
鉄道車両用構体及び枠部材取り付け方法

【課題】開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材10が取り付けられたものであって、枠部材10には、取り付け状態で車体外面に沿う方向に突き出した接合突起11が形成され、開口部側には車体外面に沿う方向に突起部分111が形成され、枠部材10の接合突起11と開口部側の突起部分111との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具1によって挟み込みながら摩擦攪拌接合するようにした鉄道車両用構体。
【解決手段】側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材10が取り付けられたものであって、枠部材10には、取り付け状態で車体外面に沿う方向に突き出した接合突起11が形成され、開口部側には車体外面に沿う方向に突起部分111が形成され、枠部材10の接合突起11と開口部側の突起部分111との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具1によって挟み込みながら摩擦攪拌接合するようにした鉄道車両用構体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、出入り口などの開口部の枠部材を摩擦攪拌接合によって側構体に接合する鉄道車両用構体に関し、特に接合部の軽量化を図った鉄道車両用構体に関する。
【背景技術】
【0002】
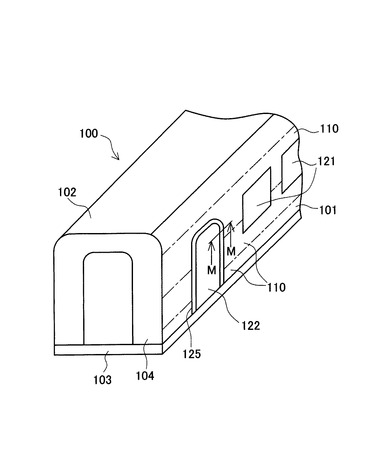
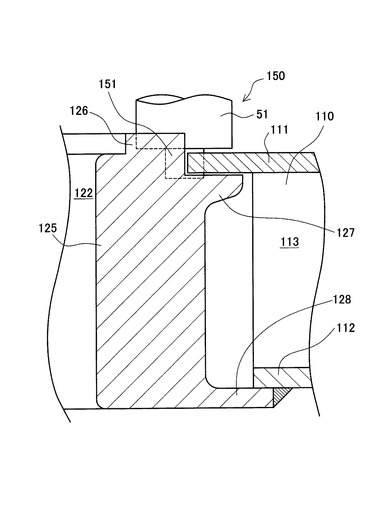
開口部に枠部材を摩擦攪拌接合する鉄道車両用構体に関し、特開2002−153982号公報に記載がある。図4は、鉄道車両の車体の斜視図である。そして、図5は、図4に示す開口部のM−M断面図であって、摩擦攪拌接合状態を示している。
鉄道車両用構体100は、側面を構成する側構体101と屋根を構成する屋根構体102、そして床を構成する台枠103や長手方向の端部を構成する妻構体104から構成されている。側構体101や屋根構体102、更に台枠104などは、それぞれ複数の押出中空形材110を接合して構成されている。押出中空形材110は、その押出方向(長手方向)が車体100の長手方向になり、側構体101などは複数の押出中空形材110が幅方向に接合されている。
【0003】
鉄道車両用構体100は、複数の窓121や出入口122があって、そのための開口部が側構体101に形成されている。そこで、例えば出入口122の開口縁には枠部材125が接合されている。枠部材125は、図5に示すような断面形状をしたものであり、肉厚を厚くした高強度の部材である。
ところで、詳しく図示していないが、押出中空形材110は二枚の板が中間のリブによって連結されたアルミ合金からなるダブルスキンパネルである。一方、枠部材125もアルミニウム合金からなる図示する形状の押出形材であって、出入口122の底辺を除くU字状に折り曲げられたものである。
【0004】
押出中空形材110は、実質的に平行な上面板111と下面板112が複数の接続板であるリブ113によって接続されている。図5に示す接合部分では、車外側の上面板111の端部は車内側の下面板112やリブ113の端部よりも開口側に突出している。枠部材125は、上面板111よりも外方に突出する凸部126と、上面板111に対して内側に重なる突出部127と、下面板112に対して車内側に重なる突出部128が形成されている。
【0005】
この押出中空形材110と枠部材125とは図面下方側が架台に支えられ、上面板111と凸部126との突き合わせ部分が上方から摩擦攪拌接合する。摩擦攪拌接合では、プローブ型の回転工具150が、そのプローブ151を突き合わせの接合部に上方から押し付けて挿入される。そして、回転工具150は、大径の回転体152の一部が凸部126に入り込むまで押し付けられる。摩擦攪拌接合では、こうして回転工具150が回転しながら図示するように接合部に挿入され、図面を貫く方向に移動する。摩擦攪拌接合後、上面板111の外面よりも上方の凸部126や接合部はグラインダで切削される。一方、反対側の突出部128と下面板112は隅肉溶接によって接合される。
【特許文献1】特開2002−153982号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、図5に示すような従来の方法によって出入り口などの枠部材を接合する場合、その枠構造部の重量増によってその分だけ構体全体の重量も増加してしまっていた。図5に示すようなプローブ型の回転工具150によって枠部材125を押出中空形材110へ摩擦攪拌接合する場合、接合部にプローブ151が押し込まれるため、その押し付け力を受けるだけの剛性が枠部材125に必要があるからである。従って、従来の鉄道車両用構体は、開口部の枠部材が十分な剛性を確保するため重量が重くなることで重量増になってしまうことが問題であった。
【0007】
よって、本発明は、かかる課題を解決すべく、開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の鉄道車両用構体は、側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材が取り付けられたものであって、前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起が形成され、前記開口部側には車体外面に沿う方向に突起部分が形成され、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることを特徴とする。
