
Fターム[4E068CB08]の内容
Fターム[4E068CB08]の下位に属するFターム
Fターム[4E068CB08]に分類される特許
1 - 20 / 443
レーザを用いてガラス基板を加工する方法
レーザ光の焦点合わせ方法及び装置
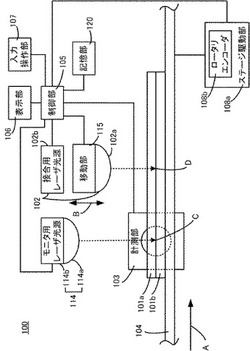
【課題】透明部材同士の界面にレーザ光を照射して接合を行う際に、レーザ光の焦点を界面に正確に合わせることが可能な方法及び装置を提供すること。
【解決手段】レーザ照射装置100は、重ね合わされた透明部材101a、101bにレーザ光を照射するための接合用レーザ102と、接合用レーザ102から出射されるレーザ光の光軸方向と平行にレーザ光を出射するモニタ用レーザ114と、透明部材101a、101bを端面側から撮影するための計測部103と、を備える。レーザ照射中に計測部103により撮影される像から、モニタ用レーザ114の焦点における発光と、該焦点から界面をはさんで反対側の地点における発光との間の距離を測定することによって界面位置の変化を測定し、界面位置に焦点が合うように接合用レーザ102の位置を移動させることができる。
(もっと読む)
レーザー加工装置

【課題】発振されたレーザー光線の平行度を容易に調整することができる平行度調整機能を備えたレーザー加工装置を提供する。
【解決手段】パルスレーザー光線発振手段62と集光器63の間に配設されたビーム径調整手段64と、通過したレーザー光線を集光器に向けて光路を変換する光路変換ミラー65と、レーザー光線を集光器63に導く作用位置と、検出光路に導く非作用位置に位置付けるミラー位置付け手段66と、検出光路に導かれたレーザー光線のビーム径を検出する撮像手段69と、撮像手段69の光路長を変更する光路長変更手段70と、撮像手段69とビーム径調整手段64および光路長変更手段70を制御する制御手段とを具備し、撮像手段69を光路長が異なる2個所に位置付け、2個所においてレーザー光線のビーム径を検出し、検出された2個のビーム径に基づいて2個のビーム径が所定の関係になるようにビーム径調整手段64を制御する。
(もっと読む)
レーザ光の焦点ずれ検出方法及び装置
【課題】透明部材同士の界面にレーザ光を照射して接合を行う際に、レーザ光焦点に界面からのずれが発生していることを検出可能な方法及び装置を提供すること。
【解決手段】レーザ照射装置100は、重ね合わされた透明部材101a、101bにレーザ光を照射するための接合用レーザ102と、透明部材101a、101bを端面側から撮影するための計測部103とを備える。レーザ照射中に計測部103により撮影される像から、接合用レーザ102の焦点における発光とは別に、該焦点から界面をはさんで反対側の地点において発光が発生していると判断することによって、接合用レーザ102の焦点が界面からずれていることを検知することができる。
(もっと読む)
集光光学系及びレーザ加工装置
【課題】 集光スポットのサイズが小さく、かつ焦点深度が長い集光光学系を提供する。
【解決手段】 レーザ光源で発生させたレーザ光を所望の焦点距離で集光させる集光光学系であって、集光機能を有する第1の光学手段と、球面収差発生機能を有する第2の光学手段とからなると共に、球面収差を発生させるように構成されている。また、次式(a)〜(d)を満たすように設計することで、3次及び5次の球面収差を発生させた。
(a)|Z8|≧0.1λ 又は |Z15|≧0.05λ、(b) Z8/Z15≧3 又は Z8/Z15<1、(c)|Z8|<1.4λ、(d)|Z15|<0.5λ
但し、λは波長、Z8は波面収差のゼルニケ・フリンジ多項式の係数のうち第8番目の係数で3次の球面収差に対応し、Z15は波面収差のゼルニケ・フリンジ多項式の係数のうち第15番目の係数で5次の球面収差に対応する。
(もっと読む)
レーザビームによるガラス基板加工装置
【課題】簡単な構成で、切断部のすべての端面テーパを同じ角度にする。
