
Fターム[4E067AA05]の内容
Fターム[4E067AA05]に分類される特許
561 - 580 / 630
リンクロッドの製法
【目的】摩擦撹拌接合の信頼性を高めて生産効率よくリンクロッドを製造する。
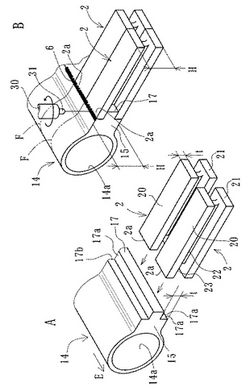
【構成】リング部と取付突条15を有するブラケット用素材14をブラケット複数個分の長さに押出成形し、取付突条15の先端側を上下に段部7a,7aが形成された嵌合突部17とする。アーム部2は平行する一対の第1の面20,第2の面21とこれらを直交して連結する第3の面22を有する略I字状断面に押し出して定尺カットしたものであり、第3の面22の端部に切り欠き部23を形成する。この切り欠き部23に嵌合突部17を嵌合すると、アーム部2の端部2aにおける第1の面20及び第2の面21の各端部が段部7a,7aへ重なり立壁部17bへ突き合わさる。この突き合わせ部6の近傍部表面は面一の工具移動面になり、内側は嵌合突部17により変形しないように支持されるので、突き合わせ部6に沿って摩擦撹拌接合できる。
(もっと読む)
第1の部材の第1の部分を軟化するための予熱工程を用いて第1の金属部品および第2の金属部品を固定するための磁気パルス溶接作業を行う方法
第1の金属部品(10)および第2の金属部品(20)を互いに固定するために磁気パルス溶接作業を行う方法では、第1の部分(11)に隣接する第1の金属部品の第2の部分について実質的にその温度を高め軟化させることなく、初めに第1の金属部品の第1の部分(11)の温度を高めてこれを軟化することが必要である。次いで、第1の金属部品(10)の第1の部分(11)が空間が介在する第2の金属部品(20)の一部分に対して軸方向に重なり合う形で配置される。インダクタ(40)が第1の金属部品(20)および第2の金属部品(20)の軸方向に重なり合う部分に対して設けられる。インダクタ(40)が通電されて、第1の金属部品(10)の第1の部分(11)を第2の金属部品(20)の上記部分と係合状態に変形させ、それによって第1の金属部品(10)および第2の金属部品(20)を互いに固定するようにする。 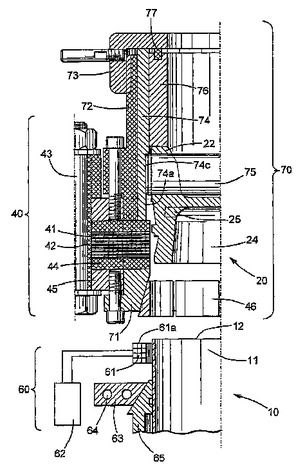 (もっと読む)
(もっと読む)
摩擦点接合方法及びそれによって得られた構造体

【課題】 本発明は、異種材からなる第1金属部材と第2金属部材とを重ね合わせて回転子を回転させながら押圧することにより摩擦点接合を行う方法及びその方法で得られる構造体において、凹部を有する第1金属部材と第2金属部材との接合部が回転子の摩擦熱による残留応力の影響で接合後に剥離すること、或いは接合力が低下することを確実に回避し、第1金属部材の凹部内の複数の箇所に摩擦点接合を行っても両金属部材の剥離、或いは接合力の低下の問題が発生しない摩擦点接合方法及びその方法で得られる構造体を提供することを課題とする。
【解決手段】 ヒンジリインフォースメント4の凹部6内に、摩擦点接合の2点の接合領域8,8′を設け、該接合領域8,8′の中間部に孔9を設ける。
(もっと読む)
冷間圧接封止法および装置
冷間圧接法、ジョイント構造、および気密封止された封じ込め装置が提供される。この方法は、第1の金属を含む第1の接合面を含む少なくとも1つの第1のジョイント構造を有する第1の基材を提供すること、第2の金属を含む第2の接合面を含む少なくとも1つの第2のジョイント構造を有する第2の基材を提供すること、および前記接合面を、1つまたは複数の界面で、前記接合面の前記第1の金属と前記第2の金属の間に金属−金属結合を形成するのに有効な量だけ、局所的に変形させ、剪断するために、前記少なくとも1つの第1のジョイント構造と前記少なくとも1つの第2のジョイント構造とを合わせて圧縮することを含む。接合面のオーバラップ部分は、表面汚染物を置換し、接合面間の密接を入熱なしに促進するのに有効である。気密封止された装置は、薬物製剤、バイオセンサまたはMEMS装置を含むことができる。 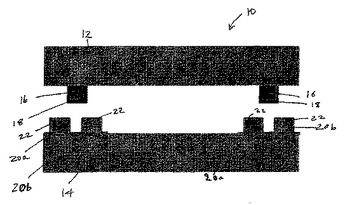 (もっと読む)
