
Fターム[4E067CA05]の内容
Fターム[4E067CA05]に分類される特許
1 - 20 / 59
レールの加熱圧接方法及び装置
【課題】接合すべきレール同士をクランプすると共に、接合部位をガスバーナーで加熱しながら一方側から加圧して圧接を行うレールガス圧接機において、目標圧接量が正確に得られるようにする。
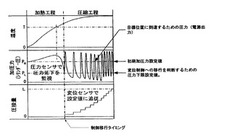
【解決手段】レール同士の接合部位を加熱しながら圧接するレールの加熱圧接方法において、加熱により前記接合部位の塑性変形が始まる迄は、該接合部位に加わる圧接力が目標値となるように圧力制御を行い、加熱により前記接合部位の塑性変形が始まった後は、該接合部位の圧接量が目標値となるように変位制御を行う。
(もっと読む)
超音波接合方法、超音波接合装置、及び電池用電極の製造方法

【課題】搬送装置にて順次搬送される接合対象とされるワークに対してその搬送方向の全域に亘る安定した超音波接合を実現することのできる超音波接合方法、及び超音波接合装置、及び該超音波接合装置を用いた電池用電極の製造方法を提供する。
【解決手段】接合対象とする電極板としての三次元金属多孔体81の帯状体とリード82としての導電体の帯状体とを搬送装置であるスポンジベルトSBにて同一方向に搬送するとともに、アンビル60と超音波ホーン50とにより加圧しつつこれら三次元金属多孔体81及びリード82を超音波接合する。そして、スポンジベルトSBによる三次元金属多孔体81及びリード82の搬送速度の変化に応じて、超音波接合に用いられる接合エネルギ、すなわちアンビル60に付与する圧力や超音波ホーン50に付与する超音波出力等を可変とする。
(もっと読む)
摩擦攪拌接合装置及びその接合方法
【課題】接合ツールを備えて被接合物の摩擦攪拌接合を行う摩擦攪拌接合装置及びその管理方法であって、接合加工中に接合ツールの温度を監視できるものを提供する。
【解決手段】摩擦攪拌接合装置1において、接合ツール4が回転しながら移動して被接合物2の被接合部3を押圧する接合時に、被接合部3の接合ツール4と反対側に当接して被接合物2を支持する裏当て部材21に被検出点を設ける。さらに、この被検出点の温度を検出する熱電対34及び温度測定器35(温度検出手段)と、予め設定された接合ツール4の温度と裏当て部材21の温度との相関関係とに基づいて、検出された被検出点の温度から推定された接合ツール4の温度を算出して記録する記録手段と、推定された接合ツール4の温度に基づいて、接合ツール4が過熱されないように所定の処置を実行する制御手段とを、摩擦攪拌接合装置1に備える。
(もっと読む)
ばね加圧式接合装置
【課題】装置全体の小型化、設置占有面積の減少を可能にし、加圧力の増大に適し、またアクチュエータの構造を簡単にしてそのシール交換などのメンテナンス性を向上させ、汎用アクチュエータの使用も可能にする。
【解決手段】基台部50に対して昇降自在に保持した接合ヘッドを、加圧力設定用ばねを介して下向きに加圧するばね加圧式接合装置において、接合ヘッドの昇降用アクチュエータ60の下方に加圧力設定用ばね78を配設し、昇降用アクチュエータ60の加圧出力が加圧力設定用ばね78を介して接合ヘッドを加圧する。
(もっと読む)
超音波接合検査装置および方法
【課題】亀裂の発生を高精度で予測できる超音波接合検査装置および方法を提供する。
【解決手段】振動するホーン112をワークWに押付けて超音波接合する超音波接合装置100の内部データを用いて、あらかじめ、複数のワーク試料に対して、特徴的数値を算出し、当該複数のワーク試料に対して算出された前記特徴的数値と、対応する複数のワーク試料の変形量とから、これらの関係を示す特徴的数値−変形量関係式を取得する。前記ワーク試料とは別のワークに対し、前記超音波接合装置の内部データから前記特徴的数値を算出し、前記取得された特徴的数値−変形量関係式に基づいて前記ワークの変形量の推定値を算出し、この変形量の推定値に基づいて超音波接合された前記ワークの亀裂発生の可能性を予測する。
(もっと読む)
摩擦圧接方法
