
Fターム[4E067EC01]の内容
Fターム[4E067EC01]に分類される特許
101 - 120 / 177
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体

【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び見栄えのよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、前記摩擦攪拌接合の前にステンレス板を加熱して高温のステンレス板を摩擦攪拌接合する。これによれば、ステンレス板10,20がアルミニウム合金製形材に密着し、膨れを抑制でき、見栄えのよい構造体となる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び断熱性能のよい構造体を提供する。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。ステンレス板と中空形材30,40との間には断熱材80配置用の空間がある。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、断熱性能をよくできる。
(もっと読む)
軌条車両
【課題】側構体と台枠とを容易に接合できる軌条車両を提供することを目的とする。
【解決手段】側構体2の下端部の側梁の中空形材35から台枠4の中空形材45に向けて突出した突片56が中空形材45に重なっている。この重なり部を上方からハックボルト64で締結している。これによれば、側構体2と台枠4とを容易に接合できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供す
ることを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側
から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車
内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,4
0同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,4
1を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
被接合材の接合方法及び被接合材の接合構造
【課題】摩擦撹拌接合が及ばない厚肉の被接合材同士であっても摩擦撹拌接合を施すことにより被接合材同士を確実に接合することができ、その接合構造の機械的強度を低下させる虞のない被接合材の接合方法及び被接合材の接合構造を提供する。
【解決手段】本発明の被接合材の接合構造10は、厚肉で接合面11Aに摩擦撹拌接合の及ばない部分を有する被接合材11、11同士が、それぞれの接合面11A、11Aを介して接合された被接合材の接合構造であって、各被接合材11、11の接合部は、各被接合材11、11の境界線に沿って摩擦撹拌接合によって形成された第1の接合部12と、第1の接合部12以外の摩擦撹拌接合の及ばない部分が摩擦撹拌接合の余熱を利用した第1のろう材13を介して接合された第2の接合部14と、を有する。
(もっと読む)
摩擦撹拌接合方法
【課題】被接合部材の重合せ部若しくは突合せ部を線接合又は面接合することの出来る摩擦撹拌接合方法を提供し、また、大掛かりな装置を必要とすることなく、且つ過大な装置剛性も必要とされることのない、低コストな摩擦撹拌線接合又は面接合方法を提供する。
【解決手段】複動式回転工具10を用い、クランプ部材16にて、ショルダ部材14の先端面が当接せしめられる被接合部材の周りを押圧した状態下において、重合せ部若しくは突合せ部を摩擦撹拌点接合した後、プローブ12を引き抜き、プローブ穴を、摩擦撹拌部の他部位からの材料の流動にて埋め込むようにすることによって、一つの点接合操作を完了し、そしてこの点接合操作を、繰り返し実施し、隣接する点接合部位における摩擦撹拌部が重なり合うようにして、重合せ部若しくは突合せ部に所定長さ乃至は領域に亘って連続した接合部を形成するようにした。
(もっと読む)
摩擦撹拌接合方法及び摩擦撹拌接合装置
【課題】線接合に対して好適に適用でき、簡便な構成で摩擦撹拌接合用工具の挿入量を適正に保つ。
