
Fターム[4E067EA07]の内容
Fターム[4E067EA07]に分類される特許
21 - 40 / 155
異材接合体および異材接合方法
【課題】スポット溶接の適用条件などの制約が少なく、汎用性に優れると共に、接合部に脆弱な反応層(金属間化合物層)が生成して接合の信頼性を阻害することがなく、高い接合強度を有する接合部を得ることのできる、鋼材とアルミニウム合金材とを溶接接合した異材接合体およびその溶接方法を提供することにある。
【解決手段】鋼材とアルミニウム合金材との異材接合体であって、接合する鋼材を特定組成とする一方で、接合するアルミニウム合金材を特定組成のAl−Mg−Si系アルミニウム合金とし、異材接合体のアルミニウム合金材側の接合界面において、Li、Mnを特定量含有させるとともに、Feの含有量を規制した上で、異材接合体の接合界面にFeとAlとの反応層が形成されている異材接合体とし、高い接合強度を得る。
(もっと読む)
異材接合用鋼材、異材接合体および異材接合方法

【課題】スポット溶接の適用条件などの制約が少なく、汎用性に優れると共に、接合部に脆弱な反応層(金属間化合物層)が生成して接合の信頼性を阻害することがなく、高い接合強度を有する接合部を得ることのできる、鋼材とアルミニウム合金材とを接合した異材接合体および異材接合方法を提供することにある。
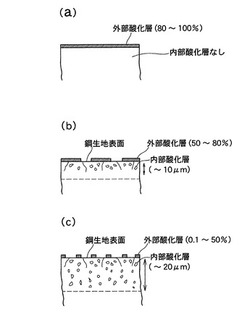
【解決手段】鋼材とアルミニウム合金材との異材接合体であって、接合する特定組成の鋼材の、表面の外部酸化物層と内部の酸化物とを互いに特定の組成とする一方で、接合するアルミニウム合金材を特定組成のAl−Mg−Si系アルミニウム合金とし、異材接合体のアルミニウム合金材側の接合界面において、Feの含有量を規制した上で、異材接合体の接合界面にFeとAlとの反応層が形成されている異材接合体とし、高い接合強度を得る。
(もっと読む)
自動車用ホイール
【課題】ハブボルト挿通孔回りの変形、特に挫屈してしまうことを防止することが出来るアルミニュームで製造された自動車用ホイールの提供。
【解決手段】アルミニューム製の自動車用ホイールにおいて、ディスク(2)取付用のボルト孔(4)がインサート(40、402〜407)に形成されており、該インサート(40、402〜407)はアルミニュームと別素材で構成されており、ディスク(2)を構成するアルミニューム(鋳造アルミニューム、鍛造アルミニューム)に摩擦圧接により接合されている。
(もっと読む)
EGRクーラシステム
【課題】部品点数及び組み付け工数を低減するとともに、車両搭載性を向上させることができるEGRクーラを提供することを課題とすること。
【解決手段】EGRクーラモジュール10は、冷却水によりEGRガスを冷却するクーラコア40と、クーラコア40を収容するクーラケース50と、クーラコア40へのEGRガスの導入・非導入を切り替えるバイパスバルブ11とを備え、冷却水を流すためのクーラ内冷却水通路51がクーラコア40の外壁とクーラケース50の内壁とで形成されるように、クーラコア40及びクーラケース50のそれぞれが、バイパスバルブ11のハウジング20に対して別々に溶接され一体化されている。
(もっと読む)
フロントフォーク用ブラケットの製造方法、蓋付構造体の製造方法、フロントフォーク用ブラケットおよび蓋付構造体
【課題】美観を損なうことなくブラケット本体と蓋部材の一体化を図ることが可能なフロントフォーク用ブラケットの製造方法を提供することを課題とする。
【解決手段】ブラケット本体の素となる素形材2の一面に凹設された凹部に蓋部材3を覆設する準備工程と、素形材2の凹部の開口縁部と蓋部材3の周縁部との境界線Pを含むように設定された摩擦攪拌のルートに沿って摩擦攪拌接合用の回転ツールTを相対移動させる摩擦攪拌接合工程と、ブラケット本体を貫通するフォーク取付孔およびステアリングシャフト挿通孔12を形成する孔形成工程と、を含むフロントフォーク用ブラケットの製造方法であって、摩擦攪拌接合工程では、ステアリングシャフト挿通孔12の仕上げ代22sで摩擦攪拌を終了し、孔形成工程では、仕上げ代22sを取り除く加工を行うことを特徴とする。