(もっと読む)
肉盛り装置
【課題】塑性流動接合の原理を利用して、円筒材の内面や、被加工材に形成された円形孔の内面など、軸線方向に断面円形の被加工孔の内面に肉盛り加工を施す。
【解決手段】先端にスターロッド11を設けた回転ツール1を被加工孔の一側から挿入する。先端に肉盛り材3を他側から挿入して対向配置して、両先端を突き合わせ、スターロッド11と肉盛り材3との間に相対的な回転運動を加えながら回転ツール1を前進させる。これにより肉盛り材3の先端面は摩擦熱によって昇温し、いわゆる、塑性流動現象を生じる。塑性流動した肉盛り材3bは、被加工材Wの内面とスターロッド11の外周面とによって形成される空間内に侵入して充填する。回転ツール1が前進するに伴って押圧ツール2は後退し、被加工孔の内面に肉盛り層3cを順次形成する。
(もっと読む)
オフセットリンク及びその製法
【目的】オフセットリンクを押し出し材を用い、かつ塑性加工をせずに形成する。
【構成】アーム部2の長手方向両端にブラケット4を互いにオフセットさせて結合するオフセットリンクを製造する。予め複数個分のブラケットを形成するためのブラケット用素材14を押出成形して対向配置し、その間に長手方向両端2a及び2bを斜めにカットしたアーム部2を斜めにして複数本横並びに配置し、左右の取付突部15と両端2a及び2bを突き合わせて結合し、その後ブラケット用素材14ブラケット4の幅でカットする。
(もっと読む)
リンク及びその製法
【目的】摩擦撹拌結合によりリンクを製造するに際して接合強度に影響しないように引き抜き穴を形成する。
【構成】ブラケット4の取付突部5に張り出し部7と結合凹部13を設け、この結合凹部13内にアーム部2の端部2aを嵌合する。結合凹部13内における端部2aと取付突部5の突き合わせ部の延長上にて、一方の張り出し部7を開始点15として摩擦撹拌接合し、他方の張り出し部7を終止点とし、ここで回転工具を引き抜くことにより、引き抜き穴16を形成する。
張り出し部7は開始点15と引き抜き穴16を突き合わせ部6の外方に位置させることにより、引き抜き穴16を起点とする接合強度の低下を防ぐ。また、張り出し部7自体が接合強度アップに貢献する。アーム部2は略I字状断面をなす押し出し部材を定尺カットしたものである。
(もっと読む)
リンクの製法
【目的】生産性の高いリンクの製法を提供する。
【構成】一方のブッシュ取付用ブラケット5と取付突部6を設けた第1の部分2と、他方のブッシュ取付用ブラケット11とアーム部12を一体に設けた第2の部分3とに分割し、これらの形状を押し出し断面とする押し出し素材20及び30をそれぞれ別々に複数個分の長さを有する長尺状に押出成形し、それぞれを1個分の幅づつカットする。その後、それぞれのブッシュ取付用ブラケットにゴムブッシュ7及び13を加硫接着後、第1の部分2と第2の部分3の中心軸線C1と中心軸線C2を90°ずらせて取付突部6と接合用端部18を面一に突き合わせて表面を面一の工具移動面とし、この工具移動面上を突き合わせ部分に沿って摩擦撹拌接合してリンク1とする。
(もっと読む)
摩擦点接合方法
【課題】 3枚の金属製の板状部材を摩擦点接合により接合する際に、接合強度を確保するとともに、摩擦熱の発熱量を抑制し、上記板状部材の接合部周りの熱歪み変形を抑制することができる摩擦点接合方法を提供する。
【解決手段】 ピン部とショルダ部とを備えた回転ツールと、受け面に突部を備えた受け具とを用意し、接合部に貫通孔が設けられた第1板状部材を中間にして第2及び第3板状部材を重ね合わせ、回転ツールを回転させながら前記第2板状部材側から押し込み、前記ピン部を前記貫通孔に挿入し、前記第2板状部材を軟化せしめて前記貫通孔内に塑性流動させて充填し、前記第2板状部材と前記第3板状部材とを接合するとともに、前記受け具の突部で前記第3及び第1板状部材の前記貫通孔の周りに位置する部分を前記第2板状部材側に盛り上げることにより3枚の板状部材を接合する。
