
Fターム[4E081YX03]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 施工方法 (302) | すみ肉溶接 (71)
Fターム[4E081YX03]に分類される特許
41 - 60 / 71
薄鋼板の隅肉アーク溶接方法
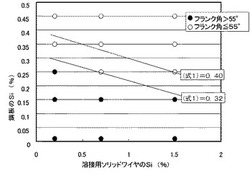
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法

【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
車軸ケース構造
【課題】 この発明は、突合せ溶接された車軸ケースの円筒部に嵌合するブレーキ取付け用の環状板部材を複数に分割して円筒部に隅肉溶接する車軸ケース構造に関する。
【解決手段】環状板部材4が、複数の分割片4A、4Bからなっており、該分割片は、車軸ケースの円筒部3との接触範囲が180度を超えない範囲に設定されて、円筒部3の外周に添わせてから隅肉溶接してブレーキフランジとなる。
環状板部材4に突合せ溶接部7の余盛を避ける切欠穴6を形成する場合には、切欠穴6と溶接部7の余盛との間の隙間が、円筒部3の径方向と比べて外周方向に長く形成することを特徴とする。
(もっと読む)
車体の屋根構造
【課題】断面が略Z形のスティフナの両端部を、上下方向の寸法が異なる2種類のルーフボウに結合することができる車体の屋根構造を提供する。
【解決手段】上下方向の寸法が異なるルーフボウ40,50間に、断面が略Z形のスティフナ35が配置されている。ルーフボウ40に取付けられたブラケット70Aは、スティフナ35の上フランジ60を支持する上壁部71と、スティフナ35の縦フランジ61に沿う縦壁部72と、スティフナ35の下フランジ62を支持する下壁部73とを有している。下壁部73は、底部73aと、底部73aよりも一段高い段差部73bとを含んでいる。底部73aは、上下方向の寸法W5が大きいルーフボウ50の下面壁50dに対応した高さに形成されている。段差部73bは、上下方向の寸法W2が小さいルーフボウ40の下面壁40dよりも高い位置に形成されている。ブラケット70Aの上壁部71と段差部73bとがルーフボウ40の上下方向の壁40bに溶接されている。
(もっと読む)
溶接継手構造、この溶接継手構造を備えた構造物及び鋼床版
【課題】繰り返し荷重に対して高い耐久性を有する溶接継手構造、構造物、及び鋼床版を提供することを目的とすること。
【解決手段】鋼材10と、一方側の面に開先部22が形成され前記鋼材10の加工面11に前記開先部22を含む端部23を接して配置される補鋼材21とを備え、前記鋼材10と前記補鋼材21とが前記開先部22に溶接金属Mを充填した接続部により接続した溶接継手構造Wであって、前記溶接金属Mによる脆化部は、前記接続部の亀裂進展部位Fの領域外に形成されることを特徴とする。
(もっと読む)
回転運動するよう設定された管体上での冷却案内ディスクの助力の溶接によるフィン付き管束の製造方法。
本発明は、金属製のフィン付き管束、特に熱交換器用管用のものの製造方法に関するものであり、少なくとも1つの連続したストリップを形成する複数のフィンが、回転運動をするよう設定された管体に正接に接触し、そして管体に巻かれており、管体に面する該ストリップの側は、溶接装置の手段及びフィラー材料を使用する事によって管の表面に接続されており、そして巻きつけられた該ストリップは、溶接領域の直ぐ後ろの案内ディスク間に案内され、当該ディスクは、管表面と溶接ポイントと近接している。該案内ディスクの耐用年数を増す為には、該案内ディスクは冷却され、特に冷却水を用い、約10容量パーセントの溶接剥離剤を加える事である。 (もっと読む)
ボックス柱の製造方法およびボックス柱
【課題】溶接によるスキンプレートの材質劣化を低減することができるボックス柱の製造方法およびボックス柱を提供する。
【解決手段】この実施の形態に係るボックス柱の製造方法においては、4枚のスキンプレート(鋼板)1を断面形状が方形の箱型に組み合わせて、隣接するスキンプレート1どうしを内側から隅肉溶接3を行うことにより、建築構造用のボックス柱(四面ボックス柱)2を製造する。前記隅肉溶接3の際に、スキンプレート1端部の開先加工は必要としない。このようにすることにより、溶接入熱を低減できるので、スキンプレート1への熱影響を低減でき、スキンプレート1の強度や靭性の低下を抑えることができる。