【解決手段】摩擦撹拌接合装置10は、摩擦撹拌接合用工具30を回転させる第1モータ32と、摩擦撹拌接合用工具30をワークWに対して加圧及び挿入させる第2モータ34と、これらの第1モータ32及び第2モータ34によって、摩擦撹拌接合用工具30を回転させながらワークWに対してを加圧する際、駆動電流がワークWに対する適正挿入量zAに対応する値を超えないように制限をするリミッタと、ワークWの厚みの範囲内で、リミッタにより制限される適正挿入量ZAも深い位置zL1に摩擦撹拌接合用工具30の先端を合わせる位置制御ループとを有する。
(もっと読む)
異種金属継手構造及び異種金属接合方法
【課題】継手強度が確保されると共に製造コストが安価で且つ設備が省スペースに構成される異種金属継手構造及び異種金属接合方法を提供する。
【解決手段】アルミニウム合金製のルーフパネル1のフランジ部3と、サイドメンバ2と同種金属からなる継手部材4と、を固相接合により接合し、継手部材4の切欠き部5から露出した部分(露出部6)とサイドメンバ2とを融接法による接合により接合する。したがって、ルーフパネル1とサイドメンバ2とが継手部材4を介して強固に接合され、異種金属からなるルーフパネル1とサイドメンバ2との接合強度が確保される。また、溶接が容易な同種金属からなる継手部材4とサイドメンバ2との接合を従来設備にて実施することができ、生産性が確保される。また、従来設備を使用できるので、製造コスト及び設備コストの増加が抑制されると共に、設備の大型化が回避される。
(もっと読む)
摩擦撹拌接合方法
【課題】ガンフレームを移動させる手段の動作のティーチングを容易にするとともに、ガンフレームを傾動させる場合に摩擦撹拌接合用工具の接合箇所がずれることを防止する。
【解決手段】摩擦撹拌接合装置10は、摩擦撹拌接合用工具30及び受け部材24によりワークWを挟持する摩擦撹拌用のエンドエフェクタ14と、エンドエフェクタ14を移動及び傾動させるロボット12とを有する。ワークWの接合開始箇所Sを摩擦撹拌接合用工具30と受け部材24で挟持し、摩擦撹拌接合用工具30を回転させてワークWに挿入する。エンドエフェクタ14を接合方向に向かって前進角θだけ傾動させるとともに、受け部材24を移動量L2だけ接合方向に沿って移動させる。摩擦撹拌接合用工具30はリミッタ66の作用下に後退して、先端の位置が維持される。エンドエフェクタ14を接合方向に向かって移動させる。
(もっと読む)
異種金属の接合方法、接合構造及び接合装置
【課題】異種金属を接合して成る部材において、異種金属接触による腐食(電食)を防止することができ、耐食性及び接合強度に優れた異材継手を安価に得ることができる異種金属の接合方法と、このような方法による接合構造、さらにはこのような接合に用いる異種金属の接合装置を提供する。
【解決手段】異種金属から成る両材料1,2をシール材3を介して重ね合わせた後、接合部に介在するシール材3を、例えば加熱によって変形抵抗を低減させた上で、接合界面から排出し、両材料1,2を直接接触させた状態で、例えば抵抗溶接やレーザビームの照射によって接合する。
(もっと読む)
金属部材接合方法
【課題】溶融点の異なる二の金属部材を互いに重ね合わせて接合する場合において、安定した接合部品質を得ることができ、大型で複雑な形状の金属部材同士の接合も可能な接合方法を提案する。
【解決手段】複数の金属部材(アルミニウム部材1、銅部材2)を、溶融点の高い順に互いに重ね合わせて配置し、円周方向に回転する円板状の接合ツール3のツール本体3aの周面を、重ね合わせ部において前記金属部材のうち最も溶融点の高い金属部材(銅部材2)の表面2aに押し込みつつ該金属部材(銅部材2)の表面2aに沿って移動させることにより、前記複数の金属部材(アルミニウム部材1、銅部材2)を互いに接合することを特徴とする金属部材接合方法。
(もっと読む)
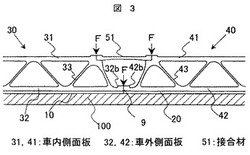
ダブルスキンパネル及びその継手構造、並びに構造体
【課題】接合端部の寸法精度を緩和させて生産コストを下げることが可能なダブルスキンパネル及び継手構造、並びに構造体を提供すること。
【解決手段】第1面板11と第2面板12とが複数のリブ13によって連結され、両端部に互いに接合可能な一組の接合継手が形成されたものであって、一方の接合継手は、第1面板11と第2面板12とにほぼ直交する直交端部リブ13aから接合端部11a,12aが突き出し、他方の接合継手は、第1面板11との連結部が第2面板12との連結部よりも面内方向外側に位置する傾斜端部リブ13bであり、第1面板側の接合端部11bが、直交端部リブ13aの位置で重ねられ、第2面板側の接合端部12bが接合端部12aに端面を突き当てるようにしたダブルスキンパネル10A,10B。
