
Fターム[4E081BA40]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 板との組み合せ (164) | 板と板 (146)
Fターム[4E081BA40]に分類される特許
81 - 100 / 146
鋼板の溶接方法
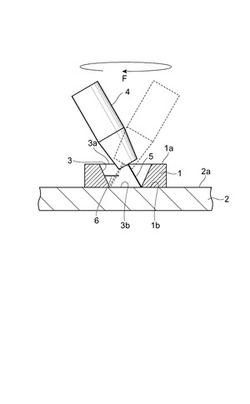
【課題】貫通孔全体の孔径を大きくすることなく、溶接部をねらい易く、且つ溶接欠陥の発生を確実に防止することを可能にした鋼板の溶接方法を提供する。
【解決手段】 本発明に係る鋼板の溶接方法は、重ねられた第1鋼板1と第2鋼板2のうち、第1鋼板1に貫通孔3を形成し、貫通孔3に溶加材5を挿入し溶融してこれらの鋼板を接合する鋼板の溶接方法である。第1鋼板1は、溶加材5の挿入側に配置される第1主面1aと、第2鋼板2と接触する第2主面1bとを備える。貫通孔3は、第1主面1aに位置する第1開口3a、及び第2主面1bに位置する第2開口3bを有する。貫通孔3の孔径は、第2開口3bから第1開口3aに向かって漸次広がっている。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法

【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板のアークブレージング方法において、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止すると共に、ギャップや狙いズレ発生による溶け落ちや溶け分れを防止することを目的とする。
【解決手段】シールドガスとして、酸素ガスが0.03〜0.3体積%、残部がアルゴンからなる混合ガスを使用し、3回以上のパルス溶滴移行と1回の短絡溶滴移行を1周期として周期的に繰り返し、ピーク電流からベース電流までのパルス立ち下がり時間を3.1〜8.4msとしてアークブレージングする。
(もっと読む)
重ねすみ肉溶接方法
【課題】2枚の鋼板を重ね合わせ、上板端部と下板を溶融して溶接する重ねすみ肉溶接において、部材の軽量化から重ね代を少なくした場合に、凝固割れや液化割れなどの高温割れが発生しない重ねすみ肉溶接方法を提供する。
【解決手段】2枚の鋼板を重ね合わせ、上板端部と下板を溶融し、該上板端部に沿って溶接する重ねすみ肉溶接方法において、上記下板の端部より、下記(A)式で規定される最小長回避距離L1以上離れた位置、または、上記下板の端部より、下記(B)式で規定される最大短回避距離L2以下の位置に溶融部を形成することを特徴とする重ねすみ肉溶接方法。
L1(mm)=−0.08×V−h+8 ・・・(A)
L2(mm)=−0.08×V+h+3 ・・・(B)
但し、Vは溶接速度(mm/秒)、hは下板の板厚(mm)を表す。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
重ねすみ肉継手における接合界面の強度評価方法
【課題】複数のすみ肉重ね継手のそれぞれの接合界面の強度を、相対的に且つ適性に評価することが出来る方法を提供する。
【解決手段】板状の第一の母材12と板状の第二の母材14とを重ねすみ肉溶接して得られる片面重ねすみ肉継手から試験片10を採取して、該試験片10の該第二の母材側14部分を、L字型治具24が有する外側角部の湾曲面34上に、重ねすみ肉溶接部位16が位置するようにして、該L字型治具24と共にクランプした後、該L字型治具24の湾曲面34に沿って該試験片10を曲げ試験して、その際の該試験片10の該重ねすみ肉溶接部位16の接合面18における界面剥離の生じる限界を調べるようにした。
(もっと読む)
重ねすみ肉継手における接合界面の引張強度評価方法及びそのための試験片
【課題】ヤング率の異なる二つの板状母材からなる片面重ねすみ肉継手における接合界面の強度を、厳格に且つ確実に評価し得る方法、並びにそのための試験片を提供すること。
【解決手段】第一の母材12とそれとはヤング率の異なる第二の母材14とを重ねすみ肉溶接して得られる重ねすみ肉継手にて構成され、かかる継手のビード形成部位16の幅方向両側の中間部が、長手方向に平行な直線部20とされ、その両端部が、所定の曲率半径の湾曲部22,24が形成された狭幅化凹所18とされ、且つ第二の母材14側部位の狭幅化凹所18の湾曲部24の湾曲開始端Qが、ビード形成部位におけるビード止端部TB に位置するように構成した試験片10を準備し、この試験片10の第一の母材12側部位と第二の母材14側部位とを把持して、相互に離隔されるように引張することにより、接合界面の引張強度を評価するようにした。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つアルミニウム材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とアルミニウム材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルスMIG溶接操作を施して、重ね隅肉継手を製造した。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
(もっと読む)
溶接継手及びその製造方法
【課題】コストや工程を増やすことなく溶接ビード中にブローホールの残留を抑えた溶接継手及びその製造方法を提供する。
【解決手段】第1部材1と第2部材2の重合部が溶接された溶接継手10において、溶融幅W3が上記第1部材または上記第2部材の重合部における板幅W1より大きいことを特徴とするものである。また、重合された第1部材と第2部材を溶接するときに、溶融幅を上記第1部材または上記第2部材の重合部における板幅より大きくすることを特徴とする溶接継手の製造方法である。
