
Fターム[4E081CA10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | ガスシールドアーク溶接 (422) | マグ溶接(MAG) (152) | 炭酸ガスアーク溶接 (62)
Fターム[4E081CA10]に分類される特許
1 - 20 / 62
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
固定管の円周溶接方法及び消耗電極式ガスシールドアーク自動溶接装置

【課題】ビードの繋ぎ部に発生しがちな溶接欠陥をほぼ完全に無くす。
【解決手段】2台の溶接ヘッド11A、11Bにより3時の方向と9時の方向に振り分けて溶接を進め、6時の位置にてビードの繋ぎを行う下進振分溶接を行い、3時の位置側の先行溶接工程と9時の位置側の後続溶接工程とをこの順に所定の時間差をもって実行する。そして、先行側の溶接ヘッド11Aの先行トーチ9による溶接終端位置と後行トーチ10による溶接終端位置を同じ位置に設定し、かつ後続側の溶接ヘッド11Bの先行トーチ9による溶接終端位置と後行トーチ10による溶接終端位置を同じ位置に設定して、後行トーチ10の溶接終端部でクレーター処理を行い1周分の溶接を終了する。
(もっと読む)
鋼管杭の溶接方法
【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
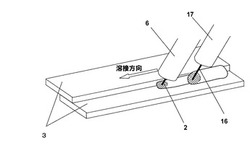
2電極左右差溶接方法
【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
スタブ管溶接ヘッド
【課題】スタブ管をヘッダ管に溶接することができ、かつ溶接ヘッドを溶接線に直交する方向に往復動するウィービング動作が可能であるスタブ管溶接ヘッドを提供する。
【解決手段】対象物に一端が固定されたスタブ管1の端部全周を溶接するためのスタブ管溶接ヘッド10であって、スタブ管の軸線が仮想軸線3上に位置する場合に、スタブ管を間隔を隔てて囲む第1開口22と第1開口と外部空間とを連通しスタブ管が通過可能な第1スロット24とを有するヘッド本体20と、ヘッド本体に仮想軸線3を中心に旋回駆動可能に取り付けられ、第1開口と整合してスタブ管を間隔を隔てて囲む第2開口32と第2開口と外部空間とを連通しスタブ管が通過可能な第2スロット34とを有する旋回部材30と、旋回部材に仮想軸線3に対して半径方向に揺動駆動可能に取り付けられた溶接トーチ40とを備える。
(もっと読む)
タンデムアーク溶接方法およびタンデムアーク溶接システム
【課題】例えば、先行電極は、小振幅のウィービング溶接を行い、後行電極は大きな振幅のウィービング溶接を行いたい場合があったとしても、従来のタンデムアーク溶接では、溶接トーチを一体のものとしてウィービングを行うのみであるので、先行電極と後行電極のウィービング振幅を変えてウィービングを行うことができない。
【解決手段】先行電極と後行電極の各々に対して個別に設定された振幅のウィービング軌跡を描くための、先行電極先端の予め決められた制御点と後行電極先端の予め決められた制御点とを結ぶ線に対して略垂直な回転軸を決定するステップと、前記回転軸を中心に溶接トーチが回転動作し、先行電極と後行電極が指定された振幅の往復動作を行うための回転角度を算出するステップと、前記回転軸を中心に前記回転角度で、前記溶接トーチを往復動作させる制御を行うステップを備える。
(もっと読む)
2ワイヤ溶接制御方法
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、フィラーワイヤの溶着量を増大させて溶接効率を向上させる。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
(もっと読む)
ガスシールドアーク溶接方法及び装置
【課題】狭い開先内でも、開先端部での溶け込みを確保した良好な溶接を無理なく行えるようにする。
【解決手段】溶接トーチ20を揺動させながらガスシールドアーク溶接を行うに際して、溶接トーチ20の溶接ワイヤ24送給方向に垂直な平面において、溶接トーチ20先端を、180度超360度未満の旋回角度で、溶接進行方向の前方点を基準に反転円弧揺動させると共に、溶接トーチ20先端の軌跡が、揺動の左右両端において前回の軌跡と重なるように、溶接速度に応じて、前記反転円弧揺動条件を設定する。
(もっと読む)
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
溶接用位置決め装置、溶接装置及び溶接方法
【課題】フランジ継手付き配管のサイズに関わらず、また溶接作業時において段取り替えすることなく、迅速にフランジと管とを溶接することが可能な溶接用位置決め装置、溶接装置及び溶接方法を提供することを目的とする。
【解決手段】溶接用位置決め装置2は、中心に円形の貫通穴が形成され管17の端部と溶接されるフランジ18を支持し、フランジ18を中心軸周りに回転させるテーブル8と、テーブル8に設けられ、テーブル8に対してフランジ18を固定する爪部10とを備え、テーブル8は、爪部10によって固定されたフランジ18の貫通穴に対応して形成された開口部11を有し、開口部11には、フランジ18の貫通穴内面と管17の端部とを溶接する溶接用トーチ7が挿入される。
