
Fターム[4E067AA05]の内容
Fターム[4E067AA05]に分類される特許
581 - 600 / 630
ダブルスキン形材の摩擦撹拌接合方法

【課題】 ダブルスキン形材を摩擦撹拌接合操作にて突き合わせ接合するに際して、中空部内面側における未接合部乃至はキッシングボンドの発生を有利に防止すると共に、バリの発生をも効果的に抑制して、健全な接合部を形成し得る、ダブルスキン形材の摩擦撹拌接合方法を提供すること。
【解決手段】 互いに対向する面板22,24を有するダブルスキン構造の中空形材20a,20bを、各面板22,24の端面同士において突き合わせて、突合せ部28,30を形成せしめた後、互いに対向する第一及び第二のショルダ面12,14とプローブ16とが、同軸的に且つ一体回転可能に配されてなる摩擦撹拌接合工具18を用いて、所定の条件を満たすように、摩擦撹拌接合操作を実施するように構成した。
(もっと読む)
曲面構造体の製作方法

【課題】曲面構造体の製作方法に関し鉄道車両等の比較的大きな曲面構造体を安価に高精度で製作する曲面構造体の製作方法を提供する。
【解決手段】隣接する小ブロック50A,50Cのリブ55,55同士をそれらの端面で突き合わせ、リブ55,55をそれらに形成されている孔hに締め付け金具(ボルト61及びナット62)を通して入れて締め付けることで結合し、面板51,51の外面の位置合わせを行う。リブ55,55同士をその直下又は直近で第1支持台であるジャッキ台71で支持する。小ブロック50A,50Cの突き合わされたリブとは反対側のリブ55,55を第2支持台72,72に載せ、当該リブ55,55に形成されている孔h,hに入れられた押さえ金具74,74で押さえた状態で第2支持台72,72に支持する。小ブロック50A,50Cの面板51,51は正確に位置合わせされ、その状態で外面51,51の境界線部分を摩擦攪拌接合する。
(もっと読む)
金属板の板継ぎ方法
【課題】 金属板を、その板厚や導電率に拘わらず、より十分な連結強度をもって連結し得る手法と装置とを提供する。
【解決手段】 コイル22から取り出される第一の金属板20aの始端部位27と、それに先立って連続的に走行せしめられる第二の金属板20bの終端部位26とを、それらの長さ方向に所定距離を隔てて離間位置せしめる一方、それら各金属板20a,20bの始端部位27及び終端部位26に対して、板厚が3mm以下か又は導電率が20%IACS以上の継ぎ板28を、その長さ方向両端部において、所定の隙間44a,44bを介してそれぞれ重ね合わせた後、それらの重合せ部分に対して、圧接用コイル34を用いた電磁圧接操作を行うことにより、該第一の金属板20aの始端部位27と該第二の金属板20bの終端部位26とを、継ぎ板28を介して相互に連結するようにした。
(もっと読む)
プレス成形用ブランク材の製造方法並びにそれによって得られるプレス成形用ブランク材
【課題】 複数の金属板が一体接合されてなるプレス成形用ブランク材を、優れた接合品質、生産性、及びプレス成形性をもって、より低コストに製造可能な技術を提供する。
【解決手段】 複数の金属板12,14のうちの一つの金属板12の一方の面側のみに、それらのうちの他の金属板14を位置せしめた状態で、複数の金属板12,14のそれぞれの被接合部位48,50を、互いに接触させて又は所定の間隙を介して重ね合わせる一方、該一つの金属板12の他方の面側のみに、圧接用コイル18を対応位置せしめた後、該圧接用コイル18に瞬間大電流を流すことにより、該複数の金属板12,14を、該被接合部位48,50同士において瞬間的に相互に圧接せしめて、一体化するように構成した。
(もっと読む)
