
Fターム[4E081BA40]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接対象物(突合せ溶接) (827) | 形状、組み合せ (473) | 板との組み合せ (164) | 板と板 (146)
Fターム[4E081BA40]に分類される特許
121 - 140 / 146
両面溶接方法及びその溶接構造物
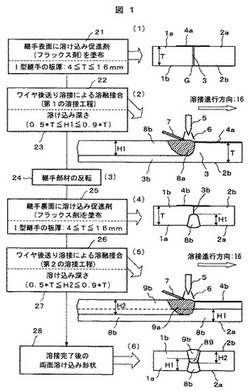
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
隅肉溶接方法および装置

【課題】 開口がある隅肉溶接の全自動化。溶接位置精度,信頼性の向上。
【解決手段】 下板Xと、下端面に開口A,Bがある立板Yによって形成されるコーナを溶接する隅肉溶接において、溶接方向yに、前方から第1の開口検知手段S1,溶接トーチ8および第2の開口検知手段S2をこの順に配置し、開口幅をL1、S1/溶接トーチ間距離をL2、S2/溶接トーチ間距離をL3、とすると、L2≧L1かつL3≦L1として、S1,S2および溶接トーチの組体を、S1を先頭に、y方向に駆動し、S2の開口始端検出に基づくタイミングYcで駆動を停止して溶接スタート処理を行い、その後に組体を再駆動しアークを継続して隅肉溶接する第1行程と、S1の開口終端検出に基づくタイミングYdで駆動を停止しクレータ処理を行い、その後にアークを停止する第2行程と、を含む隅肉溶接方法。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
溶接構造とその溶接方法、及びそれを用いた制御装置
【課題】溶接側端子と被溶接側端子とを溶接する際に溶接側端子が曲がっていた場合に溶接側端子が被溶接側端子に対して離間してしまい確実に溶接ができないことがある。
【解決手段】コントロールモジュール13の端子24の加工部3aをバスバー23の方向に向かって曲げて形成し、更に端子24の加工部3aがバスバー23に弾性力をもって押付けた状態にてコントロールモジュール13を保持し、その後、レーザー溶接する。このようにしてレーザー溶接することにより、端子24及びバスバー23が複数存在していても確実に端子24とバスバー23を当接させて接合することができる。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
消耗電極アーク溶接方法
【課題】 板厚の異なる板材から形成される継手を消耗電極アーク溶接方法によって高品質に溶接する。
【解決手段】 本発明は、溶接トーチをウィービングさせ、ウィービング中の溶接トーチ位置Ptが予め定めた溶接法切換位置p1を第1の境界として厚板側にあるときは電極プラス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記第1の境界よりも薄板側にあるときは電極マイナス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記溶接法切換位置p1又は予め定めた送給速度切換位置p2を第2の境界として厚板側にあるときは送給速度Frを予め定めた電極プラス極性送給速度Frpにし、ウィービング中の溶接トーチ位置Ptが前記第2の境界よりも薄板側にあるときは送給速度Frを予め定めた電極マイナス極性送給速度Frnにする消耗電極アーク溶接方法である。
(もっと読む)
波形ウェブ桁の溶接方法
【課題】良好な溶接ビード外観を、簡便に得る。
【解決手段】波形ウェブ桁10の波形ウェブ板12とフランジ板14の接合部を隅肉溶接するための波形ウェブ桁の溶接方法において、2台の自動溶接手段22、24の溶接トーチ23、25を、波形ウェブの平行部の略中央の同じ位置に向けて配置し、同時に溶接を開始して、同じ溶融池から各々反対方向に進行させ、各々の溶接アークを停止させることなく、円弧部、傾斜部及び次の円弧部を経て、次の平行部Eまで溶接する。
(もっと読む)
立向姿勢溶接方法及び立向姿勢溶接構造
