
Fターム[4E067EA07]の内容
Fターム[4E067EA07]に分類される特許
101 - 120 / 155
アルミ接合製品及びその製造方法
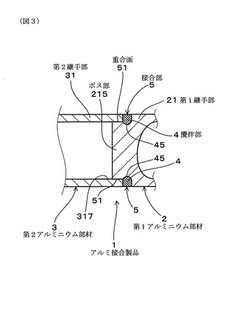
【課題】接合部の強度に優れたアルミ接合製品及びその製造方法を提供すること。
【解決手段】第1継手部21の先端面にボス部215を突出させてなる第1アルミニウム部材2と、ボス部215に外挿させるパイプ状の第2継手部31を有する第2アルミニウム部材3とを摩擦攪拌接合にて接合してなるアルミ接合製品1である。第1アルミニウム部材2と第2アルミニウム部材3とが入り交じった攪拌部4は、接合部5の全周に渡ってボス部215の外周面と第2継手部31の内周面との重合面51を越える深さまで達している。また、外挿工程と接合工程とを有するアルミ接合製品1の製造方法である。外挿工程においてはボス部215に第2継手部31の端部を外挿させ当接部を形成する。接合工程においては回転工具を当接部に挿入し、攪拌部4の先端位置45が、当接部の全周に渡って重合面51を越えるように回転工具のピン状プローブの伸縮を制御して接合を行う。
(もっと読む)
摩擦点接合方法及び摩擦点接合装置

【課題】 スポット接合時に第1,第2金属部材を回転ツールにより変形させることなく中間部材に確実に押圧し、第2金属部材の金属メッキ層を剥離させることなく第2金属部材を中間部材で確実に受け止めて、第1,第2金属部を確実にスポット接合する、摩擦点接合方法及び摩擦点接合装置を提供する。
【解決手段】 第2金属部材W2のうち接合部WSに対応する第2治具60側の面とその周辺の所定領域部分を、回転ツール11の先端部の面積よりも大きな面積を有する中間部材65の当接面65aに当接させた状態で、その中間部材65に回転ツール11により第1,第2金属部材W1,W2を押圧して、スポット接合を行う。
(もっと読む)
摩擦点接合装置
【課題】 第2金属部材のうち少なくとも前記接合部に対応する第2治具側の面を含む部分を第2治具に設けた受け部で確実に受け止め、この受け部に第1,第2金属部材を回転ツールで変形させることなく確実に押圧し、第1,第2金属部を確実にスポット接合する、摩擦点接合装置を提供する。
【解決手段】 第1,第2金属部材W1,W2のうちスポット接合される接合部WSの近傍部をクランプする第1治具50及び第2治具60を備え、第2治具60は、第2金属部材W2のうち少なくとも接合部WSに対応する第2治具60側の面を含む部分に当接する受け部材65を有する。
(もっと読む)
放熱性に優れた軽量エンジンバルブ
【課題】 放熱性に優れ、低コストで製造できる軽量エンジンバルブを提供する。
【解決手段】 エンジンバルブの各部を構成する複数の部材を液相拡散接合して構成したエンジンバルブであって、少なくともステム部内部に、1つ又は複数の閉空間が存在することを特徴とする放熱性に優れた軽量エンジンバルブ。
(もっと読む)
少なくとも2つのワークピースを溶接接合するための方法
【課題】少なくとも2つのワークピースを溶接接合するための方法を提供する。
【解決手段】当該方法は、第1のワークピース16の第1の表面14に接着剤12を塗布するステップと、第1のワークピースの第1の表面を第2のワークピース22の表面20に接触させるステップとを含む。次いで、第1のワークピース16および第2のワークピース22が摩擦攪拌溶接または摩擦攪拌スポット溶接され、接着剤12が硬化する。接着剤12の硬化中に2つのワークピース16および22を保持するために接合工具を用いる必要がなくなる。
(もっと読む)
樹脂成形品の振動溶着構造
【課題】樹脂製材料からなる成形体において第1及び第2溶着代の接合強度を確保しつつ、前記成形体からなる樹脂成形品の小型軽量化を図る。
