
Fターム[4E081FA13]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接製品(突合せ溶接) (372) | 特定物品 (255) | 産業機械部品 (64)
Fターム[4E081FA13]に分類される特許
21 - 40 / 64
作業機械のアタッチメント及びその溶接方法
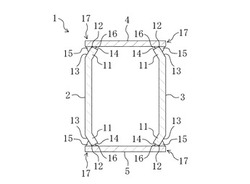
【課題】作業機械のアタッチメントを製造する際に、開先加工を行うことなく、十分な強度を持
った隅肉溶接を行う。
【解決手段】一対の縦板2,3における一対の平板4,5に対する各突き合わせ部11の少なくとも一部の角部12を開先を加工することなく直角を保ったまま縦板2,3の外面に対して内側に鋭角だけ折り曲げ、折り曲げられた各突き合わせ部11の角部12を平板4,5に当接させ、各突き合わせ部11と平板4,5の突き合わせ部11側の面との間に形成された外側隅角部13を、内側隅角部14に裏波ビード16が形成されるように溶接する。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物

【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
軸加工装置
【課題】 軸にオーガー等の部品を溶接取付けする際に軸とオーガー内周との密着の均一性を高めてバランス不良の修正時間を格段に削減できる加工方法と装置を提供する。
【解決方法】 軸加工装置1は平面視長方形の加工台2の一端(基端側)の上面に軸aの端面を押付ける構成の押し側ブロック3を設け、他端(先端側)の上面には軸aの端部を支持する受け側ブロック4を設けていて、押し側ブロック3には先端に軸aの端部に装着した軸端保護キャップ8の端面を押すための回転可能なヘッド5とアクチュエーター7を備えた加圧機構6を設け、受け側ブロック4は軸aを下から支持する構成とし、押し側から軸端を押した場合に軸aが水平方向に摺動可能になっている。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
補修可能燃料ノズル及び補修方法
パイロット組立体(808)を形成する段階と、補修穴(801)内に据え付ける段階と、一次アダプタ(820)がパイロット流路(102)及びパイロット組立体(808)と流れ連通しているように一次アダプタ(820)を補修穴(801)に挿入する段階と、一次アダプタ(820)を分配器(300)及び新しいパイロット組立体(808)に結合する段階とを含む、燃料ノズル(100)を補修する方法が開示される。燃料流を燃料分配器(300)の少なくとも1つの流路(102)から燃料スワーラ(603)を含むパイロット組立体(808)に配向するように構成されたアダプタ(820)を含む、補修可能燃料ノズル(100)が開示される。 (もっと読む)
溶接継ぎ手構造及びビーム
【課題】連結杆(桟等)の端部を被連結杆(支柱等)の長手方向側面に突き当てて両者をアーク溶接により連結する溶接継ぎ手構造において、連結部分の強度を飛躍的に高めることができるようにする。
【解決手段】連結杆4はパイプ素材によって形成されていると共にこの連結杆4の端部にはパイプ素材を径方向に潰すことによって形成した扁平形状の継ぎ手端部10が設けられており、この継ぎ手端部10まわりを一周させるようにしつつ被連結杆3との突き当て部分を隅肉溶接することで連結杆4と被連結杆3との連結部分にエンドレスのビード部19が形成されている。
(もっと読む)
缶体の製造方法、缶体の溶接継手構造および缶胴
【課題】溶加材を別途供給することなく、鏡板と缶胴とをTIG溶接で接合すること。
【解決手段】缶胴(20)と、該缶胴(20)の開口端を塞ぐ鏡板(10)とを備えている。鏡板(10)は、開口端が内側に傾く傾斜部(12)を有している。缶胴(20)は円筒状の本体部(21)を有し、該本体部(21)の開口端には溶加材として機能させるフランジ(22)が形成されている。本体部(21)の開口端を鏡板(10)の傾斜部(12)の外側面に当接させ、TIG溶接によってフランジ(22)を溶融し当接部に溶着させる。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
タンク溶接用バックシールド治具およびこのタンク溶接用バックシールド治具を用いたタンクの製造方法
【課題】少量の不活性ガスで、短時間に溶接部裏面側の酸化を防止し、且つ小径の取出部からタンク外へ取り出し可能なタンク溶接用バックシールド治具を得ることである。
【解決手段】メス型カプラが設けられた配管側バックシールド治具と、オス型カプラと屈曲型配管とノズルとが直列に接続された本体側バックシールド治具とが、メス型カプラとオス型カプラとで接続されたタンク溶接用バックシールド治具であって、ノズルが、直列に接続されたスリーブとフード固定リングとフード固定金具と整流体と、形状が頂点を除去した多角推であり、細い部分がフード固定金具とフード固定リングとで挟みこむことにより固定されたフードと、スリーブに一端が固定され、他端が外側に広がるとともにフードに接続された板ばねとを備えたものである。
(もっと読む)
蒸気タービンロータ及びその製造方法
【課題】本発明は、高圧側ロータと低圧側ロータの中間の特性を有する金属を高圧側ロータの端部に肉盛溶接することなく溶接部の強度を確保できると共に残留応力を低減できる蒸気タービンロータを提供することにある。
