
Fターム[4E081BA19]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管 (84)
Fターム[4E081BA19]の下位に属するFターム
Fターム[4E081BA19]に分類される特許
21 - 40 / 78
金属溶接管製造装置
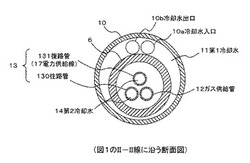
【課題】従来の金属溶接管製造装置は、復路管の内側に電力供給線を挿入することで電力供給線を冷却するように構成しているので、内面溶接トーチを冷却するのに十分な第2冷却水の流量(流速)を確保するために、復路管の径を大きくする必要があり、小径の金属溶接管に適用できないという問題が生じる。
【解決手段】本発明による金属溶接管製造装置は、往路管130及び復路管131の少なくとも一方を内部に第2冷却水14が通される金属管で構成し、この金属管を電力供給線17として用いる構成としている。
(もっと読む)
配管内面の溶接ヘッド移送装置

【課題】配管の大きさによって上記固定部の長さを調節することができる配管内面の溶接ヘッド移送装置を提供する。
【解決手段】本体とするための連動チャック3と、本体を配管内に固定させるための固定部5と、配管1の周り方向への溶接のための動力を発生する回転駆動モータ13と、回転駆動モータの動力を伝達する回転駆動部15と、回転駆動部を保護し長さ方向の移送装置が取り付けられるように形成されて配管の周り方向に回転する回転カバー17と、配管の長さ方向への溶接のための動力を発生する前後移送モータ21と、溶接トーチ9とカメラが設けられており、配管の長さ方向に移動する溶接ヘッド部7と、溶接トーチの溶接状況と上記配管の内部状況を見せるためのディスプレイ部39とを含んで構成されることを特徴とする。
(もっと読む)
電縫管の製造方法
【課題】 ワーク部材の端部の溶断を防止できる電縫管の製造方法の提供。
【解決手段】 平板状の鋼板1を管状に曲げて加工したワーク部材2を形成すると共に、その両縁部4,5同士を軸方向に亘って外側から溶接して接合するようにした電縫管11の製造方法において、ワーク部材2の端部2a,2bの両縁部4,5に耐溶着性を有するシールド部材6,7を面一状態で接続し、該シールド部材6,7と両縁部4,5に跨って溶接を行うこととした。
(もっと読む)
溶接金属が優れた耐低温割れ性を有する溶接鋼管の製造方法
【課題】溶接金属中の拡散性水素を効率的に低減させることによって、溶接金属の成分に依存せず、かつ製造工程を追加せず、低温割れを防止できる溶接鋼管の製造方法を提供する。
【解決手段】融点が370〜1000℃の範囲内を満足しかつ室温にて固体粉末として存在するフッ素化合物を10質量%以下含有するフラックスを用いて、サブマージアーク溶接でシームを溶接する。
(もっと読む)
タンク溶接用バックシールド治具およびこのタンク溶接用バックシールド治具を用いたタンクの製造方法
【課題】少量の不活性ガスで、短時間に溶接部裏面側の酸化を防止し、且つ小径の取出部からタンク外へ取り出し可能なタンク溶接用バックシールド治具を得ることである。
【解決手段】メス型カプラが設けられた配管側バックシールド治具と、オス型カプラと屈曲型配管とノズルとが直列に接続された本体側バックシールド治具とが、メス型カプラとオス型カプラとで接続されたタンク溶接用バックシールド治具であって、ノズルが、直列に接続されたスリーブとフード固定リングとフード固定金具と整流体と、形状が頂点を除去した多角推であり、細い部分がフード固定金具とフード固定リングとで挟みこむことにより固定されたフードと、スリーブに一端が固定され、他端が外側に広がるとともにフードに接続された板ばねとを備えたものである。
(もっと読む)
鋼管矢板とその製造方法
【課題】鋼管矢板の管端部の真円度を確保しつつ、更に、管端部の平面度にも優れた鋼管矢板とその製造方法を提供すること。
【解決手段】その外周上に鋼管同士を接続するための鋼管1の長手方向に溶接された爪2を有する鋼管矢板において、前記鋼管矢板の管端部の内周部に、少なくとも爪が溶接された最も熱収縮の影響を受ける部位と、それ以外の熱収縮の影響を受けない部位とを互いに固定するリブ3を接合したことを特徴とする鋼管矢板。また、鋼管矢板の製造方法は、リブを鋼管矢板の原管となる鋼管の管端部に取り付け、次に、前記原管の管端部内周面における前記リブの接合位置方向に前記爪を仮付け溶接し、その後、前記爪を本溶接することよりなる。
(もっと読む)
低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法