(もっと読む)
摩擦接合装置
【課題】異種の金属材料同士の接合を安定して行なうことのできる摩擦接合装置を提供すること。
【解決手段】 回転ツール4を下降させてアルミニウム材W1に当接させ、回転ツールのピン部4bと受け具5とにより金属材料であるアルミニウム材W1と鋼材W2とが把持された状態で、回転ツール4の押圧力をN1に、回転数をP1に維持する。同時に、加熱風をアルミニウム材W1に対して吹き付け、接合部分の温度上昇を促進させる。加熱風は、熱電対30で計測した温度がT1になるまで連続的に吹き付ける。次に、回転開始から所定時間後に回転ツール4の押圧力をN2まで増加させ、回転数をP2まで低下させ、比較的ゆっくりした回転で、大きく塑性流動を生じさせる。更に温度上昇を抑制するため、冷却風をアルミニウム材W1に吹き付ける。
(もっと読む)
円形内面の接合層形成方法
【課題】焼付きの問題を起すことなく良好に機能材料をコーティングすることができる円形内面へのコーティング方法を提供する。
【解決手段】外側構造体10の円形内面12に予めパイプ状となした機能材料を内側パイプ26として嵌合状態に挿入しておき、内側パイプ26の軸方向端面に対して、円盤状の回転加圧部16を有する回転加圧工具14のテーパ面18を回転させつつ加圧下に押し付けて内側パイプ26を摩擦発熱により加熱軟化させ、更に回転加圧部16を回転させつつ軸方向に進行させて、内側パイプ26を軸方向及び半径方向外側に塑性流動させ、円形内面12に接合層28を形成及び接合する。
(もっと読む)
摩擦点接合装置
【課題】 複数の被接合材を摩擦点接合により接合する際に、回転ツールの被接合材への押し込み量のばらつきを抑制し、接合品質をより安定化させることができる摩擦点接合装置を提供する。
【解決手段】 複数の被接合材を重ね合わせ、回転ツールを回転させながら前記回転ツールの先端部を前記被接合材の一方向側から押し込み、この回転ツールの押し込みによって発生した摩擦熱で前記被接合材を軟化せしめて塑性流動させることにより、前記複数の被接合材を接合する摩擦点接合装置が、前記回転ツールと同軸状に回動可能に配置され、且つ、前記回転ツールの軸方向に固定され、前記回転ツールの先端部を前記被接合材に押し込む際に、それらの接合部近傍の被接合材表面に当接して前記回転ツールの先端部の前記被接合材への押し込み量を規制する規制部材、を備えたことを特徴とする。
(もっと読む)
摩擦接合方法および摩擦接合装置
【課題】 特別な治具を用いることなく、間隙のある複数の被接合材を十分な強度で接合させること。
【解決手段】 非回転状態の回転ツール4によって被接合材W1を押圧し、間隙をつぶす(402)。そして、その後、回転状態の回転ツール4の先端部を被接合材W1に押圧し、回転ツール4の回転による摩擦熱で被接合材W1を軟化し、塑性流動させて重ねられた被接合材W1及び被接合材W2を点接合する(403または405)。
(もっと読む)
エナメル線の導電結合のための方法
本発明は絶縁塗料を備えた少なくとも2本のエナメル線よりなる電線の導電結合のための方法に関する。導電性結合部材を間に置かず、塗料をあらかじめ除去せずに、エナメル線を相互に結合することができるように、エナメル線の結合区域を導電性材料で少なくとも区域的に包囲し、続いて超音波の作用により絶縁塗料を剥離すると同時に電線と材料を摩擦結合することを提案する。  (もっと読む)
(もっと読む)
摩擦接合装置の回転ツール
【課題】異種の金属板同士の接合を安定して行なうことのできる回転ツールを提供すること。