【課題】安定したヒーリング加圧とアプセット加圧を得ることができ、ワーク間の位相合せも容易な摩擦圧接方法の提供を目的とする。
【解決手段】2つのワークW1,W2を摩擦圧接する方法であって、一方のワークW1を回転駆動制御された主軸Lにチャッキングし、他方のワークW2を相互の接合面が対向するように他の対向主軸R又はクランプ装置Rにチャッキングし、主軸Lを回転することでワークW1の接合面をワークW2の接合面に摩擦発熱接触させながら回転させ、対向する主軸R又はクランプ装置RをZ軸方向のヒーリング加圧目標座標まで到達するように移動制御するステップと、次に前記主軸R又はクランプ装置Rをアプセット加圧目標座標まで到達するように移動制御するステップとを有することを特徴とする。
(もっと読む)
加圧式超音波振動接合方法および加圧式超音波振動接合装置
【課題】本発明は、薄厚の基体に対してリード線を接合する際に加圧式超音波振動接合を利用したとしても、接合力バラツキを抑制し、接合力の低下を防止し、さらに結合までの時間を短時間とすることができる、加圧式超音波振動接合方法および加圧式超音波振動接合装置を提供する。
【解決手段】本発明に係る加圧式超音波振動接合方法では、薄厚の基体11を所定のテーブル10に設置する。次に、基体11上に、導電性のリード線12を配置させる。次に、所定テーブル10側に圧力を加えながらリード線12上に超音波振動を印加することにより、基体11にリード線12を接合する(加圧式超音波振動接合)。ここで、本発明に係る当該加圧式超音波振動接合の際には、リード線12に対する圧力を少なくとも2段階で増加させる。
(もっと読む)
摩擦圧接方法
【課題】中空部を備えた製品の摩擦圧接方法及び接合部の品質向上に好適な摩擦圧接方法の提供を目的とする。
【解決手段】主軸モーターにて回転駆動制御し、少なくとも一方は、送りサーボモーターにてZ軸方向送り量を制御した回転チャックを左右に対向配置し、左右の回転チャックの間に少なくとも一台の刃物台を有し、一方の回転チャックにワークW1をチャック固定し、他方の回転チャックにワークW2をチャック固定し、刃物台に取り付けたツールにてワークW1とW2とのうち、少なくとも一方のワークに端面凹部内径加工を施した後に、ワークW1とW2とを摩擦圧接することを特徴とする。
(もっと読む)
摩擦撹拌接合の初期荷重制御方法
【課題】サイクルタイムを増加させることなく始端部に生じる欠陥を確実に抑制することができる摩擦撹拌接合の初期荷重制御方法を提供する。
【解決手段】摩擦撹拌接合の初期荷重制御方法は、以下の手順で行われる。先ず、ショルダとショルダから突出するピンとを有するツールを回転させた状態で接合対象物に対して保持位置まで挿入する(S2)。その後、接合対象物に挿入されたツールの挿入位置(保持位置)において、ツールを回転した状態で所定期間保持する(S3)。そして、所定期間保持後に、ツールをピン38の突出方向に狙い挿入位置まで移動させる(S4)。その後、狙い挿入位置まで移動したツールと接合対象物とを相対的に移動させる(S5)。なお、保持位置及び狙い挿入位置は、接合対象物の材質に基づいて決められる。
(もっと読む)
摩擦撹拌接合のツール挿入方法
【課題】接合工程のサイクルタイムを増加させることなくツールのピンの破損を検出することができる摩擦撹拌接合のツール挿入方法を提供する。
【解決手段】摩擦撹拌接合の挿入方法は、ショルダ38とショルダ38から突出するピン40とを有するツール34を回転させた状態で接合対象物20と離れた位置からピン40の突出方向に移動させる移動ステップ(ステップS2)と、そのツール34に生じる負荷を検出する負荷検出ステップと(ステップS3〜S5)、移動ステップで移動したツール34の移動量を測定する測定ステップ(ステップ6)と、負荷検出ステップで検出された負荷と測定ステップで測定された移動量とに基づいてピン40が破損しているか否かを判定する破損判定ステップ(ステップS7及びS12)と、を備える。
(もっと読む)
摩擦撹拌接合の接合制御方法
【課題】接合対象物の高さ変動が大きい場合であっても接合速度を低下させることなく狙いのツール挿入量を得ることができる摩擦撹拌接合の接合方法を提供する。
