
Fターム[4E067EC01]の内容
Fターム[4E067EC01]に分類される特許
81 - 100 / 177
金属マトリックス複合材の摩擦撹拌溶接
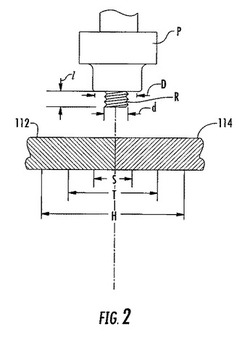
【課題】繊維強化複合材の金属マトリックス中の体積分率を接合前と実質的に同じとなるように接合する繊維強化複合材の製造方法を提供する。
【解決手段】その中に分布する強化用繊維を有する金属マトリックスからなる第1複合材112及び第2複合材114を、突合せ面に沿って摩擦撹拌接合を行う。第1複合材は所定の接合経路に沿った固体結合によって第2複合材に結合されて、接合経路内の強化用繊維の平均体積分率が複合部材の平均体積分率と実質的に同じになる。
(もっと読む)
金属材の接合方法

【課題】効率良く接合部の裏面側を加熱しつつ摩擦攪拌接合を行うことができる金属材の接合方法を提供する。
【解決手段】接合ツール18を接合部16の上側から挿入し、加熱裏板28を接合部16の下側から当接させる。接合ツール18を接合ツール回転方向24側に回転させ、加熱裏板28を接合ツール回転方向24側とは逆の加熱裏板回転方向32側に回転させる。接合ツール18及び加熱裏板28の回転速度を、接合ツール18及び加熱裏板28それぞれが金属材12,14に与えるトルクを互いに相殺し合うように制御する。接合ツール18と加熱裏板28とを対向させつつ接合部16の長手方向に沿って移動させる。加熱裏板28が接合部16を摩擦熱によって直接的に加熱し、接合ツール18が接合部16の金属を攪拌することにより金属材12,14を接合することができる。
(もっと読む)
鉄道車両用構体及び枠部材取り付け方法
【課題】開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材10が取り付けられたものであって、枠部材10には、取り付け状態で車体外面に沿う方向に突き出した接合突起11が形成され、開口部側には車体外面に沿う方向に突起部分111が形成され、枠部材10の接合突起11と開口部側の突起部分111との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具1によって挟み込みながら摩擦攪拌接合するようにした鉄道車両用構体。
(もっと読む)
粉末クラッド製造ライン
【課題】板表面に粉末を圧着して粉末圧着材を形成し、続いて粉末圧着材を加熱して粉末を板に融着させることにより製造される粉末クラッドを高品質で高能率に製造できるようにする。
【解決手段】巻戻機3から一定速度で巻き出す板1の表面に粉末圧延機4により粉末を圧着して粉末圧着材5aを形成し、粉末圧着材5aを加熱炉6に導き一定温度で加熱して粉末を板1に融着させた粉末クラッド5を形成し、粉末クラッド5を冷却した後巻取機10により巻き取る粉末クラッド製造ラインであって、加熱炉6の下流に粉末クラッド5の張力を計測する張力計14を設置し、張力計14による検出張力19が、加熱炉6における加熱と張力の作用により粉末クラッド5が許容範囲の幅縮みに収まる張力設定値21に維持されるように巻取機10による粉末クラッド5の巻取張力を制御する張力制御装置20を備える。
(もっと読む)
2つの二次元部品の摩擦溶接接合
この発明は互いの頂部に位置する複数の二次元部品の摩擦溶接接合に関する。複数の部品は接続本体(1,17)によって結合され、接続本体は、カラー(7)によって上側の部品(9)の上に位置する。接続本体は配管片の形状を有し、上側の部品(9)は回転および圧力によって前部の環状の切断端縁を有する接続本体によって浸透され、接続本体は、その前部で上側の部品(9)を介して切断し、且つ、その空洞スペースに上側の部品(9)の切断材料を受けた後、下側の部品(1)とともに、接続本体の回転および圧力によって生成された摩擦溶接領域を形成する。 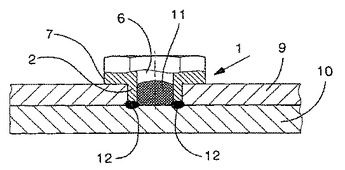 (もっと読む)
(もっと読む)
接合方法
【課題】金属部材同士の突合部に対して摩擦攪拌を行う本接合工程を備える接合方法であって、本接合工程において形成される可能性のあるトンネル欠陥を分断する目的で行う摩擦攪拌を効率よく行うことが可能な接合方法を提供することを課題とする。
【解決手段】金属部材1,1同士の突合部Jに対して摩擦攪拌を行う本接合工程と、本接合工程によって金属部材1,1に形成された塑性化領域W1を複数回横断するように回転ツールDを移動させることで、塑性化領域W1に対して摩擦攪拌を行う横断補修工程とを具備する接合方法であって、横断補修工程によって塑性化領域W1に形成される複数の再塑性化領域W3,W3,…が、本接合工程における摩擦攪拌のルート上において互いに離間するように、横断補修工程における摩擦攪拌のルートを設定する。