(もっと読む)
2電極すみ肉ガスシールドアーク溶接方法
【課題】プライマ塗装鋼板を溶接速度が1m/min以上の2電極高速水平すみ肉ガスシールドアーク溶接方法の提供。
【解決手段】先行電極と後行電極の電極間距離を10〜40mmとし、後行電極のトーチ角度が下板に対して0〜60°で溶接進行方向に対して1〜25°の前進角にして、ワイヤ全質量に対する質量%でフラックスに、Ti酸化物:TiO2換算値で1.5〜2.8%、Si酸化物:SiO2換算値で0.4〜1.2%、Zr酸化物:ZrO2換算値で0.1〜0.5%、Si:0.6〜1.2%、Mn:2.0〜3.0%、Al:0.3〜1.0%、但し、Ti酸化物のTiO2換算値/Al≧2.0、弗素化合物:F換算値で0.01〜0.07%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.025%を含有するフラックス入りワイヤを先行電極および後行電極に用いて溶接する。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
T型継手の溶接方法
【課題】 立板の裏面側に良好な裏波ビードを形成することができ、下板と立板とを溶接するときの作業性を高める。
【解決手段】 板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成した状態で、第1の溶接工程において、溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に良好な裏波ビード8を形成する。そして、第2の溶接工程において、下板1、立板2の開先3、裏波ビード8を溶融させて1層目の溶接ビード9を形成することにより、下板1と立板2の開先3とを強固に接合することができる。この場合、板材組付け工程を実施した後に、第1の溶接工程と第2の溶接工程とを連続して実施することができるので、下板1と立板2とを溶接するときの作業性を高めることができる。
(もっと読む)
幅狭形溝路部材
【課題】左右側板間の上部の開口幅寸法が底板の深さ寸法に比して小さく形成される幅狭形溝路部材にあって、ユーザーの希望寸法に容易に対応し得るとともに、低コストで製作し得る幅狭形溝路部材を提供する。
【解決手段】底板2の幅方向の中間位置で左右に分割形成された分割溝路部材対4を、その分割された底板2’,2’の分割部端面5,5を突き合わせた状態で対向配置して、分割された底板2’,2’相互を離間不能に連結するとともに、左右側板3,3をその開口幅を規定する複数の連結杆6を介して相互に連結した。このように曲げ加工によって形成される分割溝路部材7を一対として用いた分割溝路部材対4を一体化することにより、上端から底板2までの深さ寸法Hを自由に設定でき、左右側板3,3間の開口幅寸法Wに比して深さ寸法Hが極めて大きい幅狭形溝路部材1の製作が可能となる。
(もっと読む)
溶接方法及び溶接継手構造
【課題】耐応力腐食割れ性及び溶接作業性を共に向上させることができること。
【解決手段】配管11A、11Bを接合する溶接方法において、耐応力腐食割れ性に優れた溶接金属12を肉盛溶接したショートリング13A、13Bを用意し、これらのショートリング13A、13Bを配管11A、11Bのそれぞれの開先部14に溶接した後に、ショートリング13Aと13Bを溶接し、前記溶接金属12を、配管13A、13Bの内面または外面の片側面、または内面及び外面の両面に肉盛溶接するものである。
(もっと読む)
溶接用裏当て装置及びこれを用いた裏波溶接装置
【課題】装置自体が大掛かりとならず、ガスを略均一に開口部から噴射させて不活性ガスを経済的に使用でき、かつ溶接部位との位置合わせが容易となる溶接用裏当て装置、及び溶接装置と裏当て装置との位置合わせが容易となる裏波溶接装置を提供する。
【解決手段】溶接用裏当て装置は、突き合わせた板材の溶接部位に裏側から不活性ガスを噴射する溶接用裏当て装置10であって、前記溶接部位に前記不活性ガスを噴射するためかつ前記溶接部位よりも大きい開口部12を有する箱型の箱型本体11と、この箱型本体内部に不活性ガスを供給する不活性ガス供給部13と、前記不活性ガス供給部により前記箱型本体内部に供給した不活性ガスを分散して前記開口部から略均一に噴射するための、前記箱型本体に設けた分散構造とを有する。
(もっと読む)
突合せ溶接部構造
【課題】 この発明は、複数の部材を突合せて突合部を溶接した場合における当該溶接部の強度を向上させる突合せ溶接部構造に関する。
【解決手段】板の突合せ溶接部の構造であって、一対の被溶接部材の突合せ部近傍の一方の面が板厚方向に窪んだ凹み面となり、反対側の面が板厚方向に突出した突出面となっており、前記凹み面にのみ溶接部を設けたことを特徴とする。
凹み面や突出面は、被溶接部材に対して相対的なものでよく円形状の場合は平坦面としてもよい。
(もっと読む)
溶接継手及び鋼床版並びに鋼床版の製造方法
【課題】疲労強度の向上を実現する溶接継手及び鋼床版並びに鋼床版の製造方法を提供する。
【解決手段】鋼板10の舗装部分載置面11とは反対側の下向き面12に補剛材20を複数溶接してなる鋼床版3において、鋼板10と当接する補剛材20の縁部21にレ型開先22を形成し、このレ型開先22に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属30を装填し、この溶接金属30の希釈率を一定にするべく溶け込み率を管理して得たデータに基づいて、補剛材20におけるレ型開先22の拡開角度θを45度に設定した。
(もっと読む)
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
81 - 100 / 146
[ Back to top ]