【解決手段】本発明は、溶接時における低圧側ロータ3の熱容量を高圧側ロータ2の熱容量よりも大きくした状態で、両者を溶接接合したのである。
これにより、溶接時に低圧側ロータ3が高温で焼鈍されることがなくなり、その結果、溶接部の強度確保と残留応力の低減を両立させるのである。
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 密閉型のドラム缶等を外方から円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制し、又、ビードの溶け落ちや穴あき等を防止する。
【解決手段】 一端が注入口aを有する蓋体Waにより閉塞された胴体Wbの他端に蓋体Wcを突き合せてその突合せ部を外方から円周溶接する際に用いる円周溶接用内治具装置であり、円周溶接用内治具装置は、胴体Wb内に着脱自在に装着される内張り治具11と、内張り治具11に支持され、胴体Wbと蓋体Wcの突合せ部の内周面に面接触状態で圧接して突合せ部の内周面側にシールドガスを流す環状の裏当て治具12と、先端が裏当て治具12に連結され、基端が注入口aから引き出された索条13とから成り、前記裏当て治具12を、溶接時に胴体Wbと蓋体Wcの突合せ部を内方から保持する環状に保持される環状形態と、溶接終了後に略直線状になって蓋体Waの注入口aから取り出される棒状形態とに亘って変形可能に構成する。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
継ぎ目の溶接された36Ni−Fe構造体とその使用法
本発明は、36%Ni−Fe合金スチールから作られた溶接された構造体、及び極低温を必要とする物質と関連した貯蔵タンク、パイプライン、及び他の装置に使用するための該溶接されたスチール構造体の製造法に関する。該溶接されたスチールは、溶接部及びベーススチールの両方において類似の熱膨張係数を有する。 (もっと読む)
ガスタービン翼およびその製造方法
【課題】溶接部を含みガスタービン翼において、溶接金属の粒界直線化を抑制して、疲労特性と耐クラック性の優れたガスタービン翼が得られるようにする。
【解決手段】γ’相析出強化型Ni基超合金基材の一部を溶接金属にて構成したガスタービン翼において、溶接金属を4.8〜5.3wt.%のTa,18〜23wt.%のCr,12〜17wt.%のCo,14〜18wt.%のW,0.03〜0.1wt.%のC,1〜2wt.%のMo,1wt.%以下のAlを含み、酸素量が0〜30ppm,Ti量が0〜0.1wt.%,Re量が0〜0.5wt.%であるNi基合金とする。翼基材をストリップ化工程、γ’相を再固溶させる溶体化処理工程、前記溶接金属を得ることができる溶接ワイヤにてTIG法により不活性ガスチャンバ内で溶接する工程、1100〜1150℃のHIP処理工程、835〜855℃の時効処理工程にて製造する。
(もっと読む)
耐高温腐食Ni基合金溶接構造体および熱交換器
【課題】高温腐食環境下で高い耐食性を発揮する高Si−耐高温腐食Ni基合金同士の溶接部およびその近傍の耐高温腐食性を高め、高温腐食環境下で長期間の使用可能な耐高温腐食Ni基合金溶接構造体を提供する。
【解決手段】Ni:45〜57wt%、Cr:23〜35wt%、Mo:1〜5wt%、Si:3〜6wt%、C:0.05〜0.5wt%を含有し、残部がFeおよび不可避的不純物から成る高Si−耐高温腐食Ni基合金によって形成された複数の要素部材同士が溶接接合されて成る耐高温腐食Ni基合金溶接構造体であって、前記溶接された溶接部は、その溶着金属が、一部は前記高Si−耐高温腐食Ni基合金より靭性の高い第一の溶着金属WM1であり、残りは前記高Si−耐高温腐食Ni基合金と同じ組成の第二の溶着金属WM2であり、高温腐食雰囲気に曝される面に前記第二溶着金属WM2が露呈していることを特徴とする。
(もっと読む)
発電機、特にタービン発電機に用いられるロータ
【課題】互いに溶接されたディスク状のロータエレメントから形成されていて、磁気的に有効な可能な限り大きな体積と同時に高い機械的な強度を有する、発電機に用いられるロータを提供する。
【解決手段】ギャップ37の外周で該ギャップが、溶接シーム17に隣接した拡幅された中空室38に移行しているようにした。
(もっと読む)
鉄道車両用構体及び枠部材取り付け方法
【課題】開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材10が取り付けられたものであって、枠部材10には、取り付け状態で車体外面に沿う方向に突き出した接合突起11が形成され、開口部側には車体外面に沿う方向に突起部分111が形成され、枠部材10の接合突起11と開口部側の突起部分111との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具1によって挟み込みながら摩擦攪拌接合するようにした鉄道車両用構体。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
ダブルスキンパネル及びその接合継手、並びに構造体
【課題】寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供する。
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
(もっと読む)
21 - 40 / 64
[ Back to top ]