【解決手段】このレーザ加工装置は、レーザビーム出力部15と、レーザビーム出力部15から出射されたレーザビームを偏向させるための第1及び第2ウェッジプリズム17a,18aと、各ウェッジプリズム17a,18aを回転させるための第1及び第2中空モータ17,18と、第2ウェッジプリズム18aを通過したレーザビームをワークの加工予定ライン上に集光させる集光レンズ19と、集光されたレーザビームをワークの加工予定ラインに沿って走査する走査手段と、制御部34と、を備えている。制御部34は、レーザビームが加工予定ラインに沿って走査される際に、集光レンズ19によるレーザビームの集光点が光軸上の一点に集光されるように各ウェッジプリズム17a,18aを光軸の回りに回転する。
(もっと読む)
溶接用レーザ装置
【課題】二つの素材やパネルを相互接合するブレージング接合及びレーザ溶接を一つの装置で行うことができるようにして、製作原価を節減し、作業時間を短縮させて、生産性を向上させる溶接用レーザ装置を提供する。
【解決手段】装着フレーム、及び装着フレームの下部に取り付けられ、レーザ発振器から発振されるレーザビームのスポットサイズを可変して、レーザビームを素材の接合部に照射するように形成されたレーザオプティックヘッド、を含み、レーザオプティックヘッドにより可変するスポットサイズによって、ブレージング接合またはレーザ溶接が選択的に行われることを特徴とし、レーザオプティックヘッドから照射されるレーザビームに溶加材を供給して溶融させることによって、ブレージング接合が行われるようにするワイヤフィーダをさらに含む。
(もっと読む)
極短パルスレーザによる多次元パターン形成装置及び形成方法
【課題】ピコ秒レーザ等の極短パルスレーザを用いた高速かつ高精度の孔あけ加工技術を確立する。
【解決手段】ピコ秒レーザ発振器12と、レーザビームLのワークαに対する入射角度を調整する入射角度調整用光学系28、ワークにおける回転半径を調整する回転半径調整用光学系32、及び集光光学系34を有するビームローテータ18と、ガルバノスキャナ36及びプロジェクションレンズ38を有する加工ヘッド20と、加工ヘッド20を必要量上下動させる上下動駆動機構と、ワークαを載置する加工テーブル40と、加工テーブル40を必要量上下動させる上下動駆動機構と、加工テーブル40を必要量回転させる回転駆動機構とを備え、ビームローテータ18の集光光学系34が、無収差レンズよりなることを特徴とする極短パルスレーザによる多次元パターン形成装置10。
(もっと読む)
レーザ切断加工方法及び装置
【課題】ファイバーレーザであってもCO2レーザと同様にアシストガスとして酸素ガスを使用してワークの切断加工を行うことのできるレーザ切断加工方法及び装置を提供する。
【解決手段】波長が1μm帯のレーザ光によって金属材料のワークのレーザ切断を行うレーザ切断加工方法であって、集光レンズ13における焦点位置を通過して内径及び外径が共に拡大する傾向にあるリングビームRBによって前記ワークのレーザ切断を行うに当り、前記リングビームRBの外径は300μm〜600μmであり、内径比率は30%〜70%であり、前記集光レンズの焦点深度は2mm〜5mmであるレーザ切断加工方法及び装置である。
(もっと読む)
レーザー加工装置およびレーザー加工装置を用いた被加工物の加工方法
【課題】ビームプロファイルが進行方向に対して等方的でなくとも、直交する二方向への加工を行う場合の加工精度ばらつきが低減されるレーザー加工装置を提供する。
【解決手段】レーザー加工装置が、レーザー光源から出射されたレーザー光を第1分岐光と第2分岐光とに分岐させる分岐手段と第2分岐光のビームプロファイルを進行方向を軸として90°回転させる変換手段と、第1分岐光の光路と変換手段を経た第2分岐光の光路とを集光レンズに至る一の照射用光路に共通化させる光路共通化手段と、分岐手段と光路共通化手段との間で第1分岐光と第2分岐光とを選択的に遮断する選択的遮断手段と、を有する光学系を備え、選択的遮断手段によって遮断する光を切り替えることにより、ステージ部に固定された被加工物に対して同一のビームプロファイルを有しかつ向きが直交する2種類のレーザー光のいずれかを選択的に照射可能であるようにした。