【課題】 厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく溶接を実現可能な立向姿勢溶接方法及び立向姿勢溶接構造を提供する。
【解決手段】 立向姿勢の一対の厚板鋼板(1,1)の端縁間に所定の狭開先ギャップを有したI形開先を形成し、アーク溶接機の溶接トーチ(20)から突き出した溶接ワイヤ(30)を厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させ、且つ、溶接ワイヤの先端を往復動させる間にアーク溶接機を溶接金属の往復二層の厚み分だけ厚板鋼板に沿い下から上へ移動させて溶接金属をI形開先内に積層する。
(もっと読む)
鉄道車両構体
【課題】 側構体と屋根構体との接合部分にできる段差や樋をホームに立った乗客から見えないようにした鉄道車両構体を提供すること。
【解決手段】 側構体1、屋根構体2、妻構及び台枠を接合することによりなるものであって、側構体1は、その上部が湾曲して屋根構体2側に延び、その端部11aが低い位置にある屋根構体2の端部と接続板41によって接合され、その接続板41によってできた車体長手方向に連続する側構体1と屋根構体2との段差が樋42を構成する鉄道車両構体。
(もっと読む)
鋼板の溶接方法及びガウジング装置
【課題】 品質と強度に優れた長尺製品を安全かつ健康に支障なく、しかも効率良く得ることのできる鋼板の溶接方法及びガウジング装置の提供。
【解決手段】 第1溶接面から溶接処理を施す工程と、前記溶接処理後、第1溶接面の反対側の第2溶接面から機械加工により溶接欠陥部を除去するガウジング工程と、前記ガウジング後、第2溶接面から溶接処理を施す工程とを有する鋼板の溶接方法。;溶接処理を施した第1溶接面とは反対側の第2溶接面の板継部を鉛直方向に露出せしめた状態で保持する鋼板保持機構部と、前記第2溶接面から溶接欠陥部を除去する回転式カッター機構部とを備えているガウジング装置。
(もっと読む)
溶接用構造材料および溶接継手
【課題】溶接パラメータや設備を変更せずに、溶接部の疲労強度を向上させることができる溶接用構造材料および溶接継手の提供。
【解決手段】溶接用構造材料20の表層部22A,22Bに、表面に沿う方向(矢印C方向)の圧縮残留応力をもたせることによって、溶接用構造材料20からなる第1,第2板材31,32を隅肉溶接により接合する際に、溶接金属34と各表層部22Aとの各境界の近傍に位置する各表層部22Aの部分が、加熱されて圧縮残留応力を開放して膨張するようにし、これによって、溶接金属34の凝固収縮により溶接部33に生じる引張残留応力を低減するようにした。
(もっと読む)
裏当て支持装置およびアーク溶接装置
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
溶接装置
【課題】 一対の溶接トーチによる横板上面と縦板下端との間の両コーナー部分の隅肉溶接に際しての機能性を高めた溶接装置を提供する。
【解決手段】 この溶接装置は、横板(1)の上面と縦板(2)下端との間の左右両コーナー部分(3)(4)の隅肉溶接を連続的に行わせる連続溶接と、両コーナー部分(3)(4)の隅肉溶接を間欠的に行わせるタック溶接の双方を可能にしている。
(もっと読む)
橋脚の角継手構造及び角継手工法
【課題】 残留応力や熱変形等の抑制、溶接作業の省力化及び溶接材料の削減を図りながら高い耐震性能を確保可能な橋脚の角継手構造及び角継手工法を提供する。
【解決手段】 橋脚の角継手構造を構成する隣り合う厚板鋼板10a,10bのうち一方の厚板鋼板10aの端面20に開先22を形成し、該開先のルート部24にレーザー溶接を施工するとともに、拡開部26,28にアーク溶接を施工して溶接金属40を装填する。
(もっと読む)
建設機械用作業腕及びその製造方法