【解決手段】摩擦撹拌接合の接合制御方法は、回転するツール32を接合対象物22に挿入した状態でツール32と接合対象物22とを相対的に移動させている間に、ツール32に生じる負荷を検出し、その検出された負荷(検出負荷)に基づいてツール32の軸線方向の移動速度を算出し、その算出された移動速度でツール32をその軸線方向に移動させる。また、本接合制御方法は、検出負荷が所定の負荷範囲内にあるか否かを判定し、検出負荷が所定の負荷範囲外であると判定された場合に、ツール32をその軸線方向に移動させ、検出負荷が所定の負荷範囲内であると判定された場合に、ツール32をその軸線方向に移動させない。
(もっと読む)
超音波金属接合機および、これを用いて得られる接合金属板
【課題】接合強度が安定した接合金属板を得ることができる超音波金属接合機および、これを用いて得られる接合金属板を提供する。
【解決手段】ホーンが超音波振動を開始すると、出力センサは、超音波金属接合機の出力を連続的に検出して検出信号を超音波金属接合機コントローラに出力する(ステップS1)。超音波金属接合機コントローラは、出力センサからの検出信号に基づいて超音波金属接合機の出力を算出して順次保存し(ステップS2)、出力の保存開始から所定時間毎に出力状態を監視する(ステップS3)。次に、超音波金属接合機コントローラは、所定時間毎の出力状態が3回連続して安定しているか否かを判断し(ステップS4)、その出力状態が3回連続して安定している場合には、金属板の接合が完了したと判断してホーンの超音波振動を停止する(ステップS5)。
(もっと読む)
超音波金属接合機および、これを用いて得られる接合金属板
【課題】接合強度が安定した接合金属板を得ることができる超音波金属接合機および、これを用いて得られる接合金属板を提供する。
【解決手段】ホーンが超音波振動を開始すると、レーザードップラー振動計は、下側の金属板に生じる振動を検出して振動波形信号を振動解析判断装置に出力する(ステップS1)。振動解析判断装置は、この振動波形信号に基づいて、振動の振幅が所定振幅以上であるか否かを判断する(ステップS2)。この振幅が所定振幅以上の場合には(ステップS2でYES)、振動波形信号に基づいてこの振動が所定時間以上継続しているか否かを判断する(ステップS3)。振動が所定時間以上継続している場合には(ステップS3でYES)、振動停止信号を超音波金属接合機コントロール部に出力し、超音波金属接合機コントロール部はホーンの超音波振動を停止する(ステップS4)。
(もっと読む)
超音波金属接合機および、これを用いて得られる接合金属板
【課題】接合強度が安定した接合金属板を得ることができる超音波金属接合機および、これを用いて得られる接合金属板を提供する。
【解決手段】ホーンが超音波振動を開始すると、変位量センサは上側の金属板の沈み込み量を連続的に検出して、検出信号を超音波金属接合機コントローラに出力する(ステップS1)。超音波金属接合機コントローラは、変位量センサからの検出信号から沈み込み量を算出して順次保存し(ステップS2)、所定時間毎に沈み込み量の変化量を算出する(ステップS3)。そして、超音波金属接合機コントローラは、沈み込み量の変化量が三回連続して一定の場合には(ステップS4でYES)、金属板の接合が完了したと判断してホーンの超音波振動を停止する(ステップS5)。
(もっと読む)
サーボモータおよび遅延運動手法を使用した超音波プレス機
【課題】プラスチック部品を振動接合するための、超音波溶接または他のシステムで使用するプレス機に関する。
【解決手段】電気サーボモータを使用して、第1の加工物に対する直線運動のために載置された超音波溶接スタックを押圧するステップと、既定の初期荷重を第1の加工物に印加するステップと、溶接を開始するステップであって、超音波溶接スタック10から第1の加工物へエネルギーを出力するステップを含む。1つのセンサによって制御変数を感知するステップと、感知した制御変数に対応する信号を制御器に出力するステップと、感知した制御変数に対応する信号が既定の条件を満たすまで、溶接距離をゼロに維持するステップと、制御された力、速度の組み合わせを該第1の加工物に印加して、該既定の条件を満たした後に、該第1の加工物を、該第1の加工物が接合される第2の加工物に対して付勢するステップとをさらに含む。
