
Fターム[4E081AA08]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 継手性能の確保(強度、疲労、脆性破壊) (211)
Fターム[4E081AA08]に分類される特許
201 - 211 / 211
貴金属法を用いて容器内部構造物を溶接する方法
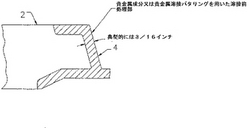
【課題】 貴金属法を用いて容器内部構造物を溶接する方法を提供する。
【解決手段】 応力腐食割れを受けやすい領域において第1の金属を第2の金属の表面に接合する方法は、第1の金属を第2の金属の表面に溶接するのに先立って上記の領域に隣接する第1の金属にSCC耐性貴金属溶接バタリング又は貴金属溶接クラッディング4を施工する段階を含む。それに代えて、本方法は、既存のSCC感受性溶接付着物及び/又は熱影響部を覆って貴金属クラッディング4を施工する段階を含む。金属構成要素は、既存のSCC感受性溶接付着物及び/又は熱影響部を覆う貴金属溶接クラッディング4又はバタリングを含む。
(もっと読む)
耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体

【課題】70mm以上の板厚の鋼板であっても、万一、溶接継手に脆性き裂が発生した場合に、溶接部にて脆性き裂の伝播を防止して船舶用溶接構造体の破断を防止できる船舶用溶接構造体の溶接方法および船舶用溶接構造体を提供する。
【解決手段】溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法であって、
前記船舶の垂直部材の溶接継手と水平部材の溶接継手が交差する領域の一部あるいは全部の領域、および/または前記船舶の突合せ溶接継手に対し、当該領域の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
H型鋼溶接継手構造
【課題】 従来のH型鋼溶接継手構造で連結したH型鋼は、もとのH型鋼より強度が劣っていた。
【解決手段】 端部同士を突き合わせた2本のH型鋼1a、1bのフランジ部3及びウェブ部4の突合せ部5の内側と外側のいずれか一方又は双方に、鋼材による補強材2a、2b、2c、2dを両H型鋼に跨がせて宛がい、その突合せ部分同士の一部又は全部を溶接し、補強材の外周縁と補強材を宛がったフランジ部とウェブ部の一方又は双方とを溶接した。補強材は、H型鋼の突合せ部分の全長又は一部に宛がわれるようにしてある。補強材をH型鋼の突合せ部分のフランジ部とウェブ部との双方に宛がうこともでき、宛がう補強材を、突き当て部分の溶接用裏当て材と兼用とすることもできる。連結して形成した1本のH型鋼の強度が、もとのH型鋼の強度と同じかそれ以上となるようにした。
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法
【課題】溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法を提供する。
【解決手段】建設機械のブーム・アーム部材であって、前記ブーム・アーム部材の完全溶け込み溶接部の止端部に加振打撃痕を有することを特徴とする溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法。好ましくは、前記加振打撃痕の底部表面の残留応力が10MPa以上の圧縮残留応力である。
(もっと読む)
靭性最適化溶接継手及びこの溶接継手を生成する方法
【課題】 最適化された靭性を有する溶接継手及びこの溶接継手を生成する方法を提供する。
【解決手段】 靭性最適化溶接継手(30)を生成する方法。溶接継手(30)の中央溶接部(33)に対して妥当な靭性を与えることになる溶接手順が作成されて用いられ、溶接継手(30)の表面溶接部(35)に妥当な靭性を与えることになる溶接手順が作成されて用いられる。
(もっと読む)
鉄道車両構体及びその製造方法
【課題】 組み立て作業性の向上を図りつつ、十分な剛性を担保することができる鉄道車両構体及びその製造方法を提供する。
【解決手段】 鉄道車両構体1では、ドア側接合片10aと窓側接合片12aとが突き合わされた状態でドアブロック10と窓ブロック12とが接合されている。これにより、各接合片10a,12aを、ドアブロック10と窓ブロック12との接合部分に延在する縦骨としてそのまま機能させることができるため、鉄道車両構体1の組み立て作業性を良好なものにしつつ、上下方向における剛性を十分に担保できる。また、鉄道車両構体1では、ドアブロック10によってドア部14及び戸袋25a,25bがユニット化され、窓ブロック12によって窓部26がユニット化されている。従って、ドアブロック10及び窓ブロック12の配置数を増減させることで様々なタイプの側構体4を容易に作製できる。
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 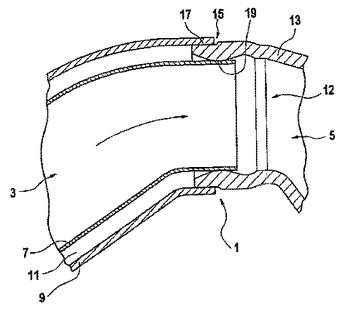 (もっと読む)
(もっと読む)
溶接方法
【課題】 溶接方法を提供する。
【解決手段】 第1ルートパスにGTAW設備(20)および水素含有シールドガスを使用して非ステンレス鋼ワークピース(12)のための溶接方法が、275未満、好ましくは100未満の湿分浸透率を有するエラストマー材料で製造されたホースまたは導管(30)を備えているシールドガス供給装置を使用し、且つ少なくとも、タングステンおよび酸化ランタン、好ましくは、タングステン、酸化ランタン、酸化イットリウムおよび酸化ジルコニウムを備えているタングステン電極(23)組成物を使用することにより改良される。水素含有シールドガスを供給するエラストマーホース(30)を通る湿分浸透を防ぐことにより、ルートパス溶接部上の第2のパス溶加材溶接中の溶融された溶接金属の中とりを無くす。電極の寿命は、タングステン化合物を使用して高められる。 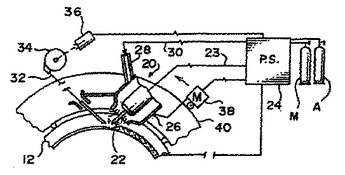 (もっと読む)
(もっと読む)
トランスペアレンシーによって生成される少なくとも1つの溶接コードからなる部品組立手段
本発明は、トランスペアレンシーにより生成され、少なくとも2つの部品2、4を相互に接続するために用いられる、少なくとも1つの溶接コード(106)からなる部品組立手段(101)に関する。溶接コード(106)の各々は、開始端部(114)と終止端部(126)とを有する。本発明によれば、少なくとも1つの溶接コード(106)は、その内部領域に溶接コード(106)の開始端部(114)及び終止端部(126)の少なくとも一方が位置する内部領域(117、125)を画定する少なくとも1つの閉止線(116、124)を定義する。本発明は、自動車のボディーシェルの一部である要素を組み立てるために用いることができる。
図2 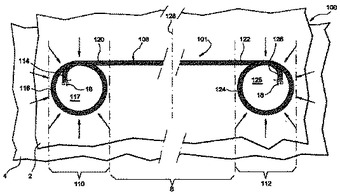 (もっと読む)
(もっと読む)
201 - 211 / 211
[ Back to top ]