(もっと読む)
軸箱支持装置用軸ばね座及びその製造方法
【課題】二つのアルミ部材の接合により製造可能にする構造の軸箱支持装置用軸ばね座及びその製造方法を提供する。
【解決手段】軸箱支持装置用軸ばね座は、台車枠を弾性支持するコイルばねを案内するパイプ形状からなる第1アルミ部材1と板状からなる第2アルミ部材2とを備え、第1アルミ部材1と第2アルミ部材2との嵌合面は摩擦撹拌接合により接合される。第1アルミ部材1の嵌合部7はパイプに対してフランジ状に形成されており、第2アルミ部材2には、嵌合部7が丁度嵌合可能な嵌合孔部9が形成されている。嵌合部7と嵌合孔部9とは、上側が大径で下側が小径となる階段状に形成されているので、第1アルミ部材1に作用する軸方向の荷重を受け止めることができる。また、撹拌部5の位置は、上下で径方向内外にずれているので、摩擦撹拌接合の影響を径方向にずらすことができ、接合強度を向上させることができる。
(もっと読む)
ピストンヘッドとピストンヘッド部材
【課題】 従来のピストンヘッドは突起が平面又はほぼ平面であるため接合されにくく、接合不十分であるため分離してしまい、ピストン本体に溶接できないことがあった。
【解決手段】 ヘッド部材の中央部にリング状の接合突部を突設し、二つのヘッド部材の接合突部の頂部同士を突合わせて拡散接合してある。前記接合突部は裾広がりにし、頂部を幅の狭い平面状にしてある。拡散接合された二つのヘッド部材の接合部の外周に異物が付着している。ヘッド部材はその閉塞面の中央部に接合突起がリング状に突設されている。接合突起は裾広がりであり頂部が幅の狭い平面状である。
(もっと読む)
部材接合構造
【課題】部材相互の接合と主部材の補強を同時に達成できるようにする。
【解決手段】山形材よりなる第1の被接合部材11の孔16、四角筒状の主部材10の孔14,15、山形材よりなる第2の被接合部材12の孔17のそれぞれに単一の補助部材13を差し込む。
補助部材13の一端部分に由来する材料を、摩擦熱と塑性流動により主部材10、及び第1の被接合部材11を厚み方向に挟むように形作り、また、補助部材13の他端部分に由来する材料を、摩擦熱と塑性流動により主部材10、及び第2の被接合部材12を厚み方向に挟むように形作る。
(もっと読む)
異種金属の接合方法及び過給機
【課題】コンプレッサ翼車を中実構造とし、空気の圧力比の増大を可能とし、内燃機関の出力増大、効率の向上を図ると共に、コンプレッサ翼車と回転軸との連結強度を増大し、更にコンプレッサ翼車と回転軸との着脱を繰返した場合でも連結状態の劣化を防止し、連結強度の低下、ガタツキ発生を抑止し、信頼性を向上させる。
【解決手段】タービン翼車7から延出する回転軸2の先端にコンプレッサ翼車8が設けられ、前記回転軸が軸受ハウジング5に回転自在に支持され、前記タービン翼車はタービンハウジング12に収納され、前記コンプレッサ翼車はコンプレッサハウジング13に収納された過給機1であって、前記コンプレッサ翼車はアルミ合金製のディスク部8aと該ディスク部に摩擦接合された鋼製、又は鋼合金製のボス部8bから成り、前記回転軸の先端部に螺子部22が形成され、該螺子部が前記ボス部に螺合して前記回転軸と前記コンプレッサ翼車が連結された。
(もっと読む)
車体の製造方法および製造ライン
【課題】軽量でしかも十分な接合強度を有する車体をより低コストで製造する。
【解決手段】製造ライン30のサブライン31で、アルミニウム合金製のルーフパネル10と、鋼製のヘッダー部材5,6等とを重ね合わせ、このうちアルミニウム合金製のルーフパネル10の側から押圧される回転ツール45の摩擦熱で上記ルーフパネル10を局所的に軟化および塑性流動させることにより、上記ルーフパネル10とヘッダー部材5,6等との重ね合わせ部の複数個所を固相接合してルーフアッシー26を形成する。次いで、製造ライン30のメインライン32で、上記ルーフアッシー26に含まれるアルミニウム合金製のルーフパネル10と、車体の他の部品群の中のルーフサイドレール8やピラーレイン15等の部品を含んだ2枚の鋼板とを重ね合わせ、その複数個所を電気抵抗スポット溶接により接合する。