(もっと読む)
構造物内部溶接装置
【課題】 コンベヤプーリの鏡板とシェルを内側から隅肉溶接できるようにする。
【解決手段】 コンベヤプーリ1を軸心を上下にした姿勢で保持する溶接対象構造物保持部7の後側に、支持フレーム8を設ける。支持フレーム8の前側に、下端に溶接トーチ10を取り付けたロッド部材9を配置し、その上部と支持フレーム8との間に下方付勢用エアシリンダ11と前方付勢用エアシリンダ12とトーチ先移動用電動シリンダ13を備える。コンベヤプーリ1の上側の鏡板4aの手穴6よりロッド部材9を挿入し、下方付勢用と前方付勢用の各エアシリンダ11,12により手穴6を支点としてロッド部材9の下端側の溶接トーチ10を下側の鏡板4bとシェル5との間の隅肉溶接部16に向けた状態にて、トーチ先移動用電動シリンダ13によりロッド部材9の上部を動かすことで、手穴6を支点として溶接トーチ10による隅肉溶接部16の倣い溶接を行わせる。
(もっと読む)
中空パネルおよびその製造方法、パネル構造体
【課題】任意長さの中空パネルを容易に製作できる中空パネルおよびその製造方法を得る。
【解決手段】第1のパネルシート1と、この第1のパネルシート上に等間隔をおいて直線状に配列した複数個のL字形支持板21〜25と、このL字形支持板21〜25に沿って分割され、その分割部において突き合わせ接合された複数個の分割パネルシート31〜35で形成した第2のパネルシート3とで中空パネル101を構成した。
(もっと読む)
溶接構造体
【課題】50mmを超える厚板大入熱溶接部において、万が一脆性亀裂が進展しても構造的に全体崩壊に至らず、疲労強度上も十分な強度を有する作業性、経済性に優れる溶接構造体を提供する。
【解決手段】突合せ溶接された鋼板2と、前記突合せ溶接された溶接線2cとほぼ垂直に、かつ前記鋼板2面に対してほぼ垂直なT継手を形成して溶接されるスラブロンジ4とを備えた溶接構造体において、前記突合せ溶接線2cを跨ぐ様にスラブロンジ4にスカラップ4aが設けられると共に、このスラブロンジ4が、少なくとも、突合せ溶接された前記鋼板2の接合断面積と、この鋼板2の降伏比と、前記スラブロンジ4の降伏比とに基づいて決定される接合断面積を有する溶接構造体1。
(もっと読む)
疲労耐久性に優れた船舶および船舶の疲労耐久性向上方法
【課題】本発明は、特に、LNG船、ばら積み船、コンテナ船など、船殻の内部に大きな空洞、あるいは上部に大きな開口部を有する船舶において、疲労耐久性に優れた船舶およびその疲労耐久性の向上方法を提供する。
【解決手段】上部に大きな開口部を有する溶接構造の船殻を備えた船舶であって、該船殻を構成する鋼部材の溶接部うち、その溶接止端部の断面形状の曲率半径rmmと鋼部材の厚さtmmとの関係が、r≧t/4であることを要求される溶接止端部の少なくとも一部に、曲率半径Rが1.0〜10.0mm、鋼部材表面から厚さ方向の深さDが1.0mm以下である打撃痕を有するものである。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
隅肉溶接部の構造及び隅肉溶接方法
【課題】簡単な構成で即ち低コストで溶接止端部におけるフランク角が大きくなり、アクスルケースへのブレーキフランジの隅肉溶接に適用することで、ブレーキ時の制動トルクの保持と高い耐久性とを安価に両立できる隅肉溶接部の構造及び隅肉溶接方法を提供する。
【解決手段】第1の部材3に第2の部材4を隅肉溶接してなる隅肉溶接部の構造であって、第1の部材3及び第2の部材4の内の少なくとも一方の部材3の隅肉溶接する部分の一部又は全部に、溶接ルート部11に近付く程高くなるように形成された傾斜部10を溶接方向に沿って形成し、溶接ビード7の溶接止端部8が上記傾斜部10の途中に位置するように溶接してなるもの。
(もっと読む)
鉄道車両用構体及び枠部材取り付け方法
【課題】開口部の枠部材の重量を軽減させた鉄道車両用構体及び枠部材取り付け方法を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠を有し、側構体や妻構体に形成された出入口や窓の開口部に枠部材10が取り付けられたものであって、枠部材10には、取り付け状態で車体外面に沿う方向に突き出した接合突起11が形成され、開口部側には車体外面に沿う方向に突起部分111が形成され、枠部材10の接合突起11と開口部側の突起部分111との接合端面同士を突き合わせ、その接合端面同士を突き合わせた接合部分を、ボビンツール式の回転工具1によって挟み込みながら摩擦攪拌接合するようにした鉄道車両用構体。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