【0009】
また、本発明の鉄道車両用構体は、前記枠部材が、車体内面側にも接合突起が形成され、その接合突起が前記開口部側に形成された車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることが好ましい。
また、本発明の鉄道車両用構体は、前記枠部材が、車体内面側にも接合突起が形成され、その接合突起が前記開口部分の車体内面壁に重ね合わされ、接合突起端部にて隅肉溶接されたものであることが好ましい。
【0010】
また、本発明の鉄道車両用構体は、前記側構体が、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、前記枠部材は、長手方向に見た断面が前記上面板と下面板と同じ肉厚で同じ間隔の接合突起が突き出した略コの字形をしたもので、その接合突起の端面が前記上面板と下面板とに突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合されたものであることが好ましい。
また、本発明の鉄道車両用構体は、前記側構体が、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、前記枠部材は、長手方向に見た断面が長さの異なる接合突起が突き出した略コの字形をしたもので、車体外面側では、その接合突起の端面が前記上面板に突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合され、車体内面側では、その接合突起が前記下面板に重ね合わされ、その接合突起の端部にて隅肉溶接されたものであることが好ましい。
【0011】
本発明の枠部材取り付け方法は、側構体、屋根構体、妻構体および台からなる鉄道車両用構体に関し、その側構体や妻構体に形成された出入口や窓の開口部に枠部材を取り付けるための方法であって、前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起を形成し、前記開口部側には車体外面に沿う方向に突起部分を形成し、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたことを特徴とする。
【0012】
また、本発明の枠部材取り付け方法は、前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部側に形成した車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合することが好ましい。
また、本発明の枠部材取り付け方法は、前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部分の車体内面壁に重ね合わせ、接合突起端部にて隅肉溶接することが好ましい。
【発明の効果】
【0013】
よって、本発明によれば、ボビンツール式の回転工具を利用することにより、接合時に荷重を受ける必要がなくなって枠部材の断面積を小さくすることができ、肉厚を減らして鉄道車両用構体の軽量化に寄与するようになる。
【発明を実施するための最良の形態】
【0014】
次に、本発明に係る鉄道車両用構体及び枠部材取り付け方法の一実施形態について図面を参照しながら以下に説明する。
本実施形態の鉄道車両用構体は、その外観は従来のものと同様であるため、図4の鉄道車両用構体100を例に挙げて説明する。従って、本実施形態の鉄道車両用構体100も、側面を構成する側構体101と屋根を構成する屋根構体102、そして床を構成する台枠103や長手方向の端部を構成する妻構体104から構成されている。側構体101や屋根構体102、更に台枠104などは、それぞれ複数の押出中空形材110を接合して構成されている。
【0015】
複数の押出中空形材110は、例えば摩擦攪拌接合によって互いに接合される。ここで図3は、押出中空形材110の一例であって、その押出中空形材同士の接合について示した図である。被接合部材である押出中空形材110A,110Bは、上面板111と下面板112が複数の傾斜したリブ113によって連結され、接合端部には垂直な端部リブ114が設けられている。その端部リブ114からは上面板111と下面板112が平面方向に突き出している。そして、接合時には押出中空形材110A,110Bが、図示するように上面板111と下面板112の接合端面同士が突き合わされ、回転工具1によって接合される。
【0016】
本実施形態では、ボビンツール式の回転工具1を使用して押出中空形材110A,110Bを摩擦攪拌接合する。ボビンツール式の回転工具1は、上面板111や下面板112を挟み込む上部回転体2と下部回転体3、そしてその間には攪拌軸であるプローブ4を備えられている。回転が与えられた回転工具1は、プローブ4が接合部に沿って送られ、機械的攪拌によって周囲の材料を塑性流動化させる。上部回転体2と下部回転体3は、上下方向から上面板111や下面板112を挟み込んで可塑性ゾーンから材料が失われるのを防いでいる。
【0017】