アルミニウム合金物品を形成するための方法、およびアルミニウム合金物品の延性を向上させるための方法
【課題】固相接合を行ったアルミニウム合金の強度および延性を回復する方法を提供する。
【解決手段】固相接合60を行った後に溶体化熱処理温度よりも低い温度で焼鈍70を行い、空冷する80。その後溶体化処理および時効処理を行い90、最終製品としての加工100を行う。
(もっと読む)
接合方法および装置
【課題】エネルギー波により金属接合部の接合面を洗浄した被接合物同士を接合するに際し、金属接合部に高さのばらつきが存在する場合にあっても、全金属接合部同士を良好にかつ容易に接合できるようにした接合方法および装置を提供する。
【解決手段】基材の表面に金属接合部を有する被接合物同士を接合するに際し、両被接合物の前記金属接合部の表面をエネルギー波により洗浄した後金属接合部同士を接合する方法であって、少なくとも一方の被接合物を弾性材を介して加圧することにより接合することを特徴とする接合方法、および接合装置。
(もっと読む)
アルミニウム及びアルミニウム合金のスパイラル管及びその製造方法並びに摩擦攪拌接合方法及びその構造体
【課題】 アルミニウム及びアルミニウム合金の高品質・高能率製造のスパイラル管の提供及びその製造方法を確立し、並びに摩擦攪拌接合方法における被接合材裏面の未接合部分の発生を防止し、かつ、かかる裏面を外観視できる化粧面とする。
【解決手段】 帯材を円形のスパイラル状に成形する成形手段と、当該成形体(4)の突合箇所の内周面にピン(5)とピンの周囲に凹面(8)を有するショルダ−(6)からなる回転工具(7)を配備し、当該工具を回転させながらピンを後退角(θ)をもってショルダ−の部分が当該突合箇所に食い込むまで挿入し、当該成形体の突合箇所の外周面に裏当て材の役割を兼ね備えた回転ロ−ラ−(10)によって、ばりを生じさせながら裏ビ−ドを成形する摩擦攪拌接合手段と、の連続工程によって製造されたことを特徴とする。
(もっと読む)
超音波接合物の製造方法
【課題】 精度良く気密接合が行える超音波接合による超音波接合物の製造方法を提供する。
【解決手段】 超音波接合時に、パイプ3のフランジ部3aとパイプ接続部4のフランジ部4aとの接合面における接合面積をS、該接合面で消費されるトータルのエネルギーをEtとした場合に、トータルのエネルギーEtを接合面積Sで割った値として定義されるエネルギー密度Eが、フランジ部3aとフランジ部4aとの接合面での面圧Pに対して、26.69e-0.3708P<E<240.9e-0.1445Pの関係を満たすように超音波接合を行う。好ましくは、エネルギー密度Eが、第1の部材と第2の部材との接合面での面圧をPに対して、133.45e-0.3708P<E<240.9e-0.1445Pの関係を満たすように超音波接合を行う。
(もっと読む)
チタンクラッド組成物の火炎を阻止し予防するための方法および構造
初期発火に耐性を有し、さらに、一度発火し始めたら、反応性金属の燃焼を阻止する改善された能力を有する、チタンまたはジルコニウムのような反応性金属部材を接合させた金属基材を含む、化学的腐食と発火の両方に対して耐性を有する複合クラッド構造およびその製造方法である。複合材の構造は、構造的な基層(例えば炭素、低合金またはステンレス鋼);該構造的な基層にクラッドされた、高い熱伝導率を有する金属(例えば銅、アルミニウム、銀およびそれらの合金)の中間層;および該中間層にクラッドされた、チタン、ジルコニウムおよびそれらの合金からなる群より選択される耐食性の反応性金属層を含む。 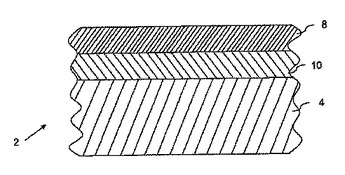 (もっと読む)
(もっと読む)
摩擦攪拌接合構造および摩擦攪拌接合方法