平面用薄板材(28,29)と角隅用厚板材(30)、厚板材(31)とを互い違いに突合わせ溶接することにより、板厚が部分的に異なる幅広板状体(27)を形成する。そして、この幅広板状体(27)を左,右の角隅用厚板材(30,30)の位置で曲げ加工し、横断面がU字形状をなすU字形部材(32)をプレス成形する。また、U字形部材(32)とは別体の板状部材(33)を、薄板材(34)の左,右両側に厚板材(35,35)を突合わせ溶接することにより形成する。そして、この板状部材(33)をU字形部材(32)の下側にレーザ溶接等の手段を用いて接合することにより、横断面が四角形状をなしアームの主要部となる角筒体を形成する。 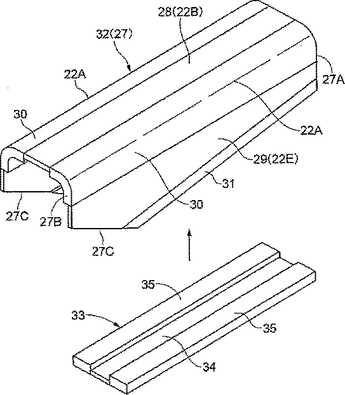 (もっと読む)
(もっと読む)
溶接裏波部のガスパージ装置
【課題】被溶接部材同士の溶接中、溶接部の裏側の溶接線に沿って適量のパージガスを的確にパージできるように図った溶接裏波部のガスパージ装置を提供する。
【解決手段】本発明に係る溶接裏波部のガスパージ装置は、被溶接部材10(10a,10b)の表側を溶接する溶接機11と、被溶接部材10(10a,10b)の溶接部の裏側をガスシールドするパージ部12と、このパージ部12を上記溶接部の裏側の溶接線15に沿って進退移動させるパージ部駆動装置19と、上記被溶接部材10(10a,10b)の溶接中、その裏側を映像するCCDカメラ40と、このCCDカメラ40の撮像を画像処理する画像処理装置41と、画像処理後の信号から溶接部の中心位置を求め、その溶接部の中心位置とパージ部12のガスノズル20の位置との間に偏差が出たとき、その溶接部の中心位置に上記パージ部12のガスノズル20を同期させる制御演算部27とを備えたものである。
(もっと読む)
溶接継手の疲労性能向上構造及び疲労性能向上方法
【課題】 本発明は、不溶着部を持つ溶接継手の止端部および不溶着部の応力集中を解放し、残留応力を制御する処理を施し、溶接継手の疲労性能を改善する方法を提供するものである。
【解決手段】 溶接継手1の端部において、端面から不溶着部5の端部に穴をあけ、応力集中を低減する。さらに当該穴にピンまたは鋼棒19などを打ち込むことによって応力低減を施す。また、当該端部において塑性変形を与え、溶接継手1表面の形状を平滑にして、端面および止端の応力集中を低減すると共に圧縮残留応力を与える。溶接の寸法を増加させるように増盛りを併用することによって効果はより大きくなる。塑性変形を与える手段として、超音波ピーニング処理装置を用いる。
(もっと読む)
自動すみ肉溶接方法
【課題】 終端部の角巻き溶接におけるビード形状にばらつきがなく、溶接品質が安定する自動すみ肉溶接方法を提供する。
【解決手段】 溶接始端12にストレートトーチ9a及び9bを移動させ、始端側をセンシングして溶接線を補正する(ステップS1)。始端側のセンシングが終了した後、アークを点火し、始端側角巻き溶接を行う(ステップS2)。始端側角巻き溶接に引き続いて本溶接を行う(ステップS3)。本溶接を終端13の手前で一端停止し、アークを切り、その位置を記憶する(ステップS4)。ストレートトーチ9a及び9bを終端13のまで移動し、トーチ先端部の溶接ワイヤにより終端部をセンシングして溶接線を補正する(ステップS5)。次いで、終端13でアークを再開して終端角巻き溶接を行い、本溶接時にアークを切った終端の手前の位置14、15まで本溶接を行い、ビードを先のビードの端部につなぐ(ステップS6)。
(もっと読む)
耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体
【課題】70mm以上の板厚の鋼板であっても、万一、溶接継手に脆性き裂が発生した場合に、溶接部にて脆性き裂の伝播を防止して船舶用溶接構造体の破断を防止できる船舶用溶接構造体の溶接方法および船舶用溶接構造体を提供する。
【解決手段】溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法であって、
前記船舶の垂直部材の溶接継手と水平部材の溶接継手が交差する領域の一部あるいは全部の領域、および/または前記船舶の突合せ溶接継手に対し、当該領域の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体。
(もっと読む)
121 - 140 / 146
[ Back to top ]