ツール16の軸心回りに回転させながら、上記押圧用モータにより、上記初期移動工程における回転ツール16の移動抵抗値よりも大きい加圧力で、回転ツール16のショルダ部16b及びピン部16cを第1金属部材W1に対し押圧接触させる。
(もっと読む)
クラッド材およびプリント配線基板
【課題】熱膨張係数が低くかつ加工性に優れたクラッド材を提供をする。
【解決手段】 芯材(11)とその両面にクラッドされた皮材(12)からなるクラッド材(1)であって、前記芯材(11)が、Si:5〜30質量%を含有し、残部Alおよび不純物からなるアルミニウム合金により構成され、前記皮材(12)が、Al:98質量%以上を含有し、残部が不純物からなるアルミニウムまたはアルミニウム合金により構成されている。
(もっと読む)
摩擦攪拌点接合方法
【課題】 所定の被接合金属部材の上に2つ以上の被接合金属部材の各板状部を重ね合わせて、その重合せ部を摩擦撹拌接合法にて点接合するに際して、それら金属部材の重合せ部における何れの接合界面においても、充分な継手強度(接合強度)が確保され得るようにした摩擦撹拌点接合方法を提供すること
【解決手段】 複動式の回転工具10の、外側ショルダ部材12のショルダ面12aと内側ショルダ部材14のショルダ面14aとプローブ16の先端面16aとを面一とした状態で高速回転させつつ、重ね合わされた金属板4a〜4cの最表部の金属板4aの表面に押し付けることによって、摩擦発熱部18を形成した後、内側ショルダ14及びプローブ16を順次差し込み、重合せ部2の摩擦攪拌点接合を行った。
(もっと読む)
複合材料及びその製造方法
【課題】 炭素材及び金属材の好ましい特性を発揮することができる複合材料及びその製造方法を提供する。
【解決手段】 丸棒状の金属材1が円板状の中間材2に固相接合されると共に、丸棒状の炭素材3が中間材2に固相接合されている。金属材1は、例えばアルミニウム材又は銅材である。また、中間材2は、例えばニッケル材である。
(もっと読む)
金属箔と金属円筒との超音波接合方法
【課題】 金属円筒に対して金属箔を十分な接着力で超音波接合可能な金属箔と金属円筒
との超音波接合方法を提供する。
【解決手段】 金属円筒13を径方向の両側から把持し、把持された金属円筒13の周面
に金属箔32aを接触させ、超音波ホーン300の加工面300aで金属箔32aを把持
された金属円筒13に対して押圧した状態で超音波ホーン300から金属箔32aに超音
波振動を与える。この場合、金属円筒13の周面の形状に対応したくぼみを有する把持部
材206,207で金属円筒13を把持する。
(もっと読む)
通電拡散接合方法及び装置
【課題】設備費や操業コストを上昇させることなく、各種金属部材を接合面全体で安価に接合することができる通電拡散接合方法と、このような通電拡散接合に好適に適用することができる接合装置を提供する。
【解決手段】互いに突合わされた被接合材11,12を抵抗体7,8を介して電極4,5の間に挟持した状態で、被接合材11,12を突合わせ方向に押圧しながら、上記電極4,5間に接合面11a,12aの単位面積当たり30〜1000A/cm2の電流密度の交流電流を供給し、被接合材自身の通電による自己発熱と接合面11a,12aの接触抵抗による発熱に、抵抗体7,8の抵抗発熱による両端からの加熱を付加し、被接合材11,12を接合温度まで加熱することにより拡散接合する。
(もっと読む)
摩擦攪拌接合方法及び当該方法によって接合した摩擦攪拌接合体
【課題】 隙間が生じる接合部をより簡単な処理によって補填することができる摩擦攪拌接合方法及び当該方法によって接合した摩擦攪拌接合体を提供すること。
【解決手段】 一対の被接合部材21,22を突き合わせた接合部に回転した接合工具50の攪拌軸52を挿入し、被接合部材21,22に対してその接合部が連続する接合線20に沿って接合工具50を相対的に移動させ、発生する摩擦熱によって接合部を軟化させつつ攪拌混練して被接合部材同士を接合するものであって、被接合部材21,22に対し上下平らな帯状プレート10を接合線20に沿って重ね合わせ、回転させた接合工具の攪拌軸52を接合部に挿入し接合線に沿って相対的に移動させることにより、その接合部に発生する摩擦熱によって被接合部材21,22と帯状プレート10とを同時に軟化させつつ攪拌混練して接合させる摩擦攪拌接合方法。
