
Fターム[4E068CC01]の内容
Fターム[4E068CC01]の下位に属するFターム
視覚センサ (581)
Fターム[4E068CC01]に分類される特許
341 - 360 / 373
レーザ加工装置、そのレーザビーム焦点位置調整方法およびレーザビーム位置調整方法

【課題】 レーザビームの焦点位置調整や、光軸ずれを補正するレーザビームの位置調整を加工中に自動的に行うことができるレーザ加工装置を提供する。
【解決手段】 集光レンズ2と加工点の中間に部分反射鏡3を配置して、集光レンズ2によって集光された集光ビームSBを加工用集光ビームSB1とモニタ用集光ビームSB2に分離し、モニタ用集光ビームSB2の焦点位置を焦点位置検出器4で正確に検出し、加工用集光ビームSB1の焦点位置や光軸のずれを、焦点位置調整手段5やノズル位置調整手段によって、最適位置に調整することができ、これによりレーザビームの焦点位置調整や、レーザビームの光軸の補正(ノズルの芯出し調整)を加工中に自動的に行うことができる。
(もっと読む)
高速で精密なレーザによる物質加工方法およびシステム

【課題】
【解決手段】高速で精密なレーザによる物質加工方法およびシステムが提供され、ターゲット物質の相対運動と、この物質を加工するパルスレーザ出力が同期される。このレーザによるシステムは、レーザパルスセットを生成するパルスレーザ源と、レーザ源の後段でレーザパルスセットからパルスのサブセットを制御可能に選択するレーザ出力制御部とを具え、パルスレーザ出力を得る。このレーザによるシステムはさらに、前記パルスレーザ出力をターゲット物質の相対運動と同期させる機構を具える。ビームデリバリおよびフォーカスシステムが、この同期されたパルスレーザ出力の少なくとも一部を、レーザ物質加工出力としてターゲット物質に送出して、ターゲット物質を加工する。位置決めサブシステムが、パルスレーザ出力に対してターゲット物質を移動する。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 レーザ光源から出射されたレーザビームを互いに異なる複数の経路に振り分けて、各経路を通ったレーザビームで加工対象物を加工でき、各経路を通ったレーザビームのパワーを揃えるための光学系の調整が必要ないレーザ加工装置を提供する。
【解決手段】 レーザ加工装置は、レーザ光源1から出射されたパルスレーザビームを加工対象物8に第1の経路を通って入射させる第1の状態と、第2の経路を通って入射させる第2の状態とを切り替える振り分け器2と、振り分け器が第1の状態のときに入射させる第1のパルス数と、第2の状態のときに入射させる第2のパルス数とを別々に記憶する記憶手段20aを含み、加工対象物8に、振り分け器2が第1の状態のとき第1のパルス数だけパルスレーザビームが入射し、第2の状態のとき第2のパルス数だけパルスレーザビームが入射するように、レーザ光源1を制御する制御装置20とを有する。
(もっと読む)
複合溶接装置およびその方法
【課題】被溶接材間の隙間量が変化する場合であっても、ポロシティの発生および未溶着の発生を低減および防止する。
【解決手段】
複合溶接装置100は、重ね合わされた被溶接材201,202上にレーザ光を集光して照射するレーザ光照射部110と、供給された溶接ワイヤ121と被溶接材201,202との間にアークを発生させるトーチ部120と、溶接の実行中に、レーザ光の照射位置113と溶接ワイヤ121の端部位置124とを近接離間させる駆動部130と、を有する。検出部140がポロシティおよび未溶着の発生を検出し、制御装置150は、検出部140の検出結果によって、駆動部130を制御する。
(もっと読む)
レーザ加工装置