【解決手段】樹脂成形品の振動溶着構造では、第1接合部材12の第1接合部16に第2接合部材14の第2接合部18を圧接させた状態で高速振動させることにより、前記第1接合部16における第1凸部32の接合面34aと前記第2接合部18における第2凸部36の接合面34bとが摩擦によって融解して溶着される。このような振動溶着構造で、溶着部位の接合強度を増大させる際に、第1及び第2カバー壁38、40を有する第2接合部材14の幅寸法のみを増大させ、第1接合部16の幅寸法W1を第1凸部32の外壁面16aまでとして前記第2接合部18の幅寸法W2より小さく設定する。
(もっと読む)
自動車用ステアリングナックル
本発明は、車体に接続され、かつ車両の車輪(5)に接続できるほぼ回転対称な軸受ジャーナル(3)を備えるステアリングナックル(1)に関する。本発明は、ステアリングナックル(1)の製造方法にも関する。本発明によれば、ステアリングナックルは分割して供され、ステアリングナックル本体(7)と、ステアリングナックル本体(7)の対応するアパーチャ(9)を貫く軸受ジャーナル(3)とを備えて、高い構成部品応力の要件を満たしかつ経済的にステアリングナックル(1)を製造するようにする。軸受ジャーナル(3)は、ジャーナル部品(11)及び対応部品(13)を備え、それらはアパーチャ(9)の内部で圧接法により接続される。 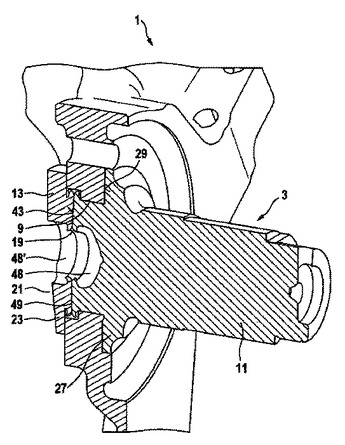 (もっと読む)
(もっと読む)
メタル担体の外筒−ハニカム間拡散接合方法
【課題】 熱処理時に外筒から放出される窒素による外筒とハニカム構造体との間の拡散接合不良の発生を防止することができるメタル担体の外筒−ハニカム間拡散接合方法の提供。
【解決手段】 熱処理炉3にはアルゴンガス、ヘリウムガス、ネオンガス等の不活性ガスの注入口31と、排出口32が設けられていて、熱処理中は、注入口31から不活性ガスを注入し、排出口32から排出させることにより、熱処理炉3内に不活性ガスの流れを作り、この不活性ガスがメタル担体Mに常に注がれた状態となるようにして拡散接合を行う。
(もっと読む)
摩擦点接合方法及びその装置
【課題】 回転ツール16を第1金属部材W1に対し押圧する工程を、第1金属部材W1に対する加圧力の観点から複数の工程に分けて摩擦点接合を行う場合に、出来る限り早く接合を行えるようにするとともに、安定した高い接合強度が得られるようにする。
【解決手段】 押圧用モータにより回転ツール16を初期位置に移動させる初期移動工程後における最初の第1押圧工程において、回転ツール16を該回転ツール16の軸心回りに回転させながら、上記押圧用モータにより、上記初期移動工程における回転ツール16の移動抵抗値よりも大きい加圧力で、回転ツール16のショルダ部16b及びピン部16cを第1金属部材W1に対し押圧接触させる。
(もっと読む)
摩擦撹拌点接合用回転工具及びそれを用いた摩擦撹拌点接合方法
【課題】 プローブとショルダ部材との間の隙間等に入り込む材料の凝着によって惹起される問題を効果的に緩和乃至は回避して、摩擦撹拌点接合操作を円滑に繰返し行ない得るようにした摩擦撹拌点接合用回転工具を提供すること。
【解決手段】 複数の被接合金属部材を重ね合わせ、その重合せ部の一方の側から回転せしめられつつ差し込まれるロッド状のプローブ12と、該プローブの周りに外嵌されて同軸的に位置し、該一方の側の面に回転状態下に当接せしめられるショルダ面を有する円筒状のショルダ部材14とを備えた摩擦撹拌点接合用回転工具10にして、該プローブと該ショルダ部材とが別体に構成されて、別個に軸方向に移動可能とされた複動式構造とされていると共に、該ショルダ部材の内周面と該プローブの外周面との間の隙間が、先端側において狭小間隙22aとされている一方、基部側においては該狭小間隙よりも大なる隙間となる拡大間隙22bとした。
(もっと読む)
熱交換器の製造方法
【課題】製品及び工程の自由度を持たせることができる熱交換器の製造方法を提供する。
