
Fターム[4E067DC06]の内容
Fターム[4E067DC06]に分類される特許
41 - 60 / 121
流体圧機器の製造方法及び流体圧機器
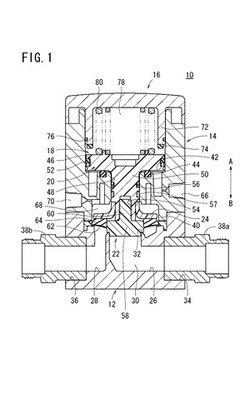
【課題】バルブボディに継手が拡散接合された流体圧機器の製造方法及び流体圧機器を提供する。
【解決手段】流体圧機器10は、バルブボディ12に形成された入力ポート26と出力ポート28に継手38a、38bを挿入し、バルブボディ12と継手38とに温度差が生じるように加熱し、継手38a、38bとを入力ポート26と出力ポート28と形成しているバルブボディ12の壁部に拡散接合することにより、両者を精度良く接合することができる。このため、一層、気密性又は液密性を高めることが可能となり、流体の滞留も回避可能となる。
(もっと読む)
機械部品の液相拡散接合方法

【課題】内部に複雑かつ精密な流体搬送用、重量軽減用の管路を有する機械部品を液相拡散接合で接合する。
【解決手段】(i-1)接合面を室温から加熱し、液相拡散接合温度の1100〜1300℃に到達した時、2MPa以上の負荷応力を90〜120秒負荷し、続いて、負荷応力を2MPa未満に減じて5分間保持し、その後、(i-2)無拡散変態温度以上の温度まで5℃/sec以上で急冷し、変態が終了するまで放冷した後、1℃/sec以上で室温まで急冷して、(ii)液相拡散接合用合金と被接合材料の融合によって生成した接合金属と、該接合金属の両側に存在し、液相拡散接合用合金から被接合材中への固相拡散で生じた“NiまたはSiが1%以上含まれる拡散領域”を合せた部分の幅が、接合金属の中心から、片側50μm以内であり、かつ、組織の一部又は全部が、ベイナイト組織またはマルテンサイト組織で、最終的に、被接合材料と同等の強度を備える接合部を形成する。
(もっと読む)
超硬合金部材と鋼部材との高接合強度を有する複合材料およびこの複合材料からなる切削工具用複合素材および切削工具
【課題】超硬合金部材と鋼部材の高接合強度を有する複合材料およびこの複合材料からなるエンドミル、ドリル等の切削工具を提供する。
【解決手段】 超硬合金部材と鋼部材とを接合層を介して接合した超硬合金部材と鋼部材の複合材料、あるいは、該複合材料の超硬合金部材に刃先加工を施したエンドミル、ドリル等の切削工具において、超硬合金部材に接する側の接合層はNiからなり、一方、鋼部材に接する側の接合層はNi−Cu合金からなり、さらに、鋼部材と接合層との接合面近傍には、該接合面から遠ざかるにしたがってCuの含有量が減少するCu拡散領域が形成されている。
(もっと読む)
Zn−Al共析系合金接合材、Zn−Al共析系合金接合材の製造方法、Zn−Al共析系合金接合材を用いた接合方法及びZn−Al共析系合金接合材を用いた半導体装置
【課題】鉛フリーで高い融点を持ちかつ固相状態で接合が可能なZn−Al共析系合金接合材、その製造方法、接合方法及びそれを用いた半導体装置を提供する。
【解決手段】Zn−Al共析系合金接合材は17〜30wt%Al−0〜1.5wt%Cu−0〜0.5wt%Mg−Znからなり、超塑性現象を利用して対象物を固相状態で接合する点に特徴がある。
(もっと読む)
接合材とその製造方法及び交通輸送手段の構体
【課題】強度や剛性などを維持しつつ軽量化を図ることができる接合材とその製造方法及び交通輸送手段の構体を提供する。
【解決手段】接合材3は、鉄道車両などの交通輸送手段の構体に使用される。接合材3は、金属3aと金属3bとを接着材層3cによって接合したサンドイッチ構造の合せ板材(クラッド材)である。金属3aは、アルミニウム合金、チタン合金又はステンレス鋼などの合金板材(バルク材)である。アルミニウム合金としては、展伸用アルミニウム合金が好ましく、強度と耐食性に優れ時効硬化により所定の強度を得ることができる6000系アルミニウム合金などの熱処理型合金が特に好ましい。金属3bは、マグネシウム合金であり、押し出し加工がされたマグネシウム合金押し出し材である。接着剤層3cは、塗布後に加熱処理する場合にはエポキシ接着剤などの強力接着剤が好ましい。