(もっと読む)
摩擦スタッド接合装置およびその吸着パッド
【課題】 摩擦スタッド接合装置を、高い吸着力によってワーク表面に固定することができ、非常時にもその吸着力が維持される吸着パッド等を提供する。
【解決手段】 吸着パッド10は、摩擦スタッド接合法にてワークBの表面にスタッドボルトを接合する摩擦スタッド接合装置を、上記ワークBの表面に固定するための手段である。ワークBの表面に対向配置されるパッド本体11の前面部分から空気を排出するための通常排気経路20と、非常時に上記前面部分から緊急排気を行う緊急排気経路30とを設ける。
(もっと読む)
摩擦圧接方法およびその装置
【課題】摩擦圧接において、大型ワークの接合であっても小さな動力のモーターで接合でき、設置の際には省スペースを実現できる小型の圧接装置を提供すること。
【解決手段】モーターとフライホイールを共に用いてワークを把持するチャックを回転させる際に、前記モーターをあらかじめ定めた規定回転数で回転させる速度制御手段と、前記モーターをあらかじめ定めた設定トルク以下で回転させるトルク制御手段と、前記モーターの制御を速度制御手段とトルク制御手段のどちらかに選択して切り替えを行なう調整コントローラーを備え、前記モーターの制御を規定回転に達するまでは速度制御手段で制御し、規定回転に達すると調整コントローラーがトルク制御手段に切り替えてモーターの回転を制御する。
(もっと読む)
接合良否検査方法および接合良否検査装置
【課題】ワークの接合状態の良否を精度よく判定することができる接合良否検査方法および接合良否検査装置を提供する。
【解決手段】本発明の接合良否検査方法は、算出段階および判定段階を有する。算出段階は、振動するホーンを押付けてワークを超音波接合する超音波接合装置の内部データから、ワークを超音波接合している間に押付け方向に移動したホーンの移動量の最大値、ホーンの振動子に供給された電力の総和、および電力の最大値のうち、少なくとも2つの特徴的数値を算出する。判定段階は、算出された少なくとも2つの特徴的数値に基づいて、超音波接合されたワークの接合状態の良否を判定する。
(もっと読む)
摩擦圧接接合システム及び摩擦圧接接合方法
【課題】簡単な構成で、接合状態の可否を精度良く判断することができる摩擦圧接接合システム及び摩擦圧接接合方法を提供する
【解決手段】摩擦圧接接合システム1では、電力検出センサ104から取得した測定用の出力信号Sのうち、回転体である一方の金属材2の端面2aが他方の金属材3の端面3aに圧接したときに対応するS2部分と、金属材2,3がアップセット加圧されたときに対応するS4部分とを抽出し、これらを上管理限界値及び下管理限界値を用いてモニタリングする。このように、摩擦圧接接合システム1では、単一の物理量である有効電力をモニタリングし、かつ摩擦圧接接合の開始から完了までの期間のうち、システムに供給される有効電力の変動が顕著な部分を抽出して異常の有無を判断しているので、処理負担を軽減しつつ、接合部Wの接合状態の可否を精度良く判断することができる。
(もっと読む)
摩擦攪拌接合システム及び摩擦攪拌接合方法
【課題】回転ツールの破損の予兆を精度良く検出することができる摩擦攪拌接合システム及び摩擦攪拌接合方法を提供する。
【解決手段】摩擦攪拌接合システム1では、加速度検出センサ201によって検出された測定用の出力信号の波形パターンMが所定時間内に標本線H1,H2と交差した回数をカウントし、その回数が一定以上になった場合に、回転ツール3の破損の予兆を検出している。また、測定用の出力信号の波形パターンMの周期が回転ツール3の回転周期と同期していることに着目し、交差回数をカウントする所定時間を、回転ツール3が複数回にわたって回転する時間に設定している。これにより、複数周期にわたって現れる予兆部分M2を明確に捉えることができ、回転ツール3の破損の予兆を精度良く判断することができる。
(もっと読む)
1 - 20 / 59
[ Back to top ]