
Fターム[4E081BA19]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 管 (84)
Fターム[4E081BA19]の下位に属するFターム
Fターム[4E081BA19]に分類される特許
61 - 78 / 78
溶接用シールガス層成形法及び成形器
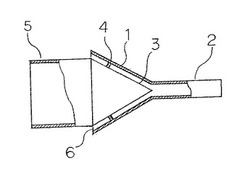
【課題】 比較的口径の大きい管の溶接において管内面の酸化を防止する。
【解決手段】 ノズル1の内部に適当な形状の中子3を取り付け、ガスの流路として円環状の空間を作り出し、この空間にガスの流れの方向を曲げるように整流板が取り付けられた構成、及び中子に取り付けられたシールガス層成形案内管6によって溶接する管内壁と該シールガス層成形案内管外壁間に円環状の空間を作り出し、該空間をシールガスで充満させるとともに、溶接する管の内面に沿った流を作り出し、高温の溶接部を酸化雰囲気から隔離することを特徴とした溶接用シールガス層成形器。
(もっと読む)
被覆鋼管の自動溶接装置及びその接続方法

【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
連結管及びその製造方法
【課題】耐座屈性に優れた連結管及びその製造方法を提供する。
【解決手段】本発明の連結管は、鋼管10と、鋼管20と、突合せ溶接部30とを備える。鋼管20は、鋼管10と同軸上に設けられ、鋼管10と同じ公称外径DA(mm)を有する。突合せ溶接部30は、鋼管10及び20の間にあって、鋼管10及び20を突合せ溶接することにより形成される。鋼管10の端部11の外径DO1(mm)と、端部11の内径DI1(mm)と、鋼管20の端部21の外径DO2(mm)と、端部21の内径DI2(mm)とは、式(1)及び式(2)を満足する。鋼管10の降伏応力Y1(MPa)と鋼管20の降伏応力Y2(MPa)とは式(3)を満足する。
|DO1−DO2|≦1.5×|DI1−DI2| (1)
|DI1−DI2|≦0.01×DA+2 (2)
|Y1−Y2|≦120 (3)
(もっと読む)
溶接冷やし金
【課題】 溶接部の割れを防止し、溶接変形を低減することができ、溶接部近傍ヘの着脱が容易な溶接冷やし金を得る。
【解決手段】 溶接対象の筒状部材の内壁面に配置される溶接冷やし金10において、前記筒状部材の長手軸を中心とした径方向に各々可動な複数ブロックに分割され、各ブロックは前記筒状部材の内壁面に当接する当接面を備えた冷却ブロック11と、個々の前記冷却ブロックの当接面に対向する中心側壁面に当接するテーパ面13を備え、軸方向に移動させることにより中心側壁面を前記テーパ面上で摺動させて個々の当接面を内壁面に押付けるテーパコマ14と、前記テーパコマを軸方向に移動させるテーパコマ移動手段とを備えたもの。
(もっと読む)
筐体装置
【課題】 筐体装置と既設流体管との接合を、可撓性を有しつつ密封することにより、管路にかかる土圧等の負荷を許容して筐体装置と既設流体管との接合部の損傷を防止できる筐体装置を提供する。
【解決手段】 分割筐体11,12同士の接合によって形成される受口の内面には、少なくとも外方に向かって拡開する案内部10cを有するシール面が形成されており、受口外方から押し輪50により環状弾性シール53を押圧させ、シール面の案内部10bにより案内させながら、受口の内面と既設流体管1の外面との間隙に嵌挿させて、間隙を密封できる。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、該溶接電極と該パイプの間の距離を目標範囲に収めるように、該パイプを保持する高さを、該パイプの長手方向の少なくとも1箇所にて調整する。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、溶接電極と前記パイプのなす角度を一定とすることを目標に、前記溶接電極の傾斜角度を調整する。
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
高強度溶接鋼管の製造方法
【課題】縦シーム溶接部の継手引張強度が950MPa以上の溶接鋼管の製造方法を提供する。
【解決手段】C:0.03〜0.12%、Si:≦0.5%、Mn:1.7〜3.0%、Al:0.01〜0.08%、P≦0.010%、S≦0.002%、Cu:≦0.8%、Ni:0.1〜1.0%、Cr:≦0.8%、Mo:≦0.8%、Ti:0.005〜0.025%、B:≦0.003%、Ca:≦0.01%、REM:≦0.02%、N:0.001〜0.006%、更にNb:0.01〜0.08%、V:≦0.10%、かつ0.06%≦Nb/2+V≦0.14%を満足する鋼を1000〜1200℃に再加熱後、950℃以下で累積圧下量≧67%の熱間圧延を行い、圧延終了後700℃以上の温度域から10〜30℃/sで冷却を開始し、550℃〜650℃の温度域で冷却停止後空冷し、管状に成形した後、縦シーム突合せ部をサブマージアーク溶接し更に拡管する。