(もっと読む)
接合方法および接合体
【課題】2つの基材を、一部の領域において部分的に、高い寸法精度で強固に、かつ低温下で効率よく接合することができる接合方法、および、2つの基材を、かかる接合方法により、一部の領域において部分的に接合してなる接合体を提供すること。
【解決手段】本発明の接合方法は、第1の基材21上の一部の第1の領域310aに接合膜3aを形成し、第1の被着体41を作製するとともに、第2の基材22上の一部に、第1の領域310aと異なるパターンで設定された第2の領域310bに接合膜3bを形成する工程と、各接合膜3a、3bに対してエネルギーを付与し、各接合膜3a、3b中から脱離基を脱離させることにより活性化させる工程と、各接合膜3a、3b同士が密着するように、2つの被着体41、42を貼り合わせることにより、各領域310a、310bが重なった部分において部分的に接合してなる接合体を得る工程とを有する。
(もっと読む)
ガスタービン動翼補修方法およびガスタービン動翼
【課題】補修した後であっても、高い耐久性を持つように補修すること。
【解決手段】ガスタービン動翼補修方法は、ガスタ−ビン動翼に生じた亀裂Cを検査する検査工程82と、ガスタービン動翼のうち亀裂Cを含む破損部10a,10bを除去することによって、ガスタービン動翼に当該破損部10a,10bに対応する穴部20を形成する除去工程83と、前記破損部10a,10bの形状に対応する形状を持つ接合材15,16を準備する準備工程86と、を備えている。除去工程83および準備工程86の後には、前記接合材15,16をガスタービン動翼の前記穴部20に装填する装填工程87が設けられている。当該装填工程87の後には、ガスタービン動翼の前記穴部20に装填された接合材15,16を、ガスタービン動翼に接合する接合工程88が設けられている。
(もっと読む)
拡散接合方法
【課題】 接合表面部分の変態点を部分的に下げることで、高温での処理を回避し、あるいは金属部品全体の変形を防止することができるような拡散接合方法を提供する。
【解決手段】 この拡散接合方法は、金属素材どうしを接合する方法であって、金属素材の接合表面に変態点低下元素を添加する工程と、金属素材の接合表面どうしを密着させ、低下した変態点以上の温度において加圧して、拡散接合させる工程とを有する。これにより、金属素材の接合表面に変態点低下元素を添加することで接合表面近傍の変態点が局部的に低下するので、拡散接合工程において接合のための加熱温度を低下させるとともに、拡散接合の際の変形を表面近傍に限定し、母材の変形を抑制しつつ良好な接合を行うことができる。
(もっと読む)
鉛蓄電池の格子用鉛合金シートの製造方法
【課題】鉛合金スラブと鉛合金箔(合金リボン)の強度が向上したため圧延による接合性が低下するとともに、表面上の凹凸による接合面の剥離層ができ、エキスパンド加工時の網目状展開部の断線などが発生する。格子におけるこの部位が選択的に腐食されることで鉛蓄電池の寿命特性が短くなるという課題があった。
【解決手段】エキスパンド格子用鉛合金シートの製造工程において、前記スラブの表面が冷却水で一様に濡れた状態で鉛合金箔と重ね合わせて第1圧延段階を実施することで、鉛蓄電池の寿命特性を向上させることができる。
(もっと読む)
超音波振動接合方法およびこの方法により形成されたデバイス並びに超音波振動接合装置
【課題】簡素な構成で効率よく接合作業を行うことのできる技術を提供する。