【課題】摩擦攪拌接合にて接合するプロペラシャフトの軸管とヨークを未攪拌領域が形成されないように接合する。
【解決手段】軸管3の左端面3aとヨーク円筒部7の端面7aを突き合わせた突き合わせ部15を摩擦攪拌することによって軸管3とヨーク4を接合する摩擦攪拌接合方法において、突き合わせ部15をC方向に回転させると共に、攪拌用ピン12にて攪拌開始点18から少なくとも前記元の攪拌開始点18まで摩擦攪拌する。
(もっと読む)
アルミニウム粉末合金の接合方法
急冷凝固法で得たアルミニウム合金粉末の加圧焼結体を摩擦攪拌接合法により接合する。加圧焼結体としては、セラミックス粒子を分散させた複合焼結体でもよい。被接合部材間あるいは被接合部上に接合する部材と同種のセラミックス粒子を含有する接合補助材を扶持または載置した状態で摩擦攪拌接合してもよい。接合部は溶融されることなく接合されるので、ブローホールの発生や組織が粗大化することがなく、アルミニウム粉末合金の本来の特性を維持したまま接合される。 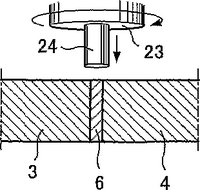 (もっと読む)
(もっと読む)
中空状被接合材の摩擦攪拌接合方法
【課題】 接合欠陥が生じることのない中空状被接合材の摩擦攪拌接合方法を提供する。
【解決手段】 2つの中空状被接合材1、2の開口端部どうしを突き合わせ、両被接合材1、2の突き合わせ端部を内側から支持する環状の支持部材3を両被接合材1、2に跨るように配置した状態で、両被接合材1、2を摩擦攪拌接合する方法である。支持部材3の外周面における軸方向の中間部に環状外方突出部4を全周にわたって設ける。支持部材3の環状外方突出部4の両側にそれぞれ被接合材1、2の端部内に嵌め入れられかつ被接合材1、2を内側から支持する支持部5、6を設ける。支持部材3の両支持部5、6を両被接合材1、2内に嵌め入れて両被接合材1、2の端面を環状外方突出部4に当接させ、この状態で両被接合材1、2の突き合わせ端部および支持部材3を外周側から摩擦攪拌接合する。
(もっと読む)
摩擦点接合方法およびその装置
【課題】 本発明は、異種材からなる第1金属部材と第2金属部材とを重ね合わせて回転子を回転させながら押圧することにより摩擦点接合を行う方法及びその装置において、第2金属部材が外部に露出することを確実に回避し、よって、異種金属同士の接合であっても電気腐食の問題が発生しない摩擦点接合を行う方法及びその装置を提供することを課題とする。
【解決手段】 回転子2を回転させながら接合中心線Xに沿ってアルミニウム合金板W1に進入させ、ショルダー部2bが該アルミニウム合金板W1に接触するとき、ピン部材21を回転子2の内部に後退させる。
(もっと読む)
爆発圧着方法及びクラッド材
【課題】衝突点移動速度を一定に保ったまま合せ材に作用する爆薬の爆発エネルギーを自在に調整できる爆発圧着方法、また該方法により製作された爆発圧着クラッド材を提供する。
【解決手段】爆薬5の爆発エネルギーを用いて合せ材2と母材4を接合させる爆発圧着方法において、爆薬5を合せ材2と1mm〜100mmの間隔を設けて配置したことを特徴とする爆発圧着方法。
(もっと読む)
導電部品用クラッド材およびその製造方法
【課題】 導電性、溶接性に優れ、しかも良好なプレス成形性を備えた導電部品用クラッド材およびその製造方法を提供する。
【解決手段】 本発明のクラッド材は、Cを0.006〜0.045mass%含み、残部実質的にNiからなるNi−C合金で形成されたニッケル合金層2と、純AlあるいはAlを主成分とするAl基合金で形成されたアルミニウム層3とが接合されたものである。前記ニッケル合金層2は、平均硬さがHv120以下とされ、前記アルミニウム層とニッケル合金層との間に形成される金属間化合物層は平均厚さが6.0μm 以下とされる。前記アルミニウム層3の厚さはクラッド材の全体厚さの15〜95%程度にすることが好ましい。前記クラッド材は、ニッケル合金層とアルミニウム層とを圧接した後、450〜580℃の比較的低温で焼鈍することによって容易に製造することができる。