【課題】Moの含有量を制限しても、HAZの低温靭性を確保することができ、安価で、低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管であって、この母材鋼板は、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、S:0.0001〜0.0050%、Ti:0.003〜0.030%を含み、Al:0.020%以下、Mo:0.10%未満に制限し、成分の含有量[質量%]から求められる炭素当量Ceqを0.30〜0.53、割れ感受性指数Pcmを0.10〜0.20とし、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと残部ベイナイトからなり、有効結晶粒径が20μm以下であり、溶接熱影響部の有効結晶粒径が150μm以下であることを特徴とする低温靱性に優れた高強度ラインパイプ用溶接鋼管。
(もっと読む)
ロールフォーム成形された部品を製造する方法及びその方法によって製造された部品
【課題】高強度鋼板及び超高強度鋼板からロールフォーム成形された部品を製造する方法であって、遅れ破壊や脆性破壊の発生を防止するために使用できる方法を提供する。
【解決手段】引張強度が780MPaを超える高強度鋼板及び超高強度鋼板から、ロールフォーム成形された部品を製造する方法であって、鋼板のストリップをロールフォーミング設備に供給し、ロールフォーミング設備において、対向するロールスタンド間に鋼板ストリップを通すとともに、鋼板ストリップに成形ローラを作用させることによって鋼板ストリップを変形させる工程、及び変形させた鋼板ストリップの塑性変形領域における水素による脆性破壊を防止するために、スタンピング、据込み鍛造、曲げ加工、並びに過曲げ曲げ戻し加工より成る群から選択される少なくとも1種の処理により、塑性変形領域に圧縮応力を加える工程、及び/又は、切削加工又は研削加工により、前記塑性変形領域を除去する工程、を備える。
(もっと読む)
パイプの溶接方法及びパイプの水平自動溶接装置
【課題】 円筒状に曲げ加工したワークの両端を突合せ溶接する際にワークの両端を密着状態で正確に突合せ、溶接不良の無い真円度の高いパイプを作製する。
【解決手段】 マンドレル2に挿着したワークWの円周方向一端をセンタープレート16に押し当ててその一端部をマンドレル2上のバックバー3へ軽く押圧し、次にセンタープレート16を下降させてワークWの円周方向他端部をバックバー3上へ軽く押圧し、引き続き二つのタブ材18でワークWを長手方向両側から挾持してワークWの軸心方向のズレを修正すると共に、ワークWの両側端にタブ材18を密着させ、その後ワークWの一端部をバックバー3上へ強く押圧固定し、この状態でワークWの下端部を押し上げると共に、ワークWの両側面を加圧してワークWの両端を隙間無く密着状態で突合せた後、ワークWの他端部をバックバー3上へ強く押圧固定し、最後に、ワークWの突合せ部を突合せ溶接する。
(もっと読む)
管体溶接装置
【課題】貫通孔の内周面に磨耗を生じた場合にも煩雑な調整作業を必要とすることなく両部材の位置関係が常に適正になるようにし、ワークの突き合わせ部分を正確に溶接できるようにする。
【解決手段】ワーク20が通過する貫通孔11を形成する溶接治具2を上側治具2Aと下側治具2Bとの2分割に構成し、互いの間に所定の間隙を設けてそれぞれ上側本体1A及び下側本体1B内に収納し、下側治具2Bを上下方向に移動自在にした。貫通孔11をワーク20が通過する際に、下側治具2Bを上側治具2Aに向けて上方に付勢する。貫通孔11の内周面の磨耗量に応じて下側治具2Bが上方に移動し、貫通孔11の内周面にワーク20の外周面が接触し、貫通孔11内でワーク20が回転したり、ワーク20軸方向に直交する面内で移動することがない。
(もっと読む)
密閉型圧縮機および密閉型圧縮機用管状シェルの製管方法
【課題】安定した溶接ビードを備え、かつ、高い内圧の冷媒を使用する密閉型圧縮機に使用可能な密閉型圧縮機用管状シェルの製造方法、並びに当該製造方法によって製造された密閉型圧縮機用管状シェルを有する密閉型圧縮機を提供する。
【解決手段】密閉型圧縮機用管状シェルの製造方法は、矩形状素材3の両側縁にY字開先を形成する第1工程と、前記Y字開先のV字部が、外周になるように略筒状体4に成型する第2工程と、略筒状体4を縮径する第3工程と、筒状体5の前記Y字開先のルート部をプラズマによるキーホール溶接する第4工程と、前記Y字開先のV字部をMAC溶接によって肉盛溶接する第5工程と、前記第4工程で形成された裏ビードを除去する第6工程と、を有する。
(もっと読む)
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法を提供することを目的とする。
【解決手段】質量%で、C:0.03〜0.07%、Si:0.01〜0.50%、Mn:1.5〜2.5%、P:≦0.01%、S:≦0.0030%、Nb:0.0001〜0.2%、Al:0.0005〜0.03%、Ti:0.003〜0.030%、B:0.0001〜0.0050%を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、γ/α変態開始点以上まで水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法により、上記課題を解決できる。
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
