
Fターム[4E081BA19]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管 (84)
Fターム[4E081BA19]の下位に属するFターム
Fターム[4E081BA19]に分類される特許
41 - 60 / 78
筒体溶接装置
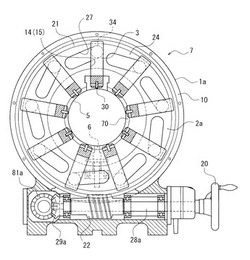
【課題】略円筒状に曲げ加工したワークの継ぎ目を溶接する装置として、径の異なるワークでも簡単に対応できる筒体溶接装置を提供する。
【解決手段】本筒体溶接装置は、ワーク5の送り方向に回動自在な複数のローラ30を縦列配置する転動体ブロック3、複数本の転動体ブロック3を円周上に配置させて内側にワーク挿通路70を形成させる円筒形ケーシング1a,1b、各転動体ブロック3を半径方向に同時に移動可能とするウォームホイール21を備える。円筒形ケーシング1a,1bには転動体ブロック3の支持部32を配置させる矩形孔14,15を半径方向に設ける。円筒形ケーシング1a,1bに収容するウォームホイール21には転動体ブロック3の支持部32のベアリング34を挿通させる長孔27を周方向に延ばして設ける。よって、ウォームホイール21を回動させると各転動体ブロック3が半径方向に同時に移動しワーク挿通路70の内径を変更可能とする。
(もっと読む)
肉盛溶接方法

【課題】肉盛溶接の時間を短縮化する
【解決手段】互いに並行な多数の冷却管32と、隣接する前記冷却管を互いに連結する多数の連結部材31とからなる冷却式配管の表面に肉盛溶接を施す冷却式配管(フード3)の肉盛溶接方法であって、溶接材料を溶接する溶接トーチ21を、前記冷却管の周方向にウィービングさせながら前記肉盛溶接を行うことを特徴とする冷却式配管の肉盛溶接方法。
(もっと読む)
溶接鋼管製造用の溶接装置
【課題】主として小径溶接鋼管を製造する際の突合せ部の溶接に際して、シールドガスのシールド機能に悪影響を及ぼさずに、溶接ヒュームを効果的に吸引可能にする。
【解決手段】溶接鋼管を製造する際に、MIG又はMAG溶接等により、かつ、溶接時に発生する溶接ヒュームを吸引しつつ、突合せ部の内面溶接を行う溶接鋼管製造用の溶接装置であり、溶接ヒュームを吸引するヒューム吸引口31aを、溶接部から立ち上がり管内天井面に突き当たって左右内面側壁に沿って降りてくる溶接ヒュームを吸引するように、溶接トーチ13の左右両側に概ね上向きに設ける。ヒューム吸引口31aが上向きなので、溶接トーチ13から下向きに放出されたシールドガスの流れがヒューム吸引により乱されることはなく、シールド機能を損なうことなく溶接ヒュームを吸引できる。
(もっと読む)
溶接鋼管製造用溶接装置
【課題】小径溶接鋼管を製造する場合における突合せ部の内面溶接を実際的に可能にする。
【解決手段】外径約200〜300mmの小径溶接鋼管を製造する際に、MIG又はMAG溶接等で突合せ部の内面溶接を行う溶接鋼管製造用溶接装置であり、管状材(溶接前のものを指す)2の後端側から挿入したブーム18の前端部に溶接トーチ13を取り付けるとともに、この溶接トーチ13のトーチ角度θを50〜70°とし、かつ、溶接トーチを後退させる後退法で突合せ部の溶接を行う。
(もっと読む)
ステンレス鋼管の多層溶接方法及び多層溶接物
【課題】溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供すること。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
(もっと読む)
UOE鋼管の縦シーム溶接継手
【課題】UOE鋼管の縦シーム溶接継手において、その溶接継手部の積層構造から高品質化、高性能化を図るとともに、溶接施工も効率的で、経済性にも優れた、縦シーム溶接継手を提案する。
【解決手段】開先加工を施した鋼板の両端部を、突き合わせてシーム溶接にて接合したUOEの縦シーム溶接継手である。上記開先をX開先とし、その板厚中央部の開先ルートフェイス部5を深溶込み溶接で接合すると共に、板厚方向両側の開先部分3,4をそれぞれ仕上げ溶接で接合することで、断面形状が3層の積層構造を有する溶接継手とした。
(もっと読む)
引張強度800MPaを超える超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
パイプの溶接方法及びこの方法に用いるパイプ保持器
【課題】 円筒状に曲げ加工したワークからパイプを作製する際に作業性及び生産性の向上を図れると共に、溶接欠陥の無い寸法精度の良いパイプを作製する。
【解決手段】 略U字状のパイプ保持器1により、円筒状に曲げ加工した複数個のワークPをそのスリット部Paが夫々揃うように直列状に連ねた状態で保持固定し、この状態で各ワークPをマンドレル4に装着して両端のワークPの外側位置にタブ材14を夫々配設し、次に、各ワークPの円周方向の両端を突合せた状態で両タブ材14と一緒にマンドレル4のバックバー5上へ押圧固定し、その後、一方のタブ材14とこのタブ材14に隣接するワークPの外側端と、各ワークPの隣接する部分同士と、他方のタブ材14とこのタブ材14に隣接するワークPの外側端とを夫々仮溶接し、最後に、一方のタブ材14から他方のタブ材14へ向かって各ワークPの突合せ部を順次本溶接する。