(もっと読む)
パイプ連結構造
【課題】第1のパイプと第2のパイプを強固に連結するために、パイプに特殊な加工をせずに強固に連結固定できるとともに、必要な強度に応じた連結手段を選択できる点にある。
【解決手段】第1のパイプ2の周面に第2のパイプ3の端部を略直角に連結するためのパイプ連結構造において、第2のパイプの周面3bの一部又は全周面と、第1のパイプ2の周面2aの一部又は全周面とを第1のパイプ2の周面2aにおける第2のパイプ3の端部3aとの接合面より外周の一部又は全周とを溶接結合する側面視略台形状の1又は複数の補助連結具1を備えた。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
時効後の変形特性に優れたパイプライン用高強度鋼管およびその製造方法
【課題】優れた強度を有するとともに、塗装処理等における加熱によって時効した後も十分な変形性能を有するパイプライン用高強度鋼管およびその製造方法を提供する。
【解決手段】質量%で、C:0.02%〜0.09%、Si:0.001〜0.8%、Mn:0.5〜2.5%、P: 0.02%以下、S:0.005%以下、Ti:0.005〜0.03%、Nb:0.005〜0.3%、Al:0.001〜0.1%、N:0.001〜0.008%、を含有し、さらに、Ni:0.1〜1.0%、Cu:0.1〜1.0%、Mo:0.05〜0.6%、の2種以上を含有し、(Ni+Cu)−Mo>0.5を満足し、残部が鉄及び不可避的不純物からなる鋼板を冷間で筒状に成形し、端面同士をシーム溶接した鋼管であって、200℃から300℃の間に加熱後、管軸方向の2%の流動応力と0.5%の流動応力の差が30MPa以上である時効後の変形特性に優れたAPI規格X70〜X100級のパイプライン用高強度鋼管。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
耐粒界応力腐食割れ性に優れたマルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、P:0.010mass%以下に制限した組成とする。これにより、円周溶接部の溶接熱影響部における粒界応力腐食割れの発生を容易に防止できる。なお、使用するマルテンサイト系ステンレス鋼管は、C:0.015%以下、N:0.015%以下、Cr:10〜14%、Ni:3〜8%、およびSi、Mn、S、Alを適正範囲含み、さらにCu:1〜4%、Co:1〜4%、Mo:1〜4%、W:1〜4%のうちの1種又は2種以上、Ti:0.15%以下、Nb:0.10%以下、V:0.10%以下、Zr:0.10%以下、Hf:0.20%以下、Ta:0.20%以下のうちの1種または2種以上、Ca、Mg、REM、Bのうちの1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成とすることが好ましい。
(もっと読む)
配管継手構造
【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供することを目的とする。
【解決手段】 第一の管材12の端部14と、この第一の管材12と隣接して配置された第二の管材13の端部15とが突合せ溶接により接続される配管継手構造10であって、前記第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、前記内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、前記第二の管材13の端部15に、前記内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されていることを特徴とする。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
円周溶接ヘッド
円周溶接ヘッドは、金属インサートおよび回転子を備える。カバーは、マイカラミネートから作製される。金属バネ/ブラシ(好ましくは、一片である)が、インサートに対して回転子を側面負荷をかける。回転子およびインサートは、相互係合部分(好ましくは、台形)を有し、熱により膨張する場合、回転子を軸方向に移動させ、これにより結合を最小化する。本発明は、さらなる隙間を必要としない、一定のアーク間隙を生じ、結合を生じない回転子とインサートの構成を提供する。本発明の溶接ヘッドの設計によって、避けられない膨張を適応させるためのシステム内の余分な隙間を提供する必要性無しに、この使用に伴って生じる避けられない膨張が、許容される。結果として、より正確かつ一定の溶接が、過熱が問題になる前に、長期間にわたって得られ得る。 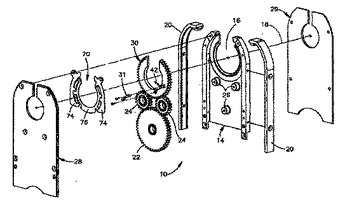 (もっと読む)
(もっと読む)
61 - 78 / 78
[ Back to top ]