【解決手段】内部を第1流体が流れる複数のチューブ1と、このチューブ1の長手方向端部に配置されチューブ1の内部と連通するタンク3とを有するコア15と、このコア15を保持するサイドプレート4と、タンク3の内部と連通するモジュレータアッシィ5とを組み付けて炉中ろう付けを行う熱交換器の製造方法において、前記炉中ろう付け後に、摩擦攪拌接合により熱交換器構成部品である固定用のブラケット13を接合することとしたことにより、工程の自由度を向上させ、かつ、ろう材の使用を低減し、品質面に優れた製品を作成することができる。
(もっと読む)
耐疲労特性に優れた摩擦圧接接合部品およびその疲労特性向上方法
【課題】 耐疲労特性に優れた摩擦圧接接合部品およびその疲労特性向上方法を提供を提供する。
【解決手段】 質量%で、C:0.1〜0.8%、Si:0.05〜2.5%、Mn:0.2〜3%、Al:0.005〜0.1%、N:0.001〜0.02%を含有し、残部Fe及び不可避不純物からなり、引張強さ600MPa以上の鋼部材を摩擦圧接接合した摩擦圧接接合部品であって、前記接合部3の表面における圧縮残留応力が、前記鋼材の引張強さの50〜90%であることを特徴とする。また、前記鋼部材の接合部の表面を振動数10〜60kHz、振幅0.3〜50μmで振動する超音波振動端子5で打撃して、前記接合部における段差およびバリを低減することにより該接合部における応力集中を緩和することを特徴とする。
(もっと読む)
熱交換器およびその製造方法
【課題】材料費、エネルギー費を低減するとともに、品質の安定した熱交換器およびその製造方法を提供する。
【解決手段】内部を流体が流れるチューブ1と、このチューブ1の内部と連通してチューブ1の長手方向端部に設けられるタンク3とを有するコア15を備え、コア15の前記構成部品のうち、少なくとも一つの構成部品の形成に摩擦攪拌接合を用いた構成としたので、コア15の構成部品を形成するときに摩擦攪拌接合を用いることにより、材料の使用量およびエネルギー使用量を低減しコスト面、品質面に優れた熱交換器およびその製造方法が得られる。
(もっと読む)
圧入接合構造及び圧入接合方法
【課題】 金属製要素部品を構成する部材同士の接合に関し、製造容易で経済効果に優れ、かつ仕上精度が良く強度的にも優れた圧入接合構造及び圧入接合方法を提供することを課題とする。
【解決手段】 圧入部分の断面が同一の内壁面部が形成された孔部13を有する第一の部材2と、上記孔部13と相似形状で、かつ一定の断面を有する第二の部材4とを用い、上記第一の部材2の孔部13に対する第二の部材4の圧入代を0.1mm以上とし、上記第一の部材2の孔部13内に上記第二の部材4を所定の圧力で押圧するとともに、これら両部材間に通電して両者の接合部に電気抵抗熱を発生させ、上記第二の部材4を上記孔部13に圧入し、上記第二の部材4と上記孔部13の内壁面部との接合面部に接合界面を形成させ、かつこの接合を固相状態の接合とした構造とした。
(もっと読む)
オープンデッキ型シリンダブロック及びその製造方法
【課題】シリンダライナー形状及び金型構成を変更しなくとも機関運転による昇温によりオープンデッキ型シリンダブロックの上端面とシリンダライナーの上端面との間に段差が生じることを防止する。
【解決手段】オープンデッキ型シリンダブロック1の製造方法は、シリンダライナー2をアルミニウム合金溶湯により鋳ぐるみしてオープンデッキ型シリンダブロック1を鋳造する鋳造工程と、該鋳造工程により鋳造された該オープンデッキ型シリンダブロック1の上端面1aと該シリンダライナー2の上端面2aとの境界を摩擦攪拌接合により一体化する摩擦攪拌接合工程とを行う。
(もっと読む)
摩擦溶接方法及びニッケル合金製の中間接合部分を用いた鋼及び金属アルミナイド製の構成要素