(もっと読む)
レーザ加工装置,レーザ加工方法,レーザ照射装置およびレーザ照射方法
【課題】高スループットで高品質のレーザ加工をすることができて装置の小型化が可能であるレーザ加工装置等を提供する。
【解決手段】レーザ加工装置1は、レーザ光源10、位相変調型の空間光変調器20、駆動部21、制御部22、結像光学系30を備える。結像光学系30はテレセントリック光学系を含む。駆動部21に含まれる記憶部21Aは、複数の基本加工パターンそれぞれに対応する複数の基本ホログラムを記憶するとともに、フレネルレンズパターンに相当する集光用ホログラムを記憶する。制御部22は、記憶部21Aにより記憶された複数の基本ホログラムのうちから選択した2以上の基本ホログラムを並列配置し、その並列配置した各基本ホログラムに集光用ホログラムを重畳して全体ホログラムを構成し、その構成した全体ホログラムを空間光変調器20に呈示させる。
(もっと読む)
周期構造およびその形成方法
【課題】周期性の高い周期構造を形成すること。
【解決手段】本発明は、被加工物40を連続発振レーザ光52および54に対し相対的に走査させた状態において、前記連続発振レーザ光52および54を、前記被加工物40のアブレーションが生じるエネルギー密度以下のエネルギー密度で、前記被加工物40の表面に照射することにより、前記被加工物40の表面に周期的な凹凸構造58を形成するステップを含む周期構造の形成方法である。
(もっと読む)
レーザ加工装置、及びレーザ発振装置
【課題】戻り光の光量が所定の光量を超えているか否かを正確に判定できるレーザ加工装置、及びレーザ発振装置を提供すること。
【解決手段】信号用レーザ光を増幅する主増幅部と、増幅したレーザ光Lを出射するレーザ出射部の間に設けられ、主増幅部から第1の光路L1を通って入射されるレーザ光Lをレーザ出射部側の第2の光路L2へ出射する一方で、第2の光路L2を通って入射される戻り光を第1の光路L1とは異なる第3の光路L3へ出射する偏波無依存型の光アイソレータ50と、光アイソレータ50から第3の光路L3へ出射された戻り光を検出し、検出した戻り光の光量に応じた検出信号を出力する受光素子57と、受光素子57が出力する検出信号に基づいて戻り光の光量が所定の光量を超えているか否かを判定する制御部を備えた。
(もっと読む)
レーザ加工装置
【課題】ガルバノミラーの駆動系の回動範囲の使用状況に応じた寿命を容易に認識することが可能となるレーザ加工装置を提供する。
【解決手段】レーザマーキング装置1は、制御装置26と表示器7aを備え、制御装置26は、ガルバノミラー23a,23bの走査に使われる位置毎の積算使用回数を計数し、積算使用回数を記憶し、記憶した積算使用回数の最大値、および、予め設定される規定値に基づいてガルバノミラー23a,23bの寿命に関する情報を出力する。
(もっと読む)
レーザ加工ヘッド
【課題】集光レンズを保護する保護ガラスに付着した汚れ物質を検出するために、保護ガラスを全面的に照射する機能を備えたレーザ加工ヘッドを提供する。
【解決手段】レーザ発振器から発振されたレーザ光を集光してワークへ照射する集光レンズ5と、当該集光レンズ5を保護するために、当該集光レンズ5のワーク側に備えられた保護ガラス31と、当該保護ガラス31の汚れを検出するための汚れ検出手段33とを備えたレーザ加工ヘッドであって、前記レーザ光の光軸に対して傾斜した方向から前記保護ガラス31の全面に検出光を照射するための検出光照射手段49を備え、前記検出光照射手段49は、リング状部材57を備え、このリング状部材57の内周面に形成したテーパ面57Tに複数の点光源59を備え、前記保護ガラス31のワーク側に、汚れ物質を一方向へ吹き飛ばすエアーカーテンを形成するためのエアー噴出手段35を備えている。
(もっと読む)
レーザダイシング方法