発振器(1)から出射されたレーザ光(2)を、第一の偏光手段(6)で透過させ、ミラー(5)を経由して第二の偏光手段(9)で反射させた第1のレーザ光(7)と、上記第一の偏光手段(6)で反射させ、第一のガルバノスキャナ(11)で2軸方向に走査し、上記第二の偏光手段(9)を透過させた第2のレーザ光(8)とに分光し、第二のガルバノスキャナ(12)で走査し、被加工物(13)を加工するレーザ加工装置において、第一の偏光手段(6)の手前に、角度調節可能な第三の偏光角度調整用偏光手段(15)を配置したことを特徴とするレーザ加工装置。  (もっと読む)
(もっと読む)
切断ゾーンを開始する方法
【課題】切断ゾーンを開始する方法を、経済的に実施可能にすること。
【解決手段】切断過程の開始時に、引きつれ割れの開始領域内にレーザビームを用いて、前記構成部品に切断開始個所を形成し、後続の切断過程の経過中、切断開始個所から切断ゾーンを開始する方法において、構成部品に材料を大して切除せずに切断開始個所が形成されるように、レーザビームの強度又はビームプロフィール又は焦点を制御する。
(もっと読む)
レーザ加工装置、レーザ加工方法、及び燃料噴射弁
【課題】レーザ加工において、孔の加工中に溶融池の発生を抑制して、より短い加工時間で、所望の孔を加工することである。
【解決手段】レーザ加工装置10は、レーザ光14により孔を加工するレーザ加工装置であって、加工部材であるノズル12にレーザ光14を照射する照射部11と、レーザ光14の照射領域にアシストガスを噴射する噴射部13と、アシストガスの圧力を制御する圧力制御部15と、を備え、圧力制御部15は、ノズル12に下孔が貫通するまでは、アシストガスの圧力を低圧とし、下孔の貫通後は、アシストガスの圧力を高圧とする、制御を行う。なお、加工部材に下孔が貫通したことを検出する貫通検出部を備えて、圧力制御部15は、加工部材に下孔の貫通が検出されるまでは、アシストガス圧力を低圧とし、下孔の貫通を検出した後は、アシストガスの圧力を高圧にする制御を行う、構成としても良い。
(もっと読む)
レーザ加工装置、及びそのレーザ光照射位置の位置ズレを補正する方法
【課題】 加工工程を停止することなくレーザ光を補正し、常に正確な位置にレーザ光を走査させて被加工物の加工精度を高く保つことができるレーザ加工装置を提供する。
【解決手段】 被加工物Wを保持するXYテーブル21に隣接して、所定のタイミングでレーザ光を照射される位置検出試料Sを保持するXYテーブル31が配置されている。位置検出試料Sへのレーザ光の投影状態の時間の経過に基づく変化を制御部60で解析してガルバノミラー13X,13Yを制御する。
(もっと読む)
エアーバッグ展開用開放部のための脆弱ライン加工方法及び装置
【課題】 レーザを用いて内装カバーに脆弱ラインを成形する時のレーザの熱による内装カバー表面の変形や変色脆弱ライン加工方法及び装置を提供する。
【解決手段】 レーザビーム発生源21からのレーザビーム21Aを内装カバー18にその裏面から照射してエアーバッグ展開用開放部のための開裂用脆弱ライン19を加工する時に、レーザビーム21Aの照射箇所と対応する内装カバー18の裏面と反対の表面18aに冷却流体供給源251からの冷却流体をノズル252を通して吹き付け、内装カバー18を冷却するように構成した。
(もっと読む)
レーザ加工機における集光レンズの汚れ検出方法及び装置
【課題】 レーザ加工機の集光レンズの汚れを焦点距離の変化により検出する技術を提供する。
【解決手段】 レーザ共振器10から出力されたレーザビームLBは、加工ヘッド50内の集光レンズ100で集光され、ノズル60からテストピースTPに向けて照射される。レーザ加工機の制御装置は加工ヘッド50をZ軸方向に移動制御し、座標を記憶する。テストピースTP上に焦点が一致すると、ブルーフレームBFが発生する。受光装置300はブルーフレームを受光し、制御装置に信号を送る。集光レンズ100に汚れが付着すると、蓄積熱でレンズが膨張し、焦点距離が短くなる。この変化により集光レンズの汚れを検出する。