(もっと読む)
超音波溶接装置並びに超音波溶接装置を備えた包装機械
本発明は、シート状の材料を溶接する超音波溶接装置であって、超音波ソノトローデ(3)とアンビル(3)と、該超音波ソノトローデ(3)とアンビル(2)との間における相対ポジションを調節するための調節装置(4)と、該調節装置(4)を介して超音波ソノトローデ(3)とアンビル(2)との間の作業間隙(16)の幅(X)を調整する制御装置(8)とが設けられており、アンビル(2)が超音波ソノトローデ(3)に対して支承装置(12)において可動に支承されており、調節装置(4)が、アンビル(2)に結合された第1のくさびエレメント(6)と第2のくさびエレメント(7)とアクチュエータ(5)とを有しており、超音波ソノトローデ(3)に対するアンビル(2)のポジションを変えるために、アクチュエータ(5)が第2のくさびエレメント(7)と結合されていて、該第2のくさびエレメント(7)が第1のくさびエレメント(6)に対して移動する。  (もっと読む)
(もっと読む)
摩擦攪拌方法
【課題】摩擦攪拌の開始位置における攪拌ピンの挿入作業を迅速に行うことが可能な摩擦攪拌方法を提供するとともに、摩擦攪拌の終了位置における攪拌ピンの離脱作業を迅速に行うことが可能な摩擦攪拌方法を提供すること課題とする。
【解決手段】摩擦攪拌の開始位置SM1に回転ツールBの攪拌ピンB2を挿入する際の回転ツールBの回転速度を、開始位置SM1から摩擦攪拌の終了位置EM1に向かって回転ツールBを移動させる際の回転ツールBの回転速度よりも高速にする。また、摩擦攪拌の終了位置EM1に達した回転ツールBの攪拌ピンB2を終了位置EM1から離脱させる際の回転ツールBの回転速度を、摩擦攪拌の開始位置SM1から終了位置EM1に向かって回転ツールBを移動させる際の回転ツールBの回転速度よりも高速にする。
(もっと読む)
接合方法
【課題】金属部材同士の突合部を金属部材の表面側から摩擦攪拌接合を行うとともに金属部材の裏面側から摩擦攪拌接合を行うことで金属部材同士を接合する方法であって、接合部における気密性や水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】金属部材1,1の突合部J1に対して金属部材1の表面12側から摩擦攪拌を行う第一の本接合工程と、突合部J1に対して金属部材1の裏面13側から摩擦攪拌を行う第二の本接合工程と、を備える接合方法であって、第二の本接合工程において、第一の本接合工程で形成された塑性化領域W1に回転ツールBの攪拌ピンB2を入り込ませつつ摩擦攪拌を行う。
(もっと読む)
接合方法
【課題】接合すべき金属部材同士の突合部の側方に配置されたタブ材に摩擦攪拌の開始位置又は終了位置を設けた場合であっても、金属部材に形成された塑性化領域に接合欠陥が発生し難い接合方法を提供することを課題とする。
【解決手段】金属部材1,1の突合部J1に対して摩擦攪拌を行う本接合工程と、本接合工程により金属部材1に形成された塑性化領域W1に対して摩擦攪拌を行う補修工程とを具備する接合方法であって、本接合工程では、金属部材1,1の突合部J1の側方に配置されたタブ材2,3に摩擦攪拌の開始位置又は終了位置を設け、補修工程では、少なくともタブ材2,3に隣接する塑性化領域W1に対して摩擦攪拌を行う。
(もっと読む)
接合方法
【課題】仮接合と本接合を摩擦攪拌接合により行う接合方法であって、仮接合に要するコストを削減することが可能な接合方法を提供することを課題とする。
【解決手段】金属部材1,1の突合部J1に対して摩擦攪拌を行う仮接合工程と、仮接合された状態の金属部材1,1の突合部J1に対して摩擦攪拌を行う本接合工程を具備する接合方法であって、本接合工程で用いる本接合用回転ツールBよりも小型の仮接合用回転ツールを用いて、仮接合工程を実行することを特徴とする。
(もっと読む)
超微細粒鋼板の超音波接合法
【課題】超微細粒組織の特性が大きく劣化することがなく、機械的強度ならびに靭性の高い接合継手が得られる、フエライトのような超微細粒組織を有する鋼板の拡散接合方法を提供する。
【解決手段】超微細粒組織を有する2枚以上の鋼板1A,1Bを、鋼板の接合される面の片側に少なくとも1〜5μm亜鉛メッキがほどこしたうえで、超音波周波数:10〜100kHz、超音波出力:1000〜10000Wおよび超音波付与時間:0.2〜1sの超音波を使用し、かつ加圧力:2〜3Kg/cm2で接合する。