(もっと読む)
UOE鋼管の製造方法
【課題】UOE鋼管の製造において、小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ部靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、X開先を溶接する際、(a1)前記X開先の外面側の開先角度を20°以上、40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上、20kW以下のレーザとの複合熱源を用いて、1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて、1パスで溶接し、合計2パスで溶接を完了する。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 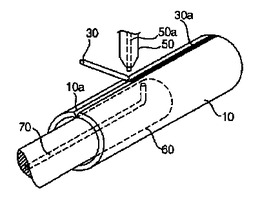 (もっと読む)
(もっと読む)
インサート部材及びそれを用いた突合せアーク溶接方法
【課題】被溶接物同士の突合せ部の形成時における位置決め作業を高精度で且つ容易に行なえ、位置決めの作業時間を低減させることができる。
【解決手段】インサート部材1は、互いに溶接される平板21、22同士の突合せ部Wに配置され、断面視円形をなす外径の異なる二本の第一溶接棒11、第二溶接棒12を並列に束ねるようにして接合され、この接合部に断面視で横方向に対向する一対の凹部1a、1aが形成されている。インサート部材1の凹部1a、1aに平板21、22の開先端面21a、22aを係止させて位置決めして突合せ部Wを形成させ、その後に突合せ部Wを突合せアーク溶接すると、平板21、22の裏面21d、22d側に突出する第二溶接棒12が溶融して良好な裏波を形成できる。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 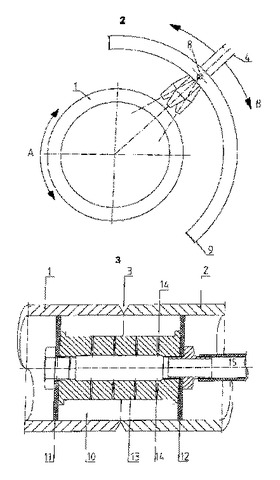 (もっと読む)
(もっと読む)
金属溶接管製造用内面シールド治具
【課題】大径の金属溶接管を製造する際であっても、気密性に優れ、少量のシールドガスの使用により管内の溶接部の酸化を確実に防止でき、かつ耐久性に優れた内面シールド治具を提供する。
【解決手段】オープンパイプ状に成形した金属帯又は金属溶接管1の内周面に接触する入側シール材4、出側シール材5、その両者間に、かつロッド3上にスプリング6を介して配置された、四方の側壁面及び底壁面が閉じられて上面に開口部を有するガスシールボックス7からなり、当該ガスシールボックス7内の底部に、溶接点2より出側の位置で折り返す冷却水循環用水路、及び前記ガスシールボックス内で開口するシールドガス供給路を配設したもの。
(もっと読む)
パイプの継手構造
【課題】 本発明は、四角パイプまたは丸パイプを段差および偏向傾斜なしに突合わせ接続することのできるパイプの継手構造を新規に提供するものである。
【解決手段】 本発明は、向き合わせた四角パイプをつなぎ角パイプを内にして圧嵌突合わせ接続する継手構造において、該つなぎ角パイプの外面に半球体形をした1乃至複数個の突起を設け、該つなぎ角パイプの一半に一方の四角パイプを圧嵌して溶接止めしたから、該つなぎ角パイプの他半に他方の四角パイプを圧嵌して該半球体突起の四角パイプへの圧接にて両四角パイプ間を段差および偏向傾斜なしに突合わせ接続するようにした四角パイプの継手構造にある。
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
建設機械の管状構造物の製造方法及び建設機械の管状構造物
【課題】製造作業の作業性を維持しながら、充分な疲労強度及び優れた美観を有する建設機械の管状構造物を製造することができる方法及び疲労強度を充分に確保しながら美観にも優れた建設機械の管状構造物を提供すること。
【解決手段】板材14〜17同士を組み合わせて相互接合する工程と補強板20を板材14、15に連結する工程とを含む組立工程を行なう前に、補強板20と特定の板材14、15との連結箇所について、板材14、15の内側面上に補助板19を配置してこの補助板19の長手方向の両端面と板材14、15の内側面とを跨ぐように前記両端面に沿って隅肉溶接を施す両側溶接工程を行い、補強板連結工程においては、補助板19が設けられた連結箇所について、この補助板19の表面に補強板20の端部を当ててこの端部の片側面と補助板19の表面とを跨ぐように当該端部に沿って隅肉溶接を施すことにより補強板20を板材14〜17に連結する。
(もっと読む)
多重管の接合方法及び多重管
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
41 - 60 / 78
[ Back to top ]