
Fターム[4E067DC06]の内容
Fターム[4E067DC06]に分類される特許
81 - 100 / 121
導電性接合の形成方法
【課題】 金属ナノ粒子で構成される導電性接合層を介して、二つの金属層の面相互を導電性接合する際、金属層の金属表面と導電性接合層との間の接合を鍛接(welding)の手法を応用して、導電性接合を形成する方法の提供。
【解決手段】 一方の金属層の金属表面に、表面に被覆剤分子層を有する金属ナノ粒子の分散液を塗布し;塗布層中に含まれる有機溶媒を蒸散させ、乾燥処理済の塗布層とし;高周波プラズマ雰囲気中、150℃以下で加熱処理を施し、被覆剤分子層を除去し、金属ナノ粒子相互の融着を行って、導電性接合層を形成し;導電性接合層の表面に、他方の金属層の金属表面を圧力を加えて、押し付けつつ、100℃〜200℃の温度で加熱処理を施して、導電性接合層の表面と他方の金属層を構成する金属表面との間に金属間接合を形成する。
(もっと読む)
摩擦攪拌接合方法

【課題】 接合後の接合部位の強度をより向上させることが可能な摩擦攪拌接合方法を提供する
【解決手段】 本発明の実施の形態に係る摩擦攪拌接合方法は、冷間加工を施して調質したオーステナイト系ステンレス鋼である二つの金属材を400℃以上550℃以下の所定温度に加熱する工程と、この工程によって加熱された金属材の端部を突き合わせて、該端部間に沿って摩擦攪拌接合を行う工程と、を含む。かかる摩擦攪拌接合方法によれば、接合後の接合部位の強度をより向上させることが可能である。
(もっと読む)
多重管の接合方法及び多重管

【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
異種金属の液相拡散接合
【課題】本発明は異種材料、特に銅又は銅合金と非銅合金との改善された液相拡散接合に関する。
【解決手段】部品を形成する方法において、ろう付け材料を第1と第2の壁部の間に集めてサンドイッチを形成する。第1の壁部は本質的に銅又は銅基合金のみからなる。第2の壁部は少なくとも非銅基合金を含んでなる。サンドイッチは加熱される。加熱によりろう付け材料が溶融して、第1の壁部の少なくとも一部が第2の壁部に液相拡散接合される。
(もっと読む)
金属製品の製造方法、シリンダヘッドの製造方法及びシリンダヘッド
【課題】ウオータジャケットを含むシリンダヘッドをアルミニウム合金鋳物によって製造する際の残留応力を抑制することである。
【解決手段】シリンダヘッド鋳物体10を鋳造後切断することで、各切断面20,22にウオータジャケット部分が開口された部品12,14を得る。得られた各部品12,14をそれぞれ溶体化処理装置26において溶体化処理温度で保持した後、焼入れ水槽28で焼入れし溶体化処理を行う。溶体化処理後の各部品12,14の切断面の酸化膜を除去し、低融点金属薄膜30を挟んで組付け、時効接合処理装置34において、所定の時効処理条件の下で時効処理と、低融点金属薄膜30のアルミニウム合金内への溶融拡散による接合処理とを行う。
(もっと読む)
加工部品及び微細構造化された構成部品を結合するための方法
多数の個々の層から成る微細構造化された構成部品を製造するために適した、非常に強い結合接合部を形成するために、結合方法が提案され、複数の加工部品間に介在された、少なくとも一つの金属の結合層を含む、加工部品の結合配列が形成され、かつ、少なくとも一つの結合層の融解温度よりも低い結合温度まで、結合配列が加熱される。本発明によると、少なくとも一つの結合層が化学的手法又は電解的手法を用いて析出される。 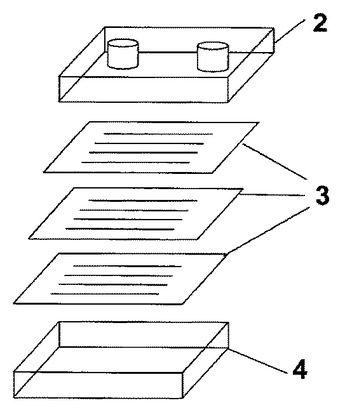 (もっと読む)
(もっと読む)
金属母材の複合材料でできたインサートを有する管状構成部品の製造方法
【課題】複合材料でできたインサートを含む、ターボマシンのロータシャフトなどの管状の構成部品を製造できる方法を提供する。
【解決手段】内部にセラミック繊維が延び、かつ金属母材の複合材料でできたインサートを有する、管状構成部品を製造する方法であって、このプロセスは、被覆されたフィラメントの接合されたシート21を、金属マンドレル24の周りでドレーピングし、各フィラメントは、金属シースで覆われたセラミック繊維を含み、フィラメントは、スポット溶接で接合される、ドレーピング工程を含むことを特徴とする。
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
金属接合方法
【課題】 鉛入りはんだを用いることなく、比較的低温且つ低圧な条件で、しかも簡便に金属同士を接合できるようにする。