(もっと読む)
接合方法
【課題】金属要素同士の突合部に対して熱加工を連続して施すことで突合部を接合する方法であって、金属要素を保持する治具等の設置作業を簡略にすることが可能な接合方法を提供することを課題とする。
【解決手段】金属要素10,20の突合部Jに対して連続して熱加工を施すことで突合部Jを接合する方法であって、突合部Jの側方に位置する第一タブ部11を一の金属要素10と一体成形しておき、第一タブ部11から熱加工を開始し、突合部Jに熱加工を施した後に、第一タブ部11を切除することを特徴とする。
(もっと読む)
摩擦点接合方法
【課題】摩擦点接合方法において、接合時間が長くなるのを抑制しながら、金属めっきされた鋼板の耐食性が低下するのを抑制する。
【解決手段】金属めっきされた第2鋼板W2及び非めっきの第1鋼板W1b,W1aをその順に重ね合わせてワークWとする。回転ツール7を回転させながら下降させ、回転ツール7と受け部材8とでワークWの被接合部を挟み込むと共に被接合部を第1鋼板W1a側の面から回転軸心方向に押圧する。回転ツール7と第1鋼板W1aの表面との摩擦によって摩擦熱を発生させる。回転ツール7の回転及び押圧を継続させ、第1及び第2鋼板W1a,W1b,W2に塑性流動を発生させる。回転ツール7を回転させたまま上昇させ、回転ツール7をワークW内から引き抜く。ワークWは冷却されて硬化し、ワークWの接合が完了する。
(もっと読む)
積層体の接合方法、流路ユニットの製造方法及び加圧用治具
【課題】積層体の表面に孔の開口が形成されている場合にも、かかる積層体のプレート同士を拡散接合によって均等に接合する。
【解決手段】積層体105の下面に共通インク室23が開口している。このような積層体105に含まれている金属板同士を拡散接合する際に、加圧用治具51及び52を用いて上下から圧力を印加する。加圧用治具52は基部54と、基部54から突出した突出部53とを有している。加圧用治具52が積層体105の下面に当接する際、突出部53が共通インク室23内に進入し、突出部53の上面が共通インク室23の天井面に当接する。これによって、積層体105内の金属板に均等に圧力が印加されるので、加圧接合によって均等に金属板が接合される。
(もっと読む)
摩擦接合方法
【課題】摩擦接合方法において、複数の鋼製部材の被接合部が冷却時にマルテンサイト組織になることを抑制し、その接合強度を向上させる。
【解決手段】第2鋼板W2及び第1鋼板W1をその順に重ね合わせてワークWとする。回転ツール7を回転させなが下降させ、回転ツール7と受け部材8とでワークWの被接合部を挟み込むと共に被接合部を回転軸心方向に押圧する。回転ツール7と第1鋼板W1の表面との摩擦によって摩擦熱を発生させる。回転ツール7の回転及び押圧を継続させ、第1及び第2鋼板W1,W2に塑性流動を発生させる。被接合部の温度がA3変態点以上になると、接合条件を調整する。調整後、被接合部の温度がA1変態点以下になると、回転ツール7を回転させたまま上昇させ、回転ツール7をワークW内から引き抜く。ワークWは冷却されて硬化し、ワークWの接合が完了する。
(もっと読む)
常温接合方法及び常温接合装置
【課題】常温接合において、基板面に中間材を均一に形成し、接合時の加熱が不要で常温にて接合しても十分な接合強度が得られる方法、及び装置を提供する。
【解決手段】複数の基板4を中間材を介して常温で接合する方法において、複数のターゲット7を物理スパッタリングすることによって、前記基板の被接合面上に前記中間材を形成する工程と、被接合面をイオンビームにて活性化する工程と、を含む常温接合方法である。この場合、複数の種類の材料で構成されるターゲットを物理スパッタリングすることが好ましい。基板の被接合面から見て、種々の方向に配置された複数のターゲットから中間材の材料がスパッタリングされるので、前記被接合面へ中間材を均一に形成できる。更に、複数の種類の材料で中間材を形成しているので、単一種類の材料で中間材を形成しても接合し難い基板同士の常温接合が、接合時の加熱や過度な圧接無しに可能となる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び見栄えのよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、前記摩擦攪拌接合の前にステンレス板を加熱して高温のステンレス板を摩擦攪拌接合する。これによれば、ステンレス板10,20がアルミニウム合金製形材に密着し、膨れを抑制でき、見栄えのよい構造体となる。
(もっと読む)
81 - 100 / 177
[ Back to top ]