(もっと読む)
金属材の接合方法
【課題】 回転ツールを用いた金属材の接合方法において、回転ツールの磨耗を低減することができる接合方法を提供する。
【解決手段】 接合する2つの複合材料1、1’の接合部2に、棒状の回転ツール10の先端に設けられたピンを挿入し、これを接合部2の長手方向に沿って回転させつつ移動させることにより接合する。回転ツール10は、幅広のショルダー12とその先端にあり金属材内に挿入される細いピン11から構成されている。ピン11は直円柱形である。ピン11の側面は滑らかな曲面であり、ネジ溝は設けられていない。接合部2における回転ツール10との接触部位3は、回転ツール10との摩擦により固液共存状態となっている。これにより、回転ツールの磨耗を低減することができる。
(もっと読む)
ピストンの製造方法及び摩擦圧接構造
【課題】 ピストンと補強部材との接合強度が確保されるピストンの製造方法及び摩擦圧接構造を提供する。
【解決手段】 クランプブッシュ5の内周面6に環状の溝部7を形成して、該溝部7含んで形成される第1の被充填部17に母材間の流動材料が充填されて、当該母材間の流動材料の流動が制限される。これにより、バリの発生が抑制されて、母材間に作用させる推力を高めて当該母材間の圧接圧力を増大させることが可能になり、これにより母材間の接合部の組織が緻密になり、当該母材間の接合強度が確保される。
(もっと読む)
異種金属の接合方法および装置
【課題】 接合に際し、ミクロン未満、例えば数ナノオーダーの厚さの薄い金属間化合物層を生成する。
【解決手段】 固相状態での接合に金属間化合物層の形成を要する異種金属ワークを接合する異種金属の接合装置は、接合すべき異種金属ワークW1、W2が入れられる真空容器11と、真空容器11内の一方のワークW2の接合面に金属間化合物層を形成するようにクラスターを照射するクラスター源15と、金属間化合物層を形成したワークW2と他方のワークW1を加圧および加熱する加圧・加熱手段とを備えている。
(もっと読む)
異種金属材結合装置と異種金属材結合方法および金属部品
【課題】本発明は、金属母材表面の金属結合層を形成する装置、金属母材表面の金属結合層を形成する方法および金属結合層を形成した金属部品に関するものである。
【解決手段】金属母材を載置するための基台と、前記基台をリニア駆動により水平方向に反復運動させる加振機構部と、前記金属母材の表面上に主成分が金属である結合材料を供給する機構を持つ圧接加工工具と、前記圧接加工工具を保持し、圧力を加えるヘッド部とを具備したことを特徴とする異種金属材結合装置を用いて金属結合層を形成する。
(もっと読む)
摩擦撹拌接合方法
【課題】摩擦撹拌接合された円筒体と円盤体との接合強度を確保するとともに、摩擦撹拌接合用工具への負荷を低減する。
【解決手段】リムの軸線L1と、摩擦撹拌接合用工具30の軸線L2とを離間させて時計回りに回転するプローブ34をリム12に埋没させる。この際、第1肩部36の埋没量をリム12の肉厚T1の1/2〜3/2とする一方、第1肩部38の埋没量をリム12の肉厚T1の1/2以内とすることが好ましい。この状態で、第1肩部36を先頭として摩擦撹拌接合用工具30がリム12の外周壁に沿って相対的に周回移動させるべく、リム12を反時計回り(矢印X方向)に回転させる。
(もっと読む)
581 - 600 / 630
[ Back to top ]