【課題】パルスレーザビームの照射条件を最適化することでクラックの発生を制御し、優れた割断特性を実現するレーザダイシング方法を提供する。
【解決手段】被加工基板をステージに載置し、クロック信号を発生し、クロック信号に同期したパルスレーザビームを出射し、被加工基板へのパルスレーザビームの照射と非照射を、クロック信号に同期して、パルスピッカーを用いてパルスレーザビームを制御することで、光パルス単位で切り替え、第1の直線上にパルスレーザビームの第1の照射を行い、第1の照射の後に、第1の直線に略平行に隣接する第2の直線上に前記パルスレーザビームの第2の照射を行い、第1の照射および第2の照射によって、被加工基板に被加工基板表面に達するクラックを形成するレーザダイシング方法。
(もっと読む)
レーザ加工方法
【課題】加工対象物とは異なる屈折率を有する部材を介して照射されたレーザ光であっても、加工対象物の内部に改質領域を形成する。
【解決手段】加工対象物1と、加工対象物1とは屈折率が異なるエキスパンドテープ20と、を積層する。加工対象物1の内部でレーザ光Lが集光するように、エキスパンドテープ20を介して加工対象物1にレーザ光Lを照射する。すなわち、レーザ光Lは、エキスパンドテープ20を透過し、加工対象物1の内部で集光する。これにより、レーザ光Lが集光する加工対象物1の内部において改質領域7が形成される。
(もっと読む)
レーザ加工方法およびその装置
【解決手段】 液体を噴射する噴射孔12aを細長く形成して、被加工物2に向けてライン状に液体を噴射し、
一部のレーザ光Lを上記噴射孔から噴射される液体へと透過させ、残部のレーザ光Lを反射させる第1ミラー23と、該第1ミラーに対向する位置に設けられてレーザ光Lを第1ミラーに全反射させる第2ミラー24とを設け、
さらに、上記第1ミラーにおけるレーザ光の透過率を、レーザ光を入射させる側の一端を該第1ミラーにおける他端より低くなるように設定し、
レーザ光を第1ミラーと第2ミラーとの間に入射させるとともに複数回反射させ、上記第1ミラーを透過したレーザ光が上記噴射孔より噴射された液体の内部に導光されてライン状に被加工物に照射されるようにした。
【効果】 広範囲にレーザ光を照射することが可能である。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】加工効率を向上させることができるレーザ加工装置およびレーザ加工方法を提供する。
【解決手段】レーザ加工装置1では、光源部10から出力されるレーザ光は、そのビーム断面が光形状整形部20により一方向に長い形状に整形された後、集光光学系30により被加工物2に集光される。これにより、該被加工物2においてレーザ光集光位置から上記一方向および集光光学系の光軸の双方に垂直な方向にクラックが生じて被加工物2が加工される。また、移動ステージ40により被加工物2が移動されて被加工物2が加工されることにより、また更には、移動ステージ40による被加工物2の移動に応じて光形状整形部20によるレーザ光のビーム断面形状の整形が制御されることにより、被加工物2に対して様々な形態の加工が可能となる。
(もっと読む)
レーザ照射による樹脂部材の溶融接合方法
【課題】光透過性樹脂部材と光吸収性樹脂部材とをレーザ照射により溶融接合するにあたり、作業効率が良好で且つ溶融接合領域全域に亘って均一な接合状態を確保することができる溶融接合方法を提供することにある。
【解決手段】第1のレーザスキャンヘッド30から発するレーザ光L1によって第1のレーザ走査経路C1を走査照射し、第2のレーザスキャンヘッド35から発するレーザ光L2によって2レーザ走査経路C2を走査照射し、第1のレーザ走査経路C1及び第2レーザ走査経路C2においてレーザ光L1とレーザ光L2がオーバーラップして走査照射する領域A及びBにおける走査照射速度を、レーザ光L1又はレーザ光L2が単独で走査照射する領域における走査照射速度の2倍の速度とした。
(もっと読む)
1 - 20 / 443
[ Back to top ]