【解決手段】予め設定された第1時間T1、セラミックヒータを昇温するパルスヒート加熱するとともに、共振器7の熱伝導率が約7.5W/m℃以下であることから、従来のように熱遮断部材を共振器7とセラミックヒータとの間に設けなくとも、セラミックヒータから共振器7への伝熱が抑制され、共振器7が昇温して熱膨張したりしないので、どのような接合温度Hjであっても共振器7を共通して使用することができて効率がよい。また、セラミックヒータで発生する熱の共振器7への放熱が抑制されているため、パルスヒート加熱によるセラミックヒータの加熱であってもセラミックヒータを効率よく昇温できるため、セラミックヒータを短時間で接合温度Hjに昇温することができ、熱遮断部材等を用いずに、簡素な構成で効率よく接合作業を行うことができる。
(もっと読む)
銅製の薄肉パイプの拡散接合方法及び拡散接合装置
【課題】銅製の薄肉パイプと被接合物とを、所望の接合強度及び外観など接合品質の高い接合結果で拡散接合すること。
【解決手段】
銅製の薄肉パイプW1と被接合物W2との間に加圧力をかけた状態でパルス状の接合電流を通電して接合する銅製の薄肉パイプの拡散接合方法において、銅製の薄肉パイプW1は、その肉厚が0.6mm以上で1.5mm以下であり、銅製の薄肉パイプW1の先端面は銅よりも電気抵抗が大きい低融点金属膜Mで少なくとも被覆されており、被接合物W2の環状の突出部P2の根元の幅がDであって、内径が銅製の薄肉パイプW1の内径よりも小さく、かつ外径が銅製の薄肉パイプW1の外径よりも大きくなるように形成されており、銅製の薄肉パイプW1の肉厚dと環状の突出部P2の根元の幅Dとの関係がd≦D≦2.5dであることを特徴とする銅製のパイプの拡散接合方法。
(もっと読む)
液相拡散接合鋼部品および鋼部材の液相拡散接合方法
【課題】信頼性が高く、しかも、低コストで、接合面の材質劣化のない液相拡散接合鋼部品とその製造方法を提供する。
【解決手段】鋼部材を液相拡散接合した鋼部品であって、片方の鋼部材の被接合面または両方の鋼部材の被接合面に浸炭処理を施した後、両鋼部材の被接合面を、直接、液相拡散接合で接合したことを特徴とする液相拡散接合鋼部品。鋼部材の被接合面に浸炭処理を施し、その後、加熱温度を、浸炭後の被接合面の固相線温度+10℃以上、固相線温度+80℃以下の温度とし、この温度域まで、25℃/sec以上、1000℃/sec以下の昇温速度で加熱して、直接、接合する。
(もっと読む)
アルミニウムクラッド材の製造方法
【課題】比較的厚みのある素材を用いたクラッド材にも適用しうる製造方法であって、クラッド界面の剥離を防止しつつ、高圧下率にて圧着圧延を行うことができる、生産性に優れたアルミニウムクラッド材の製造方法を提供する。
【解決手段】芯材1とその両面に重ね合わせた合せ材2,2とを熱間圧延にて圧着してアルミニウムクラッド材を製造する方法であって、熱間圧延の初期段階において、圧延ロール5,5への通板の直前に各合せ材2,2の表層部のみを、例えば直火バーナ6,6にてさらに加熱することを特徴とする。
(もっと読む)
レール緊張ガス圧接工法
【課題】ロングレール不動区間に生じた不良箇所のレールを切断し、新しいレールに交換する工法において、作業時間と作業量を簡略化し、且つ、接合部の信頼を高めることができるレール緊張ガス圧接工法を提供する。
【解決手段】ガス圧接終了後の緊張器外側レールの計画軸力と同じ大きさの軸力が生じるように一定の圧力γをガス圧接機により与えるとともに、緊張器の外側に位置するレールに対しては、当接時の緊張力に加算して、ガス圧接圧力から既に前記内側に位置するレールに与えられた圧力γを引いたレール圧接力βを付加した一定の圧接緊張力をレール同士間に与えながら、レール同士間の当接部分を加熱してレール圧接を行うことで当接部のレール突き合わせ面の温度が十分な接合可能温度に達した時期に当接部を潰すことができ、接合品質の向上を図る。
(もっと読む)
アモルファス金属・金属ガラス接合体
【課題】ΔT(=Tx−Tg)(Tx:結晶化温度、Tg:ガラス点)が小さい、アモルファス金属もしくは金属ガラスについて、接合面が結晶化していない接合体を提供する。