そして、軟化した材料は、塑性流動化して移動するプローブ4の後方に流れ、互いに混じり合った可塑性材は摩擦熱を失って急速に冷却固化し、接合が完結する。押出中空形材110A、110Bは、上面板111同士が接合され後、反転して下面板112同士の接合が同様に行われる。なお、押出中空形材110によって構成される鉄道車両用構体は、上面板111側が車体外面側となる。
【0018】
押出中空形材110は、その押出方向(長手方向)が車体100の長手方向になり、幅方向の端部が図示するように摩擦攪拌接合される。側構体101には、窓121や出入口122の開口部が形成されているが、これらは予め押出中空形材110を所定形状に切削してから接合し、或いは接合した後に切削が行われて形成される。そして、その出入口122には枠部材10が取り付けられている。なお、押出中空形材110は前述したようにアルミ合金からなるダブルスキンパネルであって、本実施形態の枠部材10もアルミニウム合金からなる押出形材であって、出入口122の底辺を除くU字状に折り曲げられて取り付けられる。
【0019】
ここで図1は、押出中空形材110と枠部材10との接合部分を示した断面図である。本実施形態では従来と同様に摩擦攪拌接合によって一体にするものであるが、特にボビンツール式の回転工具1によって行うこととしている。そこで、押出中空形材110と枠部材10には、ボビンツール式の回転工具1によって接合するための接合継手が形成されている。なお、図1の断面は、例えば図3に示す押出中空形材110のN−N断面部分を示したものであり、鉄道車両用構体100(押出中空形材110)の長手方向に沿って切断したものである(図4のM−M断面参照)。
【0020】
そこで、この枠部材を接合するための接合継手は、具体的には次のように構成されている。つまり、鉄道車両用構体の開口部の縁形状は、押出中空形材110の上面板111と下面板112の先端が突き出され、リブ113が内側に引っ込むような位置で形成されている。一方、枠部材10は、図示するようにコの字形の断面形状をしたものであり、厚肉部分から平行に接合突起11,12が突き出されている。この接合突起11,12は、押出中空形材110の上面板111及び下面板112と同じ間隔で、同じ肉厚で形成されている。そして、押出中空形材110の上面板111及び下面板112と接合突起11,12とが、それぞれ先端面同士を突き合わすようにして配置される。
【0021】
回転工具1は、図示するように、突き合わされた接合突起11と上面板111を上部回転体2と下部回転体3とで挟み込み、回転しながらプローブ4が接合部に沿って送られる。上部回転体2と下部回転体3とは、上下方向から接合突起11や上面板111を挟み込んで可塑性ゾーンから材料が失われるのを防いでいる。それにより、接合突起11と上面板111の接合部では、機械的攪拌によって周囲の材料を塑性流動化し、軟化した材料が移動するプローブ4の後方に流れ、互いに混じり合った可塑性材が摩擦熱を失って急速に冷却固化して接合が完結する。回転工具1は、出入口122の底辺を除くU字状に形成された枠部材10の形状に沿って移動し、その枠部材10が側構体101に取り付けられる。なお、上面体111側の接合後は反対側の接合突起12と下面板112同士の接合が同様に行われる。
【0022】
よって、本実施形態の枠部材取り付け方法では、ボビンツール式の回転工具1を利用することにより、接合時に荷重を受ける必要がなくなって枠部材10の断面積を小さくすることができた。すなわち、接合時にかかる荷重を受けるための強度を確保する必要がなくなり、枠構造として構造強度を考慮した必要な最小限のものであればよいため、コの字形断面の枠部材10は、その肉厚を減らして軽量化することができ、その結果、鉄道車両用構体の軽量化につながった。また、摩擦攪拌接合では、アーク溶接などのように溶接ビードができないため、鉄道車両用構体100車体外面の見栄えをよいものとすることができる。そして、枠部材10の接合後に切削仕上げなどの仕上げ加工が不要になれって工数削減によるコスト削減にもなる。
【0023】
次に図2は、押出中空形材110に対して別の枠部材20を取り付ける場合の接合部分を示した断面図である。本実施形態では、一方をボビンツール式の回転工具1によって摩擦攪拌接合し、他方をMIG溶接によって接合している。そこで、押出中空形材110と枠部材20には、当該接合のための接合継手が形成されている。なお、図2の断面も図1と同様に、例えば図4のM−M断面を示したものであり、鉄道車両用構体100(押出中空形材110)の長手方向に沿って切断したものである。
【0024】
接合継手の構造は、押出中空形材110では、上面板111のみ先端が突き出され、下面板112とリブ113がそれよりも短く形成されている。一方、枠部材20は、図示するようにコの字形の断面形状をしたものであり、厚肉部分から平行に接合突起21,22が突き出され、MIG溶接する下面板112側の接合突起22が長く形成されている。本実施形態では、接合突起21と上面板111とは先端面同士が突き合わされるが、もう一方の接合突起22は下面板112に対して重ねられるようになっている。
【0025】
回転工具1は、図示するように、突き合わされた接合突起21と上面板111を上部回転体2と下部回転体3とで挟み込み、回転しながらプローブ4が接合部に沿って送られる。従って、機械的攪拌によって周囲の材料を塑性流動化し、軟化した材料が移動するプローブ4の後方に流れ、互いに混じり合った可塑性材が摩擦熱を失って急速に冷却固化して接合が完結する。回転工具1は、出入口122の底辺を除くU字状に形成された枠部材20の形状にしって移動し、その枠部材20が側構体101に取り付けられる。また、反対の下面板112側では、その下面板112に接合突起22が重ねられ、表面に段差が生じている。そこで、その段差部分にMIG溶接による隅肉溶接がU字状に形成された枠部材20の形状に沿って行われる。