(もっと読む)
鋳物の穴内壁面への成膜工法
【課題】加圧ロッドと鋳物穴内面の間で摩擦熱を発生させ、鋳物内面を軟化、塑性流動を起こしながら鋳物穴内部に投入してある異種金属粉末の成膜材料を鋳物内面の塑性流動により巻き込み成膜をさせる工法を提供する。
【解決手段】鋳物の穴内に異種金属粉末の成膜材料を投入し、穴の径よりもやや大きい径の加圧ロッドを回転させながら穴に嵌合させると共に、所定送り速度で降下させて押圧し、穴内面を軟化させ、成膜材料を塑性流動させて巻き込んで成膜させる。
(もっと読む)
拡散接合を用いた金属ハニカムの製造方法
【課題】剥離材を薄くすることができ、接合性に優れた拡散接合を用いた金属ハニカムの製造方法を提供する。
【解決手段】平板状の母材11を積層にすると共に、それら母材11,11間に所定間隔でアルミニウム箔3を配置し、窒素ガス雰囲気中で、積層にした母材11,11を加圧状態で加熱することにより、アルミニウム箔3,3間で母材11,11を拡散接合した後、前記積層方向に引張力を加えて展張することにより、母材11をセル壁とし、該セル壁にて区画形成された中空柱状の多数のセル21を有するハニカムコアを形成する。窒素ガス雰囲気中の窒素ガスとアルミニウム箔3中のアルミニウムとにより、母材11の表面にアルミニウム窒化物が形成され、この窒化物は脆いため、アルミニウム箔3を上下に挟んだ位置で母材11と母材11とを分離することができる。
(もっと読む)
エンドチューブ及びその製造方法
【課題】低コストで所望の強度を確保できるエンドチューブを提供する。
【解決手段】エンドチューブ20は、3つのパイプ状部品30’、40’、50’をフリクション溶接した後に仕上げ加工して製造される。これら3つの部品30’、40’、50’は、溶接面32’と42’、及び溶接面44’と52’をフリクション溶接することにより、一体化された1つのエンドチューブ20’になる。このエンドチューブ20’を仕上げ加工してエンドチューブ20が製造される。仕上げ加工は機械加工によって実施される。この機械加工の際に、フリクション溶接で発生したバリを取り除く。これにより、溶接部62(溶接面32’と42’の接合部)、溶接部64(溶接面44’と52’の接合部)への応力集中はほぼ無くなる。
(もっと読む)
車両用強度部材
【課題】高次元での高強度と衝撃エネルギー吸収能を兼ね備えた高強度鋼板を、高い接合強度で接合し、車両用強度部材に好適なものとする。
【解決手段】引張り試験で求められた真歪み3〜7%の間における応力歪み線図の傾きdσ/dεが5000MPa以上の高強度鋼板どうしを、摩擦撹拌接合(FSW)によって互いに接合する。
(もっと読む)
摩擦攪拌装置及び摩擦攪拌プロセス
【課題】摩擦撹拌された処理部における表面欠陥の発生を抑制することができる摩擦撹拌装置及び摩擦撹拌プロセスを提供する。
【解決手段】摩擦撹拌装置100Aは、円柱状のピン12を有する工具13と、工具13を中心軸回りに回転させてピン12を被加工物10に押し付ける回転押圧機構25と、ピン12の外周が囲繞されるように工具13が挿入される工具挿入孔16を有する押さえ治具15と、押さえ治具15を被加工物10に対して押し付ける押圧振動機構11を備えている。工具13が回転してピン12の先端が被加工物10に所定深さ没入されている状態から、工具13及び押さえ治具15と被加工物10とを相対的に移動させながらピン12を徐々に被加工物10から引き抜く。
(もっと読む)
機械部品の液相拡散接合方法
【課題】内部に複雑かつ精密な流体搬送用、重量軽減用の管路を有する機械部品を液相拡散接合で接合する。