(もっと読む)
隅肉溶接継手
【課題】板厚50mm以上の極厚鋼板の隅肉継手で疲労特性に優れた隅肉溶接継手を提供する。
【解決手段】板厚50mm以上の板厚方向の耐疲労特性に優れた厚鋼板の隅肉継手を、入熱30kJ/cm以下、3層6パス以下の積層で溶接し、前記厚鋼板は、少なくとも、鋼板の圧延面の両側または片側から板厚方向に2mmの位置から板厚の3/10位置までの範囲において、板面に平行な(110)面のX線強度比が2.0以上、板面に平行な(100)面のX線強度比が1.1以下の集合組織を有し、更に、板厚方向圧縮残留応力の平均値が、160MPa以上で、もしくは、鋼板の圧延面の両側または片側から板厚方向に4mmまでの範囲において、板厚方向と直角方向の圧縮残留応力が100MPa以上とする。
(もっと読む)
ガスシールドアーク溶接方法および溶接装置
【課題】先行電極と後行電極を用いて、大脚長の溶接ビードを良好かつ効率良く形成することができるガスシールドアーク溶接方法および溶接装置を提供することを課題とする。
【解決手段】先行電極11による第一溶融プール15と後行電極21による第二溶融プール25とを形成する溶接方法であって、両電極11,21の電極間距離を50〜150mmに設定し、第一溶融プール15にフィラーワイヤ31を挿入して溶接する。
また、溶接装置であって、先行電極11と後行電極21との間に配置されたフィラーワイヤ31を備え、先行電極11と後行電極21とは、先行電極による第一溶融プール15と後行電極21による第二溶融プール25とが離れるように電極間距離が設定され、フィラーワイヤ31は、第一溶融プール15に挿入されるように、先行電極11に対して所定の距離を空けて配置されている。
(もっと読む)
洋上高圧ガス配管構造
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
揺動駆動機構
【課題】 溶接トーチの広幅揺動を低負荷で円滑におこなう。
【解決手段】 溶接方向yに延びる振り子軸22;その先端部が固定された第1振り子幹23;揺動駆動軸19;振幅調節ねじ26;振幅調節ねじの回転により上下駆動されるスライドブロック28,29;垂直方向zに分布し第1振り子幹23のガイド溝23aに進入する複数の倣いローラ32,33を装備した回転アーム31;溶接方向yに延びる軸廻りに振り子回動する第2振り子幹34;機体に固定され揺動方向xに延びるレール15;該レールで支持され揺動方向xに移動可能なキャリッジ24;該キャリッジに固定され揺動方向xに延びる揺動アーム5;および、キャリッジに固定され第2振り子幹34の振り子ローラ36で振り子駆動される振り子25;を備える。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面は、略円錐台状の傾斜面である。
(もっと読む)
溶接装置
【課題】溶接トーチによる溶接金属の狙い位置を固定することができ、溶接欠陥が生じることを防止し、さらにノズルの冷却を行って溶接金属がノズルの内部に付着することを確実に防止することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板8を開先溶接する溶接装置において、前記開先9に沿ってスライド可能な裏当材3であって、前記開先9をまたいで前記2枚の被溶接板8と接する基板6と、該基板6の一端から前記開先9内に突出する突出部7とを有する、裏当材3と、前記基板6上方の前記開先9内に溶接金属を供給する溶接トーチ2とを備え、前記溶接トーチ2は、前記突出部7を通過するノズル5とを有する。
(もっと読む)
ガスシールド溶接用の溶接トーチ及びガスシールド溶接方法
【課題】ガスシールド溶接で使用する溶接トーチの構造に関し、開先幅の制約を受けないで、開先の深い材料や開先が取られていない材料を最適な条件でガスシールド溶接を行うことができる単純な円形断面のガスノズルを備えた溶接トーチを得る。
【解決手段】
トーチ本体に対してトーチ軸方向に相対移動可能なガスノズルを備えている。ガスノズルは、トーチ軸方向のガイド筒に摺動自在に嵌挿して設けるか、軸方向に伸縮可能な蛇腹構造などにより、ノズル口が進退自在である。このガスノズルは、NC制御によりストローク制御可能なサーボシリンダなどの進退駆動装置に連結されて、ノズル口が移動及び位置決めされる。狭くて深い開先の底の部分を溶接するときは、ガスノズルを後退させ、ノズル口から溶接ワイヤを長く突出させた状態で溶接を行う。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
鋼管矢板用ガスシールドアーク溶接装置
【課題】鋼管矢板の本管と連結継手とのガスシールドアーク溶接装置において、トーチ周りのスペースが狭くても健全な溶接部が得られると共に本管長手方向に変形が生じない鋼管矢板を高能率に溶接することができる鋼管矢板用ガスシールドアーク溶接装置を提供する。
【解決手段】鋼管矢板の本管と連結継手とを溶接するガスシールドアーク溶接装置であって、複数の走行台車のそれぞれに設置した1対の2電極溶接トーチを備え、先行電極の前方および後行電極の後方に、シールドガスの噴出し口が扁平形状のシールドガスノズルを有することを特徴とする鋼管矢板用ガスシールドアーク溶接装置。
(もっと読む)
1 - 20 / 62
[ Back to top ]