スパイラルパイプの製造方法及び装置
【課題】 鋼帯幅が必ずしも一定でない鋼帯を素材としてスパイラル鋼管を製造するときに適切な溶接ギャップを確保して健全な溶接部を有するスパイラル鋼管を製造する手段を提供する。
【解決手段】 鋼帯をサイドトリミングした後スパイラル状に成形し、エッジ部を突合せて内面次いで外面を溶接するスパイラル鋼管の製造方法において、内面溶接点より少なくとも2D分(Dは製造されるスパイラル鋼管の外径)上流側の帯鋼幅の変動を連続的に測定するとともに、該帯鋼幅の変動に応じて内面溶接点において所定の溶接ギャップが得られるように案内する。
(もっと読む)
動力伝達シャフトの製造方法
【課題】溶接箇所に関わらず、高度な作業性および繁雑な製造工程を必要とせず、溶接の熱による悪影響を防止することができる動力伝達シャフトの製造方法を提供する。
【解決手段】動力伝達シャフトの製造方法は、外輪11、内輪3、内輪3に連結されるシャフト15、外輪11の開口を閉塞するブーツ16、並びに、外輪11およびブーツ16の内側に形成される内部空間Aに封入される潤滑剤17を備える等速ジョイント1と、外輪11またはシャフト15に溶接により結合される軸状部材5とを備える動力伝達シャフトの製造方法であって、外輪11またはシャフト15の外周面に冷却部材6を当接させた状態で、外輪11またはシャフト15に軸状部材5を溶接することを特徴とする。
(もっと読む)
隅肉溶接部の構造及び隅肉溶接方法
【課題】簡単な構成で即ち低コストで溶接止端部におけるフランク角が大きくなり、アクスルケースへのブレーキフランジの隅肉溶接に適用することで、ブレーキ時の制動トルクの保持と高い耐久性とを安価に両立できる隅肉溶接部の構造及び隅肉溶接方法を提供する。
【解決手段】第1の部材3に第2の部材4を隅肉溶接してなる隅肉溶接部の構造であって、第1の部材3及び第2の部材4の内の少なくとも一方の部材3の隅肉溶接する部分の一部又は全部に、溶接ルート部11に近付く程高くなるように形成された傾斜部10を溶接方向に沿って形成し、溶接ビード7の溶接止端部8が上記傾斜部10の途中に位置するように溶接してなるもの。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
基礎杭溶接装置
【課題】下杭上端と上杭下端とを自走架台に搭載した溶接トーチで溶接する基礎杭溶接装置において、自走架台を一定速度で確実に移動させられるようにする。
【解決手段】溶接装置10は、下杭1の上部に取りつけられる走行ガイド20と、走行ガイド20に支持されて下杭1と上杭2の周りを周回し、搭載した溶接トーチ70で下杭1の上端と上杭2の下端を溶接する自走架台40を備える。走行ガイド20はブロック100aとブロック100bに分割され、両者を組み合わせて1個の円環構造を形成する。円環構造となった走行ガイド20をチェーン26が取り巻く。チェーン26は走行ガイド20に移動不能に連結される。自走架台40にはチェーン26にかみ合うスプロケット49と、それを回転させる電動機47が設けられており、スプロケット49が回転することにより自走架台40は走行ガイド20に対し移動する。
(もっと読む)
低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法
【課題】肉厚が25mm以上であっても、優れたHAZの低温靱性を確保することが可能な、低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管で、母材鋼板が、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、Al:0.020%以下、Ti:0.003〜0.030%、Mo:0.10〜1.50%を含有し、炭素当量Ceqが0.30〜0.53、割れ感受性指数Pcmが0.10〜0.20で、(式3)を満足し、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと面積率で80%以上のベイナイトからなり、有効結晶粒径が20μm以下、溶接熱影響部の有効結晶粒径が150μm以下である低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管。10C+100Al+5Mo+5Ni<3.3 ・・・ (式3)
(もっと読む)
継手締結性に優れた鋼管杭の製造方法及び鋼管矢板の製造方法
【課題】外径が1000mm以上の鋼管本体に機械式継手を溶接して鋼管杭又は鋼管矢板を製造する際に、溶接による機械式継手の変形を軽減し、継手嵌合不良を防止することができる継手締結性に優れた鋼管矢板の製造方法及び鋼管杭の製造方法を提供する。
【解決手段】外径D(mm)が1000mm以上の鋼管本体の端部に機械式継手を溶接する際に、先ず、鋼管本体の中心軸に対する最大角度θが(97400/D)°以下となる間隔で仮付け溶接した後、本溶接を行う。その際、少なくとも前記鋼管本体の直径が最大となる位置を仮付け溶接することが好ましい。
(もっと読む)
21 - 40 / 78
[ Back to top ]