本発明は金属アルミナイド又は難溶解性チタン合金製の第一構成要素(1、3)を鋼、金属アルミナイド又は難溶解性チタン合金製の、特に鋼製の軸の第二構成要素(2)に、摩擦溶接により接合する方法に関する。前記方法によれば、ニッケル合金製の中間接合部分(4)が第一構成要素(1、3)と第二構成要素(2)との間に挿入され、そして摩擦溶接が実施される。結合層(4’)が中間接合部分(4)から生成され、両端において第一構成要素(1、3)及び第二構成要素(2)に堅固に接合される。本発明はまた前記方法により生産される、内燃機関用のターボチャージャ・ロータ及びバルブに関する。 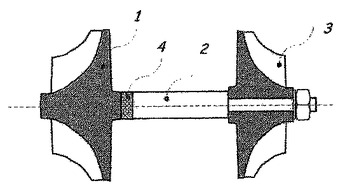 (もっと読む)
(もっと読む)
異材の接合法
【課題】 快削ステンレス鋼の熱間圧延工程での端面割れを防止するために延性があり加工性の良好なダミー材を端面に接合する異材接合において、磁性の影響を受けることのなく、かつ熱間圧延工程において接合部の破断が起きにくい接合特性を有する快削ステンレス鋼とダミー材からなる異材接合部を形成する方法を提供する。
【解決手段】 相手材となるダミー材2の圧接部に貫通穴24を設けることによって、摩擦圧接の加圧過程において、快削ステンレス鋼1の圧接部の一部が貫通穴24内に押し出されて貫通穴の一部を充填することで、圧延工程における接合部の破断が起きにくく、かつ磁性の影響を受けることのない接合特性を有する快削ステンレス鋼とダミー材との異材接合部を形成する。
(もっと読む)
パイプまたはチューブ内に形成された楕円形状の孔内への円錐部材の慣性または摩擦溶接
摩擦溶接を用いて中空構造体を接合する方法が開示される。本発明は、円錐接触面(62)を有する第1の中空構造体(11)を楕円形状の接触オリフィスを有した第2の中空構造体に、前記円錐面を前記接触オリフィス内に配置し、前記構造体の一方を回転子、互いに押圧して溶接部を形成することによって接合する方法を提供する。本発明は、更に、本発明の方法を用いて形成されるエアバッグインフレータを開示する。 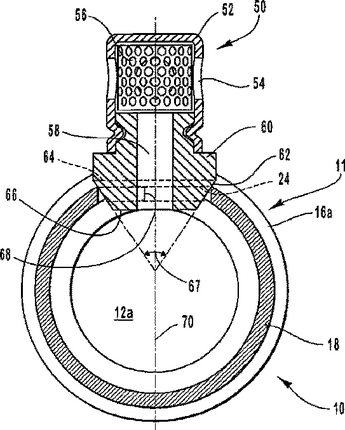 (もっと読む)
(もっと読む)
アルミニウム製の熱交換器
【課題】接合界面が高真空でなくても充分な接合強度を確保して拡散接合がなし得える接合信頼性の高いアルミニウム製の熱交換器を提供する。
【解決手段】
アルミニウム合金からなる熱交換器構成部品3,5,6,7を拡散接合して製造されるアルミニウム製の熱交換器1であって、熱交換器構成部品3,5,6,7の接合部が0.2〜0.6重量%のマグネシウム濃度を含む。接合部を0.2〜0.6重量%のマグネシウム濃度を含むようにしたので、熱交換器1のうち真空度が上がり難い内部構造の部位まで充分な接合を図ることが可能となる。また、本発明によれば、全般に真空度を下げることが可能となり、マグネシウム,亜鉛等のアルミに比べて蒸気圧の高い添加元素の蒸発を抑えることができ、炉内の汚染を防止できると共に所定元素の目減りを減少できる。
(もっと読む)
異種金属部材の接合方法
【課題】ガルバニック腐食の懸念を何等顧慮することなく、接合部の健全性を効果的に高め得る異種金属部材の接合方法を提供すること。
【解決手段】 Al板2と鋼板4とを重ね合わせ、Al板2の側から、回転工具10のショルダ部材14の先端に同軸的に位置せしめたプローブ16を、回転させつつ、その先端が鋼板4の直上に達するように差し込み、摩擦撹拌して、それらAl板2及び鋼板4を接合せしめるに際して、回転工具10として、プローブ16がショルダ部材14とは別体に構成されて、別個に軸方向に移動可能とされた複動式回転工具を用い、プローブ16をAl板2に差し込んで、Al板と鋼板4の摩擦撹拌接合を行なった後、プローブ16を、Al板2に形成された摩擦撹拌部18から引き抜く一方、かかる引き抜きによって生じるプローブ穴を、摩擦撹拌部18の他部位からの材料の流動によって、埋め込むようにした。
(もっと読む)
101 - 120 / 155
[ Back to top ]