【0026】
よって、本実施形態の枠部材取り付け方法では、ボビンツール式の回転工具1を利用することにより、接合時に荷重を受ける必要がなくなって枠部材10の断面積を小さくすることができた。すなわち、枠構造として構造強度を考慮した必要な最小限のものであればよいため、枠部材10の肉厚を減らして軽量化することができ、その結果、鉄道車両用構体の軽量化につながった。車体外面側を摩擦攪拌接合にしたので、アーク溶接などのように溶接ビードができないため、鉄道車両用構体100外面の見栄えをよいものとすることができる。そして、枠部材10の接合後に切削仕上げなどの仕上げ加工が不要になれって工数削減によるコスト削減にもなる。一方、仕上げが要求されない反対側はMIG溶接にしたため、摩擦攪拌接合に比べて作業時間を短縮することができる。
【0027】
以上、本発明に係る鉄道車両用構体及び枠部材取り付け方法について実施形態を説明したが、本発明はこれらに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
例えば前記実施形態では、押出中空形材で構成された鉄道車両用構体を示したが、押出中空形材以外の部材で構成されたものであってもよい。
【図面の簡単な説明】
【0028】
【図1】押出中空形材と枠部材との接合部分の第1実施形態を示した断面図である。
【図2】押出中空形材と枠部材との接合部分の第2実施形態を示した断面図である。
【図3】押出中空形材の一例であって、その押出中空形材同士の接合について示した図である。
【図4】鉄道車両の車体の斜視図である。
【図5】図4に示す開口部のM−M断面図であって、摩擦攪拌接合状態を示している。
【符号の説明】
【0029】
1 回転工具
2 上部回転体
3 下部回転体
4 プローブ
10 枠部材
11,12 接合突起
110 押出中空形材
111 上面板
112 下面板
113 リブ
121 窓
122 出入口
【技術分野】
【0001】
本発明は、出入り口などの開口部の枠部材を摩擦攪拌接合によって側構体に接合する鉄道車両用構体に関し、特に接合部の軽量化を図った鉄道車両用構体に関する。
【背景技術】
【0002】
開口部に枠部材を摩擦攪拌接合する鉄道車両用構体に関し、特開2002−153982号公報に記載がある。図4は、鉄道車両の車体の斜視図である。そして、図5は、図4に示す開口部のM−M断面図であって、摩擦攪拌接合状態を示している。
鉄道車両用構体100は、側面を構成する側構体101と屋根を構成する屋根構体102、そして床を構成する台枠103や長手方向の端部を構成する妻構体104から構成されている。側構体101や屋根構体102、更に台枠104などは、それぞれ複数の押出中空形材110を接合して構成されている。押出中空形材110は、その押出方向(長手方向)が車体100の長手方向になり、側構体101などは複数の押出中空形材110が幅方向に接合されている。
【0003】
鉄道車両用構体100は、複数の窓121や出入口122があって、そのための開口部が側構体101に形成されている。そこで、例えば出入口122の開口縁には枠部材125が接合されている。枠部材125は、図5に示すような断面形状をしたものであり、肉厚を厚くした高強度の部材である。
ところで、詳しく図示していないが、押出中空形材110は二枚の板が中間のリブによって連結されたアルミ合金からなるダブルスキンパネルである。一方、枠部材125もアルミニウム合金からなる図示する形状の押出形材であって、出入口122の底辺を除くU字状に折り曲げられたものである。
【0004】
押出中空形材110は、実質的に平行な上面板111と下面板112が複数の接続板であるリブ113によって接続されている。図5に示す接合部分では、車外側の上面板111の端部は車内側の下面板112やリブ113の端部よりも開口側に突出している。枠部材125は、上面板111よりも外方に突出する凸部126と、上面板111に対して内側に重なる突出部127と、下面板112に対して車内側に重なる突出部128が形成されている。
【0005】
この押出中空形材110と枠部材125とは図面下方側が架台に支えられ、上面板111と凸部126との突き合わせ部分が上方から摩擦攪拌接合する。摩擦攪拌接合では、プローブ型の回転工具150が、そのプローブ151を突き合わせの接合部に上方から押し付けて挿入される。そして、回転工具150は、大径の回転体152の一部が凸部126に入り込むまで押し付けられる。摩擦攪拌接合では、こうして回転工具150が回転しながら図示するように接合部に挿入され、図面を貫く方向に移動する。摩擦攪拌接合後、上面板111の外面よりも上方の凸部126や接合部はグラインダで切削される。一方、反対側の突出部128と下面板112は隅肉溶接によって接合される。
【特許文献1】特開2002−153982号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、図5に示すような従来の方法によって出入り口などの枠部材を接合する場合、その枠構造部の重量増によってその分だけ構体全体の重量も増加してしまっていた。図5に示すようなプローブ型の回転工具150によって枠部材125を押出中空形材110へ摩擦攪拌接合する場合、接合部にプローブ151が押し込まれるため、その押し付け力を受けるだけの剛性が枠部材125に必要があるからである。従って、従来の鉄道車両用構体は、開口部の枠部材が十分な剛性を確保するため重量が重くなることで重量増になってしまうことが問題であった。