【解決手段】不規則な結晶構造を持つアモルファス金属を、熱的方法もしくは塑性変形を利用した方法で接合することにより得られたアモルファス金属接合体。特に、接合部分において析出したナノ結晶を有することが好ましい。また、アモルファス金属のうち広範囲な過冷却融体範囲と明確なガラス転移点を持つ金属ガラスが熱的方法もしくは塑性変形を利用したで方法で接合される。
(もっと読む)
銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法
【課題】銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法を提供する。
【解決手段】チタン母材に銀拡散制御層を形成させる工程(工程1);前記工程1で銀拡散制御層が形成されたチタン母材と異種金属の間に挿入材を位置させる工程(工程2);及び工程2で挿入された挿入材の溶融温度以上に加熱して、チタン母材と異種金属を接合する工程(工程3)を含んでなる銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法に関するものである。本発明による方法は、チタン母材上に銀拡散制御層を形成させることで、チタンと異種金属ブレイジング接合時に接合部で脆性が大きい金属間化合物の生成を抑制して脆性防止及び接合部の靭性を向上させることができるので、チタンと異種金属ブレイジング接合時に有用に使用できる。
(もっと読む)
加工性に優れた鍛接鋼管およびその製造方法、並びに製造設備列
【課題】鍛接衝合部の接着強度を向上せしめ、安定して強加工に耐えうる加工性に優れた鍛接鋼管を提供する。
【解決手段】鍛接鋼管であって、鍛接鋼管外面の鍛接衝合部のすじ深さが0.15mm以下で、且つ、鍛接鋼管の鋼管内面の鍛接衝合部のすじ深さが0.25mm以下であり、更に、下式<1>で定義される鍛接衝合部の夾雑物占有率(A)が下記<2>及び<3>式の範囲であることを特徴とする。A=(L/t)×100…<1>但し、A:夾雑物占有率(%)L:鍛接衝合部における夾雑物の鋼管肉厚方向の長さの合計(mm)t:鋼管の肉厚(mm)A≦−33・do+5.0…<2>A≦−20・di+5.0…<3>但し、do:鍛接鋼管外面の鍛接衝合部のすじ深さdi:鍛接鋼管内面の鍛接衝合部のすじ深さ
(もっと読む)
炭素繊維接合体及びそれを用いた物品
【課題】安定した電気伝導が得られ、接合強度の高い炭素繊維接合体及びそれを用いた物品を提供する。
【解決手段】炭素繊維と、炭素との間で化合物を形成する金属又は合金とを接合してなり、炭素繊維と金属又は合金との間に化合物が形成されている。
(もっと読む)
機器筐体の製造方法及び機器筐体
【課題】機器筐体の製造方法及び機器筐体において、機器筐体の外面における金属枠と金属取付部材との接合による痕跡を抑えることである。
【解決手段】機器を入れる金属枠12と、金属枠12に機器を取付ける金属取付部材14とを備え、金属枠12と金属取付部材14とを接合して製造される機器筐体10の製造方法であって、金属取付部材14は、金属枠12と接合する面に突起部16を有し、突起部16を金属枠12に接触させた後、突起部16を加圧して変形させることにより、突起部16と金属枠12との接触部における酸化皮膜を除去する加圧工程と、接触部を加熱して、金属を固相拡散させて接合する固相拡散接合工程とを備える。また、金属取付部材14が固相拡散接合された金属枠12を、粉体塗料で静電塗装する塗装工程を備えることが好ましい。
(もっと読む)
塗布工具用先端部材とそれを具備する塗布工具
【課題】本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【解決手段】1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合して塗布工具用先端部材を製造する。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
(もっと読む)
41 - 60 / 121
[ Back to top ]