
Fターム[4E081BA02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 材料 (354) | 鉄系金属 (262)
Fターム[4E081BA02]の下位に属するFターム
Fターム[4E081BA02]に分類される特許
101 - 117 / 117
溶接装置およびレールの肉盛溶接方法。

【課題】 既設レールの磨耗箇所の肉盛溶接に適する溶接装置を提供。数種の軌条間隔に適合。レール頭部の内向き側壁面S1および外向き側壁面2の肉盛溶接のそれぞれに適合。
【解決手段】 レールR1,R2上を走行する台車1を備える溶接装置において、台車1は、車輪軸9−11に沿う方向に移動自在であって一方のレールR2の側壁面S1/S2に対向するフランジを有する倣い車輪2fR,2bR、および、倣い車輪をフランジが側壁面に接近する方向に強制するスプリング17、を備える。倣い車輪は、複数12,13の軌条間隔に適合するように伸縮スプライン軸11に装着され、また、第1側壁面S1の肉盛溶接のための第2側面壁S2倣いと、第2側面壁S2の肉盛溶接のための第1側壁面S1ができるように、台車1に対して裏返し装着が可能である。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法

【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
溶接継手の疲労性能向上構造及び疲労性能向上方法
【課題】 本発明は、不溶着部を持つ溶接継手の止端部および不溶着部の応力集中を解放し、残留応力を制御する処理を施し、溶接継手の疲労性能を改善する方法を提供するものである。
【解決手段】 溶接継手1の端部において、端面から不溶着部5の端部に穴をあけ、応力集中を低減する。さらに当該穴にピンまたは鋼棒19などを打ち込むことによって応力低減を施す。また、当該端部において塑性変形を与え、溶接継手1表面の形状を平滑にして、端面および止端の応力集中を低減すると共に圧縮残留応力を与える。溶接の寸法を増加させるように増盛りを併用することによって効果はより大きくなる。塑性変形を与える手段として、超音波ピーニング処理装置を用いる。
(もっと読む)
仕口組付装置
【課題】 支柱に対して直角仕口、傾斜仕口を精度良く、しかも簡単な作業で組付けられるようにする。
【解決手段】 定盤上に寝かした支柱に対して仕口を所定の角度で仮付けする仕口組付装置であり、支柱を定盤と平行で一定の高さにセットして支持するときに用いられる第一上記ユニットと、支柱から直角に張出する腕を有する直角仕口の張出腕を支柱に対して正規の位置にセットして支持するときに用いられる第二定規ユニットと、張出腕を有しない直角仕口の基部を支柱に対して正規の位置にセットして支持する場合に用いられる第三定規ユニットと、支柱から傾斜して張出する腕を有する傾斜仕口の傾斜張出腕を支柱に対して正規の位置にセットして支持するときに用いられる第四定規ユニットと、傾斜張出腕を有しない傾斜仕口の基部を支柱に対して正規の位置にセットして保持するときに用いられる第五定規ユニットとを適宜組み合わせるものである。
(もっと読む)
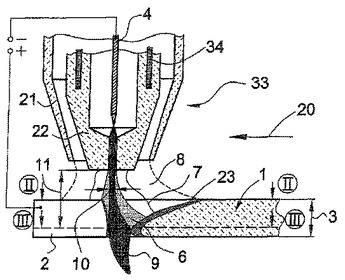
焼入れ可能な鋼のプラズマ・タップホール溶接
材料厚(3)を有する焼入れ可能な鋼(2)に二次加熱なしで溶接継手(1)を作るための方法であって、少なくとも次の工程
a)溶接電極(4)の溶接線(5)に対する位置決め
b)電圧の印加
c)プラズマガス(6)の供給
d)アーク(7)の形成
e)溶接線(5)近傍の鋼(2)の全材料厚(3)にわたる融解
を含む方法が開示される。この方法は、乗り物におけるトルク伝達のための構成要素を結合する際に有利に使用される。
 (もっと読む)
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材やフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材2と、鉄系被溶接材1とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
配管継手構造
【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供することを目的とする。
【解決手段】 第一の管材12の端部14と、この第一の管材12と隣接して配置された第二の管材13の端部15とが突合せ溶接により接続される配管継手構造10であって、前記第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、前記内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、前記第二の管材13の端部15に、前記内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されていることを特徴とする。
(もっと読む)
耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体
【課題】70mm以上の板厚の鋼板であっても、万一、溶接継手に脆性き裂が発生した場合に、溶接部にて脆性き裂の伝播を防止して船舶用溶接構造体の破断を防止できる船舶用溶接構造体の溶接方法および船舶用溶接構造体を提供する。
【解決手段】溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法であって、
前記船舶の垂直部材の溶接継手と水平部材の溶接継手が交差する領域の一部あるいは全部の領域、および/または前記船舶の突合せ溶接継手に対し、当該領域の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体。
(もっと読む)
鋼製セグメントの製造方法
【課題】縦梁を設置するための欠損部を具備する鋼製セグメントでありながら、変形を最少に抑えることができる鋼製セグメントの製造方法を提供することを目的とする。