【0007】
よって、本発明は、かかる課題を解決すべく、開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の鉄道車両用構体は、側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材が取り付けられたものであって、前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起が形成され、前記開口部側には車体外面に沿う方向に突起部分が形成され、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることを特徴とする。
【0009】
また、本発明の鉄道車両用構体は、前記枠部材が、車体内面側にも接合突起が形成され、その接合突起が前記開口部側に形成された車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることが好ましい。
また、本発明の鉄道車両用構体は、前記枠部材が、車体内面側にも接合突起が形成され、その接合突起が前記開口部分の車体内面壁に重ね合わされ、接合突起端部にて隅肉溶接されたものであることが好ましい。
【0010】
また、本発明の鉄道車両用構体は、前記側構体が、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、前記枠部材は、長手方向に見た断面が前記上面板と下面板と同じ肉厚で同じ間隔の接合突起が突き出した略コの字形をしたもので、その接合突起の端面が前記上面板と下面板とに突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合されたものであることが好ましい。
また、本発明の鉄道車両用構体は、前記側構体が、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、前記枠部材は、長手方向に見た断面が長さの異なる接合突起が突き出した略コの字形をしたもので、車体外面側では、その接合突起の端面が前記上面板に突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合され、車体内面側では、その接合突起が前記下面板に重ね合わされ、その接合突起の端部にて隅肉溶接されたものであることが好ましい。
【0011】
本発明の枠部材取り付け方法は、側構体、屋根構体、妻構体および台からなる鉄道車両用構体に関し、その側構体や妻構体に形成された出入口や窓の開口部に枠部材を取り付けるための方法であって、前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起を形成し、前記開口部側には車体外面に沿う方向に突起部分を形成し、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたことを特徴とする。
【0012】
また、本発明の枠部材取り付け方法は、前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部側に形成した車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合することが好ましい。
また、本発明の枠部材取り付け方法は、前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部分の車体内面壁に重ね合わせ、接合突起端部にて隅肉溶接することが好ましい。
【発明の効果】
【0013】
よって、本発明によれば、ボビンツール式の回転工具を利用することにより、接合時に荷重を受ける必要がなくなって枠部材の断面積を小さくすることができ、肉厚を減らして鉄道車両用構体の軽量化に寄与するようになる。
【発明を実施するための最良の形態】
【0014】
次に、本発明に係る鉄道車両用構体及び枠部材取り付け方法の一実施形態について図面を参照しながら以下に説明する。
本実施形態の鉄道車両用構体は、その外観は従来のものと同様であるため、図4の鉄道車両用構体100を例に挙げて説明する。従って、本実施形態の鉄道車両用構体100も、側面を構成する側構体101と屋根を構成する屋根構体102、そして床を構成する台枠103や長手方向の端部を構成する妻構体104から構成されている。側構体101や屋根構体102、更に台枠104などは、それぞれ複数の押出中空形材110を接合して構成されている。
【0015】
複数の押出中空形材110は、例えば摩擦攪拌接合によって互いに接合される。ここで図3は、押出中空形材110の一例であって、その押出中空形材同士の接合について示した図である。被接合部材である押出中空形材110A,110Bは、上面板111と下面板112が複数の傾斜したリブ113によって連結され、接合端部には垂直な端部リブ114が設けられている。その端部リブ114からは上面板111と下面板112が平面方向に突き出している。そして、接合時には押出中空形材110A,110Bが、図示するように上面板111と下面板112の接合端面同士が突き合わされ、回転工具1によって接合される。
【0016】