(もっと読む)
レーザ溶接部の品質判定装置および方法、並びに、レーザ溶接部の品質判定プログラムを記録した媒体
【課題】 従来、レーザ重ね溶接は被溶接材の重ねギャップの変動によりレーザ溶接部の品質が変化していたが、レーザ溶接部の品質判定は十分に満足の行くものではなかった。
【解決手段】 被溶接材M1,M2に対してレーザ光LBを移動しながら照射して行う重ね溶接におけるレーザ溶接部の品質を判定するレーザ溶接部の品質判定装置であって、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記照射されるレーザ光に対して同軸上で、且つ、前記レーザ光の移動方向における異なる位置で検出する光検出器5と、前記光検出器から出力される前記レーザ光の移動方向における異なる位置で検出された光検出信号を受け取って前記レーザ溶接部の品質判定を行う品質判定手段4と、を備えるように構成する。
(もっと読む)
レーザ溶接部の品質判定装置および方法、並びに、レーザ溶接部の品質判定プログラムを記録した媒体
【課題】 従来、レーザ重ね溶接は被溶接材の重ねギャップの変動によりレーザ溶接部の品質が変化していたが、レーザ溶接部の品質判定は十分に満足の行くものではなかった。
【解決手段】 被溶接材M1,M2にレーザ光LBを照射して行う重ね溶接におけるレーザ溶接部MPの品質を判定するレーザ溶接部の品質判定装置であって、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記照射されるレーザ光に対して同軸上で検出する第1の光検出器2と、前記重ね溶接に伴って前記レーザ溶接部から発生する光を、前記被溶接材の表面に対して所定の角度で検出する第2の光検出器5と、前記第1の光検出器からの第1の光検出信号および前記第2の光検出器からの第2の光検出信号を受け取って前記レーザ溶接部の品質判定を行う品質判定手段4と、を備えるように構成する。
(もっと読む)
位置検出装置及び方法、並びに、レーザ加工装置及び方法
【課題】 観測対象物を移動させなくとも、観測対象物の表面上の所望の位置を観測することが可能な位置検出装置を提供する。
【解決手段】 位置検出装置は、観測範囲内の対象物2を観測する観測装置21と、観測対象物の表面の一部の領域が前記観測装置で観測されるように、該観測対象物の表面で反射または散乱された光を該観測装置まで導き、該観測装置の観測範囲を該観測対象物の表面内で移動させることができる走査光学系15とを有する。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 加工を安定化させて、不良の発生を抑制することができるレーザ加工装置及びレーザ加工方法を提供する。
【解決手段】 レーザ発振器1から出射したレーザ光10を、光ファイバ2を介して出射光学部6に伝送し、この出射光学部6において、入射したレーザ光10を、集光レンズ3により集光した後、ミラー5で反射し、更に、集光レンズ4により集光して、被加工物9の加工部位に照射することにより被加工物9を加工する。その際、被加工物9の表面において反射した反射レーザ光11を、集光レンズ4により集光した後、ミラー5を透過させ、センサ7で検出する。そして、レーザ出力制御部8において、予め登録された正常加工時における反射レーザ光の光量と、センサ7で検出された反射レーザ光11の光量とを比較して、レーザ発振器1から出射するレーザ光10の出力を調節する。
(もっと読む)
レーザ加工機及びレーザ加工方法
【課題】
加工対象が多数配列され、加工箇所の中心座標の加工公差内ばらつきや加工対象の載置位置ずれなどが生じたワークに対して効率的に、かつ高精度にレーザ加工ができるようにしたレーザ加工機及びレーザ加工方法を提供することにある。