【解決手段】 少なくとも一方が銅からなる金属同士を接合するに際し、銅の接合面を酸化膜除去液に接触させて該接合面の酸化膜を除去し、銅の接合面に酸化膜除去液を付着させたまま、接合する金属の接合面を互いに接触させ、加熱・加圧して接合する。酸化膜除去液としては、例えば、蟻酸、ホルムアルデヒド、酢酸、プロピオン酸、グリオキシル酸、シュウ酸、クエン酸、コハク酸、酒石酸、フマル酸、マレイン酸、マロン酸、及びサリチル酸のいずれか1種類以上を含む水溶液が用いられる。
(もっと読む)
複合材料及びその製造方法
【課題】 炭素材及び金属材の好ましい特性を発揮することができる複合材料及びその製造方法を提供する。
【解決手段】 丸棒状の金属材1が円板状の中間材2に固相接合されると共に、丸棒状の炭素材3が中間材2に固相接合されている。金属材1は、例えばアルミニウム材又は銅材である。また、中間材2は、例えばニッケル材である。
(もっと読む)
窒化物半導体素子の製造方法及び窒化物半導体素子
【課題】対向電極構造を有する窒化物半導体素子及びその製造方法を提供すること。
【解決手段】対向する二つの主面を有し、n型及びp型窒化物半導体層よりも大きな熱膨張係数を有する成長用基板1の一方の主面上に、少なくとも、n型窒化物半導体層2〜5と、活性層6と、p型窒化物半導体層7〜8と、を成長させて接合用積層体を形成する。次に、p型窒化物半導体層8の上に1層以上の金属層から成る第1の接合層9を設ける一方、対向する二つの主面を有し、n型及びp型窒化物半導体層よりも大きく、かつ上記成長用基板と同じか小さい熱膨張係数を有する支持基板10の一方の主面上に1層以上の金属層から成る第2の接合層11を設ける。次に、第1の接合層9と第2の接合層11とを対向させて、接合用積層体と支持基板10とを加熱圧接して接合する。その後、接合用積層体から成長用基板1を除去して、窒化物半導体素子を得る。
(もっと読む)
特に航空機動力伝達装置における高負荷転がり軸受用の転がり軸受レース及びその製造方法
本発明は、特に航空機動力伝達装置における高負荷転がり軸受用の転がり軸受レースに関し、異なる金属材料から成る2つの層の強固な複合体から成り、転動体(4)用転動路(6)の範囲が非常に高い強度及び耐摩耗性を持つ鋼から成り、転がり軸受レース(2)の芯範囲(7)が高い靭性を持つ鋼から成っている。本発明によれば、転動体(4)の転動路(6)用の材科として、高い含有量の炭化物形成合金元素及び高い炭素含有量を持つ粉末冶金高速度鋼が設けられ、転がり軸受レース(2)の芯範囲(7)用の材料が、転動路材料(11)と比較して低い含有量の炭化物形成合金元素及び低い炭素含有量を持つ熱間加工鋼から成り、両方の材料が拡散接合により互いに物質的に結合されている。 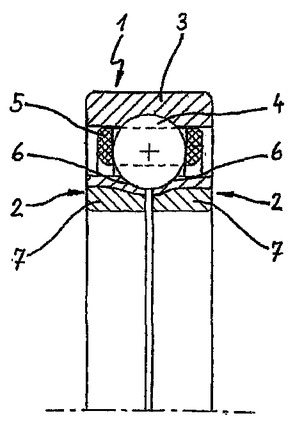 (もっと読む)
(もっと読む)
Ti−Al合金と鋼材との接合体および接合方法
【課題】
Ti−Al合金製の部材と鋼製の部材とを接合し、接合部の強度が母材強度を上回る接合体を製造するに当たり、接合時の温度コントロールをシビアにしなくても、高い良品歩留まりをもって、安定に接合体を製造することが可能な接合方法を提供する。
【解決手段】
Ti−Al合金部材(1)と鋼部材(2)との間に、C含有量が0.10%以下であるフェライト系ステンレス鋼で製造した中間材(3)を挟み、Ti−Al合金部材と中間材との間および中間材と鋼部材との間に、Niロウ(4)を介在させて、拡散接合を行なう。拡散接合は、真空中または不活性ガス雰囲気中において、温度がNiロウの融点を超え1150℃以下である温度に加熱して、1.5〜7.0MPaの圧力を加え、その条件に10〜180秒間保つことにより実施する。
(もっと読む)
インバー合金と黄銅の複合構造体及びその接合方法
【課題】 HIP法によりインバー合金と黄銅の接合面の十分なる強度を確保し、かつ、その接合界面の残留応力を低減することで、接合面の割れ及び加工中の素材歪を防止して工業的に活用可能な複合構造材、及びこれを接合する方法を提供する。
【解決手段】 一方の素材がインバー合金、他方の素材が黄銅からなり、前記両素材間に厚みが50μm以上、1000μm以下の銅層からなるインサート材を配置し熱間等方加圧法により接合し、更に、前記インバー合金と銅層の間に厚みが10μm以上、200μm以下のNi層を配置した。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合作業の効率を向上させ接合時間を短縮する。