本実施形態では、ボビンツール式の回転工具1を使用して押出中空形材110A,110Bを摩擦攪拌接合する。ボビンツール式の回転工具1は、上面板111や下面板112を挟み込む上部回転体2と下部回転体3、そしてその間には攪拌軸であるプローブ4を備えられている。回転が与えられた回転工具1は、プローブ4が接合部に沿って送られ、機械的攪拌によって周囲の材料を塑性流動化させる。上部回転体2と下部回転体3は、上下方向から上面板111や下面板112を挟み込んで可塑性ゾーンから材料が失われるのを防いでいる。
【0017】
そして、軟化した材料は、塑性流動化して移動するプローブ4の後方に流れ、互いに混じり合った可塑性材は摩擦熱を失って急速に冷却固化し、接合が完結する。押出中空形材110A、110Bは、上面板111同士が接合され後、反転して下面板112同士の接合が同様に行われる。なお、押出中空形材110によって構成される鉄道車両用構体は、上面板111側が車体外面側となる。
【0018】
押出中空形材110は、その押出方向(長手方向)が車体100の長手方向になり、幅方向の端部が図示するように摩擦攪拌接合される。側構体101には、窓121や出入口122の開口部が形成されているが、これらは予め押出中空形材110を所定形状に切削してから接合し、或いは接合した後に切削が行われて形成される。そして、その出入口122には枠部材10が取り付けられている。なお、押出中空形材110は前述したようにアルミ合金からなるダブルスキンパネルであって、本実施形態の枠部材10もアルミニウム合金からなる押出形材であって、出入口122の底辺を除くU字状に折り曲げられて取り付けられる。
【0019】
ここで図1は、押出中空形材110と枠部材10との接合部分を示した断面図である。本実施形態では従来と同様に摩擦攪拌接合によって一体にするものであるが、特にボビンツール式の回転工具1によって行うこととしている。そこで、押出中空形材110と枠部材10には、ボビンツール式の回転工具1によって接合するための接合継手が形成されている。なお、図1の断面は、例えば図3に示す押出中空形材110のN−N断面部分を示したものであり、鉄道車両用構体100(押出中空形材110)の長手方向に沿って切断したものである(図4のM−M断面参照)。
【0020】
そこで、この枠部材を接合するための接合継手は、具体的には次のように構成されている。つまり、鉄道車両用構体の開口部の縁形状は、押出中空形材110の上面板111と下面板112の先端が突き出され、リブ113が内側に引っ込むような位置で形成されている。一方、枠部材10は、図示するようにコの字形の断面形状をしたものであり、厚肉部分から平行に接合突起11,12が突き出されている。この接合突起11,12は、押出中空形材110の上面板111及び下面板112と同じ間隔で、同じ肉厚で形成されている。そして、押出中空形材110の上面板111及び下面板112と接合突起11,12とが、それぞれ先端面同士を突き合わすようにして配置される。
【0021】
回転工具1は、図示するように、突き合わされた接合突起11と上面板111を上部回転体2と下部回転体3とで挟み込み、回転しながらプローブ4が接合部に沿って送られる。上部回転体2と下部回転体3とは、上下方向から接合突起11や上面板111を挟み込んで可塑性ゾーンから材料が失われるのを防いでいる。それにより、接合突起11と上面板111の接合部では、機械的攪拌によって周囲の材料を塑性流動化し、軟化した材料が移動するプローブ4の後方に流れ、互いに混じり合った可塑性材が摩擦熱を失って急速に冷却固化して接合が完結する。回転工具1は、出入口122の底辺を除くU字状に形成された枠部材10の形状に沿って移動し、その枠部材10が側構体101に取り付けられる。なお、上面体111側の接合後は反対側の接合突起12と下面板112同士の接合が同様に行われる。
【0022】
よって、本実施形態の枠部材取り付け方法では、ボビンツール式の回転工具1を利用することにより、接合時に荷重を受ける必要がなくなって枠部材10の断面積を小さくすることができた。すなわち、接合時にかかる荷重を受けるための強度を確保する必要がなくなり、枠構造として構造強度を考慮した必要な最小限のものであればよいため、コの字形断面の枠部材10は、その肉厚を減らして軽量化することができ、その結果、鉄道車両用構体の軽量化につながった。また、摩擦攪拌接合では、アーク溶接などのように溶接ビードができないため、鉄道車両用構体100車体外面の見栄えをよいものとすることができる。そして、枠部材10の接合後に切削仕上げなどの仕上げ加工が不要になれって工数削減によるコスト削減にもなる。
【0023】
次に図2は、押出中空形材110に対して別の枠部材20を取り付ける場合の接合部分を示した断面図である。本実施形態では、一方をボビンツール式の回転工具1によって摩擦攪拌接合し、他方をMIG溶接によって接合している。そこで、押出中空形材110と枠部材20には、当該接合のための接合継手が形成されている。なお、図2の断面も図1と同様に、例えば図4のM−M断面を示したものであり、鉄道車両用構体100(押出中空形材110)の長手方向に沿って切断したものである。
【0024】
接合継手の構造は、押出中空形材110では、上面板111のみ先端が突き出され、下面板112とリブ113がそれよりも短く形成されている。一方、枠部材20は、図示するようにコの字形の断面形状をしたものであり、厚肉部分から平行に接合突起21,22が突き出され、MIG溶接する下面板112側の接合突起22が長く形成されている。本実施形態では、接合突起21と上面板111とは先端面同士が突き合わされるが、もう一方の接合突起22は下面板112に対して重ねられるようになっている。