【解決手段】
本発明は、複数の加工対象を配列したワーク200を載置し、NCデータに基づいてXY方向に移動させるXYステージ32と、画像取得ステーションに設けられ、斜方照明光学系17及び検出光学系を有する画像取得ヘッド10と、レーザ加工ステーションに設けられ、レーザ光源21、前記画像取得ヘッドで取得した各加工対象からの画像信号に基づいて得られる偏向制御データを基にレーザビームをXY方向に偏向させるXY光偏向器22及び該偏向されたレーザビームを垂直方向から各加工対象に入射させる照射レンズ23を有するレーザ加工ヘッド20とを備えたレーザ加工機である。
(もっと読む)
空気中を通過する可変光学経路区間を備えたアクティブビーム供給システム
レーザエネルギ供給システムはリレーイメージングシステムを備える。レーザエネルギを受け取るよう配置された入力光学装置、入力光学装置に対する入射角が調節可能な伝送ミラー、及び、ロボット搭載光学組立品が、レーザエネルギを移動可能なターゲット像平面に向けるように構成されている。レーザエネルギは、伝送ミラーから受光ミラーまでの空気中において、長さ及び入力光学装置に対する角度が変更可能な基本的に一直線の区間を含む光学経路をたどる。加工ヘッドに搭載された診断用装置によって処理が容易となる。  (もっと読む)
(もっと読む)
レーザービームを用いた材料切断方法
本発明はレーザービームを用いた材料切断方法に関し、レーザービームは内側端を有する切断ノズルを備えた切断ヘッドから出射し、切断前面に吸収される。レーザービームの軸は加工物の切断方向内の固定された方向の切断線に沿って、加工物と関連して移動する。本方法は切断ヘッドの位置(p)が時間的平均値に関して変調される、または切断ヘッドのレーザーパワーとガス圧が変調されるところに特徴がある。 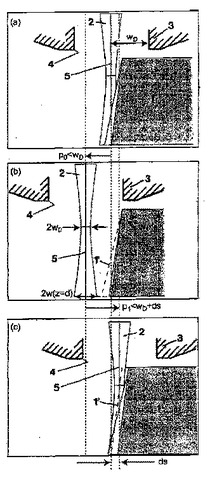 (もっと読む)
(もっと読む)
穿孔プロセスにおいてプロセスを確実化する方法
本発明は、測定ビームにより、穿孔プロセス、特にレーザ穿孔プロセスをプロセス確実化する方法に関する。レーザビームが、未加工部品の所定の領域を負荷し、測定ビームが、前記領域の内部に生ぜしめられる孔に向けられる。孔の内部に貫通部が形成されるやいなや、測定ビームは孔を横断し、センサにより検出することができる。測定ビームの検出はセンサにより行われる。これにより、貫通部が得られたのかどうか、若しくはいつ得られたのかを正確に検出することができる。  (もっと読む)
(もっと読む)
パルスレーザ光による加工方法およびパルスレーザ光による加工装置
【課題】パルスレーザ光の照射に、未発光ショットが発生しても、その場で再発光操作させ、正確で欠陥のない加工が可能なパルスレーザ光によるレーザ加工方法およびその装置を得ること。
【解決手段】レーザ光源41からパルス発振されたレーザ光40を被加工体47に照射して加工するレーザ加工方法およびレーザ加工装置において、加工状態を光検出器49で監視し、ミスレーザ照射を検出したとき、その場で再度レーザ光源41を発振制御してレーザ加工する。正常加工を検出したとき、次の加工位置にレーザ照射する。
(もっと読む)
印字検査システムおよびレーザマーキング装置
【課題】 マーキングの良否を素早く安価に検査できるようにする。
【解決手段】 光学式センサ8が所定の基準位置設定領域Xcにマーキングされる基準マークXbの位置に対応した所定の検査領域Xdの光量を検出する。CPU3がこの所定の検査領域Xdの光量の変化に基づいてマーキング領域Xaにマーキングされたマーキング情報の位置が正常であるか否かを判定する。
(もっと読む)
341 - 360 / 373
[ Back to top ]