【解決手段】一対の板材からなる主桁1のそれぞれに、略長手方向に沿って所定の長さの長手方向切り込み部62と一方の端部に向かって所定の幅の幅方向切り込み部61、63とからなるコ字状切り込み6を加工する工程と、コ字状切り込み6が加工された主桁1と、板材からなる一対の継手板3とを相互に溶接接合して枠体を形成する工程と、該枠体に板材からなるスキンプレート4を溶接接合して一方側に開口部を具備する筐体を形成する工程と、該筐体が形成された後、幅方向切り込み部61、62と端部とを連結する一対の切断用切り込み71、72を加工する工程とを有し、溶接接合の後に切断用切り込みを加工することによって欠損部7を形成する。
(もっと読む)
鋼製セグメント及び鋼製セグメントの製造方法
【課題】欠損部を具備することなく縦梁の機能を奏する補強手段を有する鋼製セグメント、およびその製造方法を提供することを目的とする。
【解決手段】鋼製セグメント100は、主桁1a、1bと、継手板2a、2bと、スキンプレート4と、縦梁部材5とを有する。縦梁部材5は、主桁1aと主桁1bとを連結する縦部材52a、52bと、縦部材52a、52bを連結する横部材51a、51bと、横部材51a、51bを連結して縦部材52a、52bの外周側の端部に設置される外周部材54とから構成される。その製造方法は、スキンプレート4が設置された状態で、縦部材52a、52bと横部材51a、51bとをそれぞれ設置する工程と、前記枠に相当する範囲のスキンプレート4を撤去する工程と、該撤去工程の後、該撤去範囲を経由して外周部材54を設置する工程とを有する。
(もっと読む)
水平型自動溶接装置
【課題】 ワークを支持するマンドレルを交換することなく、厚みの異なるワークを同一のマンドレルを用いて突合せ溶接することができ、作業能率の向上及びコスト低減等を図れるようにする。
【解決手段】 キャビネット本体2に支持された水平姿勢の長尺状のマンドレル1に金属板材から成るワークWを支持させ、マンドレル1に設けたバックバー3上でワークWの端面同士を突合せ固定し、この突合せ部を溶接装置6により突合せ溶接するようにした水平型自動溶接装置に於いて、前記マンドレル1をその軸心を中心にしてキャビネット本体2に回転自在に設けると共に、当該マンドレル1の外表面に少なくとも薄板用のバックバー3と厚板用のバックバー3′を等角度間隔で配設し、ワークWの厚みに応じてマンドレル1を回転させ、ワークWの厚みに対応するバックバー3,3′上でワークWの端面同士を突合せ固定し、ワークWの突合せ部を突合せ溶接する。
(もっと読む)
H型鋼溶接継手構造
【課題】 従来のH型鋼溶接継手構造で連結したH型鋼は、もとのH型鋼より強度が劣っていた。
【解決手段】 端部同士を突き合わせた2本のH型鋼1a、1bのフランジ部3及びウェブ部4の突合せ部5の内側と外側のいずれか一方又は双方に、鋼材による補強材2a、2b、2c、2dを両H型鋼に跨がせて宛がい、その突合せ部分同士の一部又は全部を溶接し、補強材の外周縁と補強材を宛がったフランジ部とウェブ部の一方又は双方とを溶接した。補強材は、H型鋼の突合せ部分の全長又は一部に宛がわれるようにしてある。補強材をH型鋼の突合せ部分のフランジ部とウェブ部との双方に宛がうこともでき、宛がう補強材を、突き当て部分の溶接用裏当て材と兼用とすることもできる。連結して形成した1本のH型鋼の強度が、もとのH型鋼の強度と同じかそれ以上となるようにした。
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
コラム溶接用裏当て金
【課題】 安価に製作可能で、しかも脱落等の問題も発生しないコラム溶接用裏当て金を提供する。
【解決手段】 コラム1の端部をダイヤフラム4に溶接接合するときに、コラム1の端部内面に固定されて、コラム1とダイヤフラム4間に形成される開先隙間をコラム1の内側から閉鎖する裏当て金本体11と、前記裏当て金本体11に設定間隔おきに取り付けた仮止め具13であって、前記裏当て金本体11の後面に溶接固定される固定部15と、裏当て金本体11の外側面の途中部においてコラム1の先端部に係止される係止突部16と、固定部15と係止突部16とを連結する連結部17とを有し、金属板をプレス成形してなる仮止め具13とを備えた。
(もっと読む)
溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法
【課題】溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法を提供する。
【解決手段】建設機械のブーム・アーム部材であって、前記ブーム・アーム部材の完全溶け込み溶接部の止端部に加振打撃痕を有することを特徴とする溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法。好ましくは、前記加振打撃痕の底部表面の残留応力が10MPa以上の圧縮残留応力である。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 帯状金属薄板の幅等に関係なく先行帯状金属薄板と後行帯状金属薄板の突合せ溶接を高精度で行えるようにする。
【解決手段】 先行帯状金属薄板W1の後端部を支持する先行側作業テーブル3と、後行帯状金属薄板W2の先端部を支持し、両帯状金属薄板W1,W2の走行方向及び幅方向へ移動調整可能な後行側作業テーブル4と、両帯状金属薄板W1,W2の突合せ部近傍を挾持するクランプ機構5と、先行帯状金属薄板W1後端及び後行帯状金属薄板W2先端の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を溶接するTIG溶接装置7とを備え、前記両作業テーブル3,4に、先行帯状金属薄板W1の後端部及び後行帯状金属薄板W2の先端部を吸着保持する電磁石2を配設し、又、TIG溶接装置7の溶接用電極棒27の先端をシャープな円錐形状に形成すると共に、突合せ溶接時に於けるアーク長を磁気吹きが生じない長さに設定する。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
101 - 117 / 117
[ Back to top ]