【0025】
回転工具1は、図示するように、突き合わされた接合突起21と上面板111を上部回転体2と下部回転体3とで挟み込み、回転しながらプローブ4が接合部に沿って送られる。従って、機械的攪拌によって周囲の材料を塑性流動化し、軟化した材料が移動するプローブ4の後方に流れ、互いに混じり合った可塑性材が摩擦熱を失って急速に冷却固化して接合が完結する。回転工具1は、出入口122の底辺を除くU字状に形成された枠部材20の形状にしって移動し、その枠部材20が側構体101に取り付けられる。また、反対の下面板112側では、その下面板112に接合突起22が重ねられ、表面に段差が生じている。そこで、その段差部分にMIG溶接による隅肉溶接がU字状に形成された枠部材20の形状に沿って行われる。
【0026】
よって、本実施形態の枠部材取り付け方法では、ボビンツール式の回転工具1を利用することにより、接合時に荷重を受ける必要がなくなって枠部材10の断面積を小さくすることができた。すなわち、枠構造として構造強度を考慮した必要な最小限のものであればよいため、枠部材10の肉厚を減らして軽量化することができ、その結果、鉄道車両用構体の軽量化につながった。車体外面側を摩擦攪拌接合にしたので、アーク溶接などのように溶接ビードができないため、鉄道車両用構体100外面の見栄えをよいものとすることができる。そして、枠部材10の接合後に切削仕上げなどの仕上げ加工が不要になれって工数削減によるコスト削減にもなる。一方、仕上げが要求されない反対側はMIG溶接にしたため、摩擦攪拌接合に比べて作業時間を短縮することができる。
【0027】
以上、本発明に係る鉄道車両用構体及び枠部材取り付け方法について実施形態を説明したが、本発明はこれらに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
例えば前記実施形態では、押出中空形材で構成された鉄道車両用構体を示したが、押出中空形材以外の部材で構成されたものであってもよい。
【図面の簡単な説明】
【0028】
【図1】押出中空形材と枠部材との接合部分の第1実施形態を示した断面図である。
【図2】押出中空形材と枠部材との接合部分の第2実施形態を示した断面図である。
【図3】押出中空形材の一例であって、その押出中空形材同士の接合について示した図である。
【図4】鉄道車両の車体の斜視図である。
【図5】図4に示す開口部のM−M断面図であって、摩擦攪拌接合状態を示している。
【符号の説明】
【0029】
1 回転工具
2 上部回転体
3 下部回転体
4 プローブ
10 枠部材
11,12 接合突起
110 押出中空形材
111 上面板
112 下面板
113 リブ
121 窓
122 出入口
【特許請求の範囲】
【請求項1】
側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材が取り付けられた鉄道車両用構体において、
前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起が形成され、前記開口部側には車体外面に沿う方向に突起部分が形成され、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることを特徴とする鉄道車両用構体。
【請求項2】
請求項1に記載する鉄道車両用構体において、
前記枠部材は、車体内面側にも接合突起が形成され、その接合突起が前記開口部側に形成された車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることを特徴とする鉄道車両用構体。
【請求項3】
請求項1に記載する鉄道車両用構体において、
前記枠部材は、車体内面側にも接合突起が形成され、その接合突起が前記開口部分の車体内面壁に重ね合わされ、接合突起端部にて隅肉溶接されたものであることを特徴とする鉄道車両用構体。
【請求項4】
請求項1に記載する鉄道車両用構体において、
前記側構体は、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、
前記枠部材は、長手方向に見た断面が前記上面板と下面板と同じ肉厚で同じ間隔の接合突起が突き出した略コの字形をしたもので、その接合突起の端面が前記上面板と下面板とに突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合されたものであることを特徴とする鉄道車両用構体。
【請求項5】
請求項1に記載する鉄道車両用構体において、
前記側構体は、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、
前記枠部材は、長手方向に見た断面が長さの異なる接合突起が突き出した略コの字形をしたもので、車体外面側では、その接合突起の端面が前記上面板に突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合され、車体内面側では、その接合突起が前記下面板に重ね合わされ、その接合突起の端部にて隅肉溶接されたものであることを特徴とする鉄道車両用構体。
【請求項6】
側構体、屋根構体、妻構体および台からなる鉄道車両用構体に関し、その側構体や妻構体に形成された出入口や窓の開口部に枠部材を取り付けるための方法において、