【解決手段】(i-1)接合面を室温から加熱し、液相拡散接合温度の1100〜1300℃に到達した時、2MPa以上の負荷応力を90〜120秒負荷し、続いて、負荷応力を2MPa未満に減じて5分間保持し、その後、(i-2)無拡散変態温度以上の温度まで5℃/sec以上で急冷し、変態が終了するまで放冷した後、1℃/sec以上で室温まで急冷して、(ii)液相拡散接合用合金と被接合材料の融合によって生成した接合金属と、該接合金属の両側に存在し、液相拡散接合用合金から被接合材中への固相拡散で生じた“NiまたはSiが1%以上含まれる拡散領域”を合せた部分の幅が、接合金属の中心から、片側50μm以内であり、かつ、組織の一部又は全部が、ベイナイト組織またはマルテンサイト組織で、最終的に、被接合材料と同等の強度を備える接合部を形成する。
(もっと読む)
自動車用構造体
【課題】車体構造体を主にアルミニウム合金製の部材で構成した場合であっても、現状の自動車車体の組立ラインを利用して車体の組立を行うことが可能な自動車用構造体の提供。
【解決手段】自動車構造体は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有している。カバー3は亜鉛鋼板製であると共に、構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有している。摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合する。
(もっと読む)
接合製品の製造方法及び接合構造
【課題】接合信頼性の高められた接合製品を、容易に製造する方法を提供すること、並びに、接合信頼性の高められた接合構造を提供すること。
【解決手段】接合部材A(フランジ付き押出形材12)の互いに対向して平行に延びる平板状のフランジ部16a,16b間に、複数のリブ24a,24bが形成された中空接合部材B(リブ付き中空押出形材14)の接合すべき端部を嵌め込んで、接合部材Aのフランジ部16a,16bと中空接合部材Bの上下面板部20a,20bとをそれぞれ重ね合わせた後、摩擦撹拌接合工具のプローブを、フランジ部16a,16bを通じて、上下面板部20a,20bの、リブ24a,24bが配設された部位の外表面に設けられた各凸部30のそれぞれに差し込み、各凸部30のそれぞれに沿って移動させて、接合部材Aと中空接合部材Bの重ね摩擦撹拌接合を行って、接合製品10を製造するようにした。
(もっと読む)
異種金属接合体及びその製造方法
【課題】金属間化合物を有しつつ、せん断強度及び剥離強度の高い接合部とする。
【解決手段】異種金属接合体は、アルミニウム系金属材20と、少なくとも表面の一部を亜鉛で被覆する鉄系金属材10と、を接合した異種金属接合体であって、鉄系金属材10とアルミニウム系金属材20との界面には、亜鉛がアルミニウムに固溶してなる合金層40が介在されており、さらに合金層40には、亜鉛が析出されている。合金層40には、鉄、アルミニウムおよび亜鉛からなる群より選択される2種以上の原子からなる金属間化合物23が分散されている。このようなレーザ照射とローラ圧接の組合せにより、接合対象とする金属材への急熱急冷効果を得ることができ、この急熱急冷効果でもって高い継手強度を有する異種金属接合体とできる。
(もっと読む)
摩擦圧接方法
【課題】接合部材の形状によらず、十分な接合品質を確保することのできる摩擦圧接方法を提供する。
【解決手段】ヒートシンク21A,21Bやレーザ照射装置29などの温度調整手段によって、中央部11cにおける外周面14を加熱し、角部12における外周面14を冷却することによって、中央部分11bや対角部分12aなどのような回転中心Oと肉厚中心Mとの距離が極値となる部分と外周面14との間で熱を伝達させ、極値となる部分の温度を間接的に調整する。これによって、突き合せ面13で発生する摩擦熱がインサート部材27の回転面27a,27b内において不均一となっても、極値となる部分の温度調整をすることで、突き合せ面13における温度分布を均一なものとする。その結果として、角材1A,1Bの突き合せ面13内で接合強度の強弱にばらつきが生じることを防止する。
(もっと読む)
21 - 40 / 155
[ Back to top ]