(もっと読む)
ツーリング装置とともに使用される位置決め装置、ならびに、ワークピースに対する製造動作を実行するためのアセンブリおよび方法
【課題】ツール取付け型構造の位置決め装置および技術を提供する。
【解決手段】位置決め装置は、経路を移動し、要素に対する製造動作を実行するよう構成されたツール装置に当該位置決め装置を直接取付けるための取付具を含む。当該位置決め装置に結合された係合機構は、所定の経路に揃えられており、動作が実行されるとき当該要素が所定の経路に対して一定の関係で位置決め装置によって固定および位置決めされるように当該要素にクランプ力を加えるよう構成される。
(もっと読む)
摩擦撹拌点接合体
【課題】自動車部品の軽量化のために、自動車部品にアルミニウム合金板と鋼板からなる異種金属接合体を適用してなるものである。
【解決手段】アルミニウム合金板2と鋼板3を積層した積層体に対して、回転工具を回転させつつ、該アルミニウム合金板2側より鋼板3までは達しないようにアルミニウム合金板2の残層を残しつつ挿入して摩擦撹拌点接合を行うことで、上記アルミニウム合金板2と鋼板3との間にアモルファス層からなる接合界面4を有するものとすることで、該アモルファス層からなる接合界面4が、集中する応力を緩和し、両者を一体に強固に接合するものである。
(もっと読む)
複合金属板及びその製造方法
【課題】通常のロールで容易に圧接することができ、圧接部の接合強度に優れた複合金属板及びその製造方法を提供する。
【解決手段】第1金属板1と、第2金属板2とを備え、前記第1金属板と第2金属板の端部同士が接合された複合金属板の製造方法である。前記第1金属板1、第2金属板2の接合側端部には、凸状に形成された山部11,21と凹状に形成された谷部12,22を備える。前記第1金属板1の山部11を前記第2金属板2の谷部22に、また前記第2金属板2の山部21を前記第1金属板1の谷部12に係合させるように両金属板の端部を重ね合わせ、その重ね合わせ部を圧下することによって圧接し、拡散焼鈍する。
(もっと読む)
ダブルスキンパネル及びその接合継手、並びに構造体
【課題】寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供する。
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
(もっと読む)
金属構造物
【課題】溶接の問題を解決しつつ金属板母材を損傷することなく一定のボルト締着力で取付相手に固定できる金属構造物を提供する。
【解決手段】シートメタル11と平ワッシャ12との嵌合境界部分を摩擦攪拌接合部24により一体化接合する。この摩擦攪拌接合部24の形成は、ピン状本体21の先端中央部に突起部(ブローブ)22を突設した回転工具20を用いて行なう。すなわち、回転工具20を回転させながら、突起部22をシートメタル11と平ワッシャ12とを突合わせた接合部に押込みながら、摩擦熱で軟化(塑性流動化)した金属材料を攪拌接合しながら、ピン状本体21の先端面に形成したショルダ部23により、その摩擦攪拌接合部24の表面を押さえて整える。
(もっと読む)
摩擦攪拌加工用ツールおよびこれを用いる摩擦攪拌加工品の製造方法
【課題】 摩擦攪拌加工において、ツールのショルダ部の沈み込みを抑制し、加工中に前進角や後退角が生じても加工部におけるバリの発生や肉厚の減少が少なく、また加工痕が目立ちにくく、品質良好な加工品を得ることのできる摩擦攪拌加工用ツールおよび摩擦攪拌加工品の製造方法を提供する。
【解決手段】 ショルダ面11と該ショルダ面の中央部に突設されたプローブ12とを備え、先端が円錐台形に形成された摩擦攪拌加工用ツールであって、円錐台の上底面に更に突設されたプローブを備え、ショルダが円錐台の上底面からなる第1ショルダ面及び円錐台の側面からなる第2ショルダ面からなり、該第1ショルダ面と第2ショルダ面のうち少なくとも第1ショルダ面には渦状の条溝が形成されている。このツールの回転軸を被加工材表面の法線方向プラスマイナス2度内に保ち摩擦攪拌加工により加工品を製造する。
(もっと読む)
101 - 120 / 177
[ Back to top ]