前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起を形成し、前記開口部側には車体外面に沿う方向に突起部分を形成し、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたことを特徴とする枠部材取り付け方法。
【請求項7】
請求項6に記載する枠部材取り付け方法において、
前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部側に形成した車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたことを特徴とする枠部材取り付け方法。
【請求項8】
請求項6に記載する枠部材取り付け方法において、
前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部分の車体内面壁に重ね合わせ、接合突起端部にて隅肉溶接したることを特徴とする枠部材取り付け方法。
【請求項1】
側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材が取り付けられた鉄道車両用構体において、
前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起が形成され、前記開口部側には車体外面に沿う方向に突起部分が形成され、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることを特徴とする鉄道車両用構体。
【請求項2】
請求項1に記載する鉄道車両用構体において、
前記枠部材は、車体内面側にも接合突起が形成され、その接合突起が前記開口部側に形成された車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたものであることを特徴とする鉄道車両用構体。
【請求項3】
請求項1に記載する鉄道車両用構体において、
前記枠部材は、車体内面側にも接合突起が形成され、その接合突起が前記開口部分の車体内面壁に重ね合わされ、接合突起端部にて隅肉溶接されたものであることを特徴とする鉄道車両用構体。
【請求項4】
請求項1に記載する鉄道車両用構体において、
前記側構体は、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、
前記枠部材は、長手方向に見た断面が前記上面板と下面板と同じ肉厚で同じ間隔の接合突起が突き出した略コの字形をしたもので、その接合突起の端面が前記上面板と下面板とに突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合されたものであることを特徴とする鉄道車両用構体。
【請求項5】
請求項1に記載する鉄道車両用構体において、
前記側構体は、上面板と下面板とが複数のリブによって連結された構造の押出中空形材によって構成され、その側構体に形成された出入口の開口部に対して略U字状の前記枠部材が取り付けられたものであり、
前記枠部材は、長手方向に見た断面が長さの異なる接合突起が突き出した略コの字形をしたもので、車体外面側では、その接合突起の端面が前記上面板に突き当てられ、その突き当てられた接合部分がボビンツール式の回転工具によって摩擦攪拌接合され、車体内面側では、その接合突起が前記下面板に重ね合わされ、その接合突起の端部にて隅肉溶接されたものであることを特徴とする鉄道車両用構体。
【請求項6】
側構体、屋根構体、妻構体および台からなる鉄道車両用構体に関し、その側構体や妻構体に形成された出入口や窓の開口部に枠部材を取り付けるための方法において、
前記枠部材には、取り付け状態で車体外面に沿う方向に突き出した接合突起を形成し、前記開口部側には車体外面に沿う方向に突起部分を形成し、前記枠部材の接合突起と前記開口部側の突起部分との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたことを特徴とする枠部材取り付け方法。
【請求項7】
請求項6に記載する枠部材取り付け方法において、
前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部側に形成した車体内面側の接合突起部分と接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具によって挟み込みながら摩擦攪拌接合するようにしたことを特徴とする枠部材取り付け方法。
【請求項8】
請求項6に記載する枠部材取り付け方法において、
前記枠部材の車体内面側にも接合突起を形成し、その接合突起を前記開口部分の車体内面壁に重ね合わせ、接合突起端部にて隅肉溶接したることを特徴とする枠部材取り付け方法。
【図1】



【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−126782(P2008−126782A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−312394(P2006−312394)
【出願日】平成18年11月20日(2006.11.20)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月20日(2006.11.20)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
[ Back to top ]