【解決手段】第1金属板W1と、第1金属板より融点の高い第2金属板W2とを重ね、第1金属板W1側から点接合するための摩擦接合装置に用いられる回転ツール4において、先端面4dが凹状に形成された略円柱状の本体部4aと、本体部4aの先端面中央に設けられ、本体部4aよりも小径の略円柱状のピン部4bと、を備え、本体部4aの先端外縁4cが形成する面から突出するピン部4bの長さA及び先端面4dの形状を、第1金属板W1の厚みに応じて設定した。
(もっと読む)
多層金属接合ブロックの製造方法及び該製造方法により製造された装飾部材
【課題】 所定の強度を有する金属接合が簡単な構成で容易に行える多層金属接合ブロックの製造方法及び該製造方法により製造された装飾部材を提供する。
【解決手段】 複数種類の金属板1、2を複数段積層し、該金属板1、2の重ね方向の金属板同士の間の密着性を確保するため常温において前記積層された金属板1、2の上端面及び下端面間を固定治具10で固定し、該金属板1、2の各接触部位間で金属原子の拡散の生ずる所定温度にまで加熱し、所定時間該加熱状態を継続させることで、各々の金属板間をロウ材等の接着のための物質を用いることなく接合させることを特徴とする。
(もっと読む)
摩擦点接合方法
【課題】 異種金属でなる金属板材どうしを摩擦点接合法にて接合するに際して、比較的簡単な構成で、融点が低い方の金属板材への回転工具の押し込み深さを確保し、且つ、当該金属板材に貫通孔があけられしまうことを防止できるようにする。
【解決手段】 先端にピン部13を有する回転工具10を用いて異種金属板どうしを摩擦点接合するに際して、鋼板Sを受承する受承面21にピン部13の先端よりも外径寸法が大きい凹部22を備えた受け具20でアルミニウム合金板を重ね合わせた鋼板を受けると共に、回転工具を回転させながらアルミニウム合金板側から押し込むことにより、鋼板の前記凹部に対応する部分を当該凹部側に変位させた状態で、発生した摩擦熱でアルミニウム合金板を軟化せしめて塑性流動させ、鋼板とアルミニウム合金板とを接合することで、押し込まれたピン部に対応した凹部Scが鋼板に形成されることを特徴とする。
(もっと読む)
金属発泡体の製造方法
【課題】 厚さ方向の熱伝導率が低く断熱性が改良されている金属発泡体を得ることができる金属発泡体の製造方法を提供する。
【解決手段】 超塑性金属からなる複数の金属板と、粉末状の発泡剤とを準備し、複数の金属板の間に発泡剤を挟む工程、発泡剤を挟んだ複数の金属板を圧延し、複数の金属板を相互に接合して、プリフォームを得る工程、及び、プリフォームを超塑性金属の超塑性温度で加熱して発泡剤を分解し、発泡させる工程を含む、金属発泡体の製造方法。
(もっと読む)
摩擦撹拌接合方法
【課題】
本発明は、回転子及びプローブの移動方向と回転方向を必要に応じ両者共に特定して設定し、摩擦撹拌接合を施工することにより信頼性の高い摩擦撹拌接合方法を提供することを課題とする。
【解決手段】
そのために、本発明の摩擦撹拌接合方法は、二枚の部材を重ね合わせ、摩擦撹拌接合工具の回転するプローブを挿入し、前記二枚の部材と前記プローブとの接触部を摩擦熱にて軟化させ撹拌して前記二枚の部材を接合する摩擦撹拌接合方法において、前記摩擦撹拌接合工具の移動方向に対し、左右いずれの側がより確実な接合を要するかを決めて、前記プローブの回転方向を設定することを特徴とする。
(もっと読む)
摩擦撹拌接合方法及び装置
【課題】
本発明は、摩擦撹拌接合に要する動力を少なくすると共に、適正な大きさの摩擦撹拌接合工具を使用できる摩擦撹拌接合方法及び装置を提供することを課題とする。
【解決手段】
そのため、本発明の摩擦撹拌接合方法は、金属部材を重ね合わせ、摩擦撹拌接合工具の回転するプローブを挿入し、プローブとの接触部を摩擦熱にて軟化させ撹拌して金属部材を接合する摩擦撹拌接合方法において、前記プローブの近傍を加熱手段により加熱するようにしたことを特徴とする。
(もっと読む)
561 - 580 / 630
[ Back to top ]