(もっと読む)
アルミニウム構造体及びその製造方法
【課題】複数個のアルミニウム押出形材を接合して中空4角柱状の衝撃吸収構造体を製造する場合において、構造体のコーナー部に接合部がくる場合でも、摩擦攪拌接合の適用を可能にする。
【解決手段】アルミニウム押出形材61〜65を押出方向が互いに平行になるように並置し、片側のフランジ板66の端部同士を全体として略平面をなすように突き合わせ、突き合わせ部をそれぞれ摩擦攪拌接合し、その接合部69がいずれも外面側になるように曲げ加工して中空角柱状とする。さらにアルミニウム押出形材61,65のフランジ板66,67の端部同士を摩擦攪拌接合(接合部A,B)して衝撃吸収構造体を製造する。
(もっと読む)
摩擦接合方法およびパネル構造体
【課題】中空状の第1のパネルと中空状の第2のパネルとの摩擦接合によって、良好な接合が得られるようにする。
【解決手段】中空状の第1のパネル31と中空状の第2のパネル32とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士を突き合わせており、前記突き合わせた部分の前記パネルの外側に回転工具50,50aを配置し、摩擦接合を行う。
(もっと読む)
摩擦撹拌点接合用回転工具及びそれを用いた摩擦撹拌点接合方法
【課題】 プローブとショルダ部材との間の隙間等に入り込む材料の凝着によって惹起される問題を効果的に緩和乃至は回避して、摩擦撹拌点接合操作を円滑に繰返し行ない得るようにした摩擦撹拌点接合用回転工具を提供すること。
【解決手段】 複数の被接合金属部材を重ね合わせ、その重合せ部の一方の側から回転せしめられつつ差し込まれるロッド状のプローブ12と、該プローブの周りに外嵌されて同軸的に位置し、該一方の側の面に回転状態下に当接せしめられるショルダ面を有する円筒状のショルダ部材14とを備えた摩擦撹拌点接合用回転工具10にして、該プローブと該ショルダ部材とが別体に構成されて、別個に軸方向に移動可能とされた複動式構造とされていると共に、該ショルダ部材の内周面と該プローブの外周面との間の隙間が、先端側において狭小間隙22aとされている一方、基部側においては該狭小間隙よりも大なる隙間となる拡大間隙22bとした。
(もっと読む)
熱交換器の製造方法
【課題】製品及び工程の自由度を持たせることができる熱交換器の製造方法を提供する。
【解決手段】内部を第1流体が流れる複数のチューブ1と、このチューブ1の長手方向端部に配置されチューブ1の内部と連通するタンク3とを有するコア15と、このコア15を保持するサイドプレート4と、タンク3の内部と連通するモジュレータアッシィ5とを組み付けて炉中ろう付けを行う熱交換器の製造方法において、前記炉中ろう付け後に、摩擦攪拌接合により熱交換器構成部品である固定用のブラケット13を接合することとしたことにより、工程の自由度を向上させ、かつ、ろう材の使用を低減し、品質面に優れた製品を作成することができる。
(もっと読む)
超音波接合方法
【課題】 接合中に被接合物へ亀裂が生じることがなく、また、接合が施された被接合物に引張荷重や振動が加わったとしても亀裂や破断が生じることのない超音波接合方法を提供する。
【解決手段】 電極タブ210Aがアンビル110に接触し、かつ電極タブ210Aよりも硬い材料で形成された電極タブ210Bがホーンチップ150に接触するように、電極タブ210A,210Bをアンビル110とホーンチップ150とで挟み込んだ後、電極タブ210A,210Bをホーンチップ150で加圧および加振して、電極タブ210Aと電極タブ210Bとを接合する。
(もっと読む)
熱交換器およびその製造方法
【課題】材料費、エネルギー費を低減するとともに、品質の安定した熱交換器およびその製造方法を提供する。
【解決手段】内部を流体が流れるチューブ1と、このチューブ1の内部と連通してチューブ1の長手方向端部に設けられるタンク3とを有するコア15を備え、コア15の前記構成部品のうち、少なくとも一つの構成部品の形成に摩擦攪拌接合を用いた構成としたので、コア15の構成部品を形成するときに摩擦攪拌接合を用いることにより、材料の使用量およびエネルギー使用量を低減しコスト面、品質面に優れた熱交換器およびその製造方法が得られる。
(もっと読む)
481 - 500 / 630
[ Back to top ]