【解決手段】 被接合管材21,23を接合端部同士が被接合管材22の長さL’以上の距離を隔て対向するように保持し;被接合管材22を被接合管材21,23に対して間隔g,g’が可変となるように相対移動可能に保持し;接合端部間にろう材25,25’を配置する。被接合管材22を発熱抵抗体1bにより加熱して膨張させ;接合端部によりろう材25,25’を挟持させ;ろう材25,25’及びそれらを挟持する接合端部を高周波加熱コイル2c,3cにより所定範囲内の温度に加熱することで溶融させ;しかる後にろう材25,25’及び接合端部を凝固させる。凝固したろう材25,25’及び接合端部に印加される加圧力が所定範囲内となるように、発熱抵抗体1bによる加熱を制御する。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合の作業効率を向上させ接合時間を短縮し接合均一性を向上させる。
【解決手段】 被接合管材22を発熱抵抗体1bにより加熱して膨張させ;ろう材25,25’及びそれらを挟持する被接合管材21,22,23の接合端部を高周波加熱コイル2c,3cにより目標値温度に加熱することで溶融させ;ろう材25,25’及び接合端部を凝固させる。次に、加圧力センサ6により検知される接合端部の加圧力が目標値に近づくように、高周波加熱コイル2c,3cによる加熱状態を制御する。ここで、加圧力を高くすべき時には温度センサ4,5により検知される温度の低い方の接合端部に対応する高周波加熱コイルによる加熱を優先して強め、加圧力を低くすべき時には温度の高い方の接合端部に対応する高周波加熱コイルによる加熱を優先して弱める個別の加熱制御を行う。
(もっと読む)
木目模様を有する合金材料及びその合金から成るクラブヘッド
【課題】 特に表面に木目模様を有する合金材料及びその合金から成るアイアンクラブヘッドを提供すること。
【解決手段】 本発明の木目模様を有する合金材料は2種以上の異なるNiCr鋼を、無酸素の雰囲気且つ850〜1150℃の温度において重ねて溶接すると共に、加工量30〜85%の塑性加工を施し一体化することにより、木目の幅を0.2〜6.0mmとし且つ特定の硬度分布を持たせることを特徴とし、該合金材料から成るアイアンクラブヘッドは木目模様を有する合金材料(1)を加工して、所定の形状のヘッド部材(20)を形成し、該ヘッド部材(20)の前面にフェース面板(21)を設けると共に、一側上部にシャフトを連結するためのホーゼル(22)を設けることにより、表面に木目(23)を有するクラブヘッド(2)を形成することを特徴とする。
(もっと読む)
積層型熱交換器の製造方法及び製造用治具
【課題】強固な接合性を維持できる信頼性の高い積層型熱交換器の製造方法を提供する。
【解決手段】重ね合わせた2枚の金属板1A、1Bの間に熱交換流体の流通路15を形成したコア部11と、コア部の両端に前記流通路に連通するように配された入口側及び出口側のタンク部12と、を有する積層型熱交換器の製造方法において、2枚の金属板を重ね合わせる前に、非接合部となる箇所の少なくとも一方の金属板の表面に凹溝部を形成し、その凹溝部を内側にして金属板を重ね合わせて拡散接合することにより、凹溝部を非接合部として残しながら金属板を互いに接合し、拡散接合後に、非接合部に加圧流体を導入することにより、非接合部の部分の金属板を塑性変形させて膨らませ、それによりコア部の流通路とタンク部12を同時に成形する。
(もっと読む)
アルミニウム系部材の接合方法
【課題】アルミニウム系材料からなる被接合部材の接合面に必要十分な量の亜鉛被覆層を確実に形成し、該亜鉛被覆層を介して該アルミニウム系部材同士を接合する方法を提供する。
【解決手段】各アルミニウム系部材1a,1bの接合面に電解メッキ処理による亜鉛被覆層2を設け、両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せ、アルミニウムと亜鉛との固相線温度以上の温度、好ましくは亜鉛の融点以上の温度に加熱する。両アルミニウム系部材1a,1bを重ね合せて加熱する際に、両アルミニウム系部材1a,1bに押し付け荷重を付与する。各アルミニウム系部材1a,1bの接合面に、酸化膜除去処理を施した後、前記電解メッキ処理により亜鉛被覆層2を設ける。両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せる際に、亜鉛被覆層2,2間にスズを介在させる。
(もっと読む)
ラピッドプロトタイプ造形物の製造方法およびラピッドプロトタイプ造形物
【課題】 耐食性と高強度(特に高温強度)を備えた任意形状のラピッドプロトタイプ造形物を得る。
【解決手段】 ラピッドプロトタイプ造形物の主成分となる粉末状の骨格金属1と粉末状のNi基合金2との混合体3を用いて成形した予備成形体(圧粉体)A1を、加熱手段11を備えた真空炉10内にセットする。真空雰囲気下で加熱加圧して、Ni基合金をバインダとして骨格金属1を拡散接合により一体化し、ラピッドプロトタイプ造形物とする。
(もっと読む)
81 - 100 / 121
[ Back to top ]