トルクコンバータのための継目ガス溶接及びトルクコンバータをガス溶接する方法
【課題】トルクコンバータにおける構成部材を溶接することに関連する、コスト、複雑さ及び汚染を減じる方法を提供する。
【解決手段】トルクコンバータ111における構成部材を溶接する方法において、トルクコンバータにおける第1及び第2の構成部材112,114の第1及び第2の縁部分116,118を重ね合わせ、第1の縁部分を前記第1の構成部材のための縁に向かってテーパさせ、溶加材なしに、縁部分にエネルギを提供し、第1及び第2の構成部材の間に溶接100を形成するように第1の縁部分を溶融させる。
(もっと読む)
車両構体
【課題】構体質量の増加を極力抑えながら、構体の曲げ剛性を向上することによって、鉄道車両の良好な乗心地性能を提供する。
【解決手段】屋根構体1、側構体2、台枠3、妻構体4から成る鉄道車両構体10の長手方向中央部の屋根構体1の車内側に強度板7を貼り付けする。強度板7の鉄道車両構体10の長手方向の貼り付け範囲は2つの枕梁6の間であり、屋根構体1の左右方向の貼付範囲は屋根構体1の左右方向の長さの半分程度である。強度板7の板厚は、屋根構体1の上下方向の高さが高くなるに従って厚くなっている。かかる構造においては、多大な変形が生じる鉄道車両構体10の長手方向中央部の屋根構体1の変形を抑えられるので、鉄道車両構体10の曲げ剛性を効率的に向上できる。すなわち、鉄道車両の上下方向の曲げ振動を抑制できるので、良好な乗心地性能を提供できる。
(もっと読む)
脆性亀裂伝播停止特性に優れる溶接構造体
【課題】船体構造に好適な、脆性亀裂伝播停止特性に優れる溶接構造体を提供する。
【解決手段】ウェブのフランジとの突合せ面に未溶着部が残存する隅肉溶接継手を備え、好ましくは、前記隅肉溶接継手の継手断面における未溶着部の幅と、ウェブの板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、前記フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が、X(%)≧{5900−Kca(N/mm3/2)}/85を満足する。更に好ましくは、前記隅肉溶接継手における未溶着部を、隅肉溶接継手断面において、ウェブの板厚と左右の隅肉溶接部の脚長の和の15〜90%の幅とする。ウェブに突合せ溶接継手部を有する場合は、突合せ溶接継手部の板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が上式を満たす。
(もっと読む)
軌条車両、その製作方法、及びそれに用いる中空形材
【課題】低屋根構体の屋根構体又は側構体への結合部における強度低下や騒音発生を防止し、かつ、低屋根構体の屋根構体又は側構体への取り付けを容易にすることができる軌条車両、その製作方法、及びそれに用いる中空形材を提供する。
【解決手段】側構体を構成する中空形材120と、低屋根構体20を構成する中空形材210との接合において、中空形材120の低屋根構体20との接合部となる個所よりも上方の最上部を切削して、中空形材120の上端部128に第1突出リブ124,第2突出リブ125を低屋根構体20に向けて残す。次に、低屋根構体20を側構体12の上方から下降させて、第1突出リブ124及び第2突出リブ125上に低屋根構体20の第1係止リブ214,第2係止リブ215を載置させて、突き合わせ部220,221を車外側から又は車内側から溶接する。騒音発生源となる溶接個所の段差の発生を防止でき、車体の製作を容易にできる。
(もっと読む)
溶接組立てBOX柱
【課題】耐震性を要求される建築構造物用柱部材として好適な内ダイヤフラム形式の溶接組立てBOX柱を提供する。
【解決手段】BOX柱1の外周面のうち梁が取り付けられる面または該面に対向する面の少なくとも一面は、ダイヤフラム3を挟むようにスキンプレートが分割21,22,23され、前記ダイヤフラムと前記スキンプレートは当接する個所が溶接され、分割されたスキンプレート間に挟まれるダイヤフラムの外辺31が、前記スキンプレートの外表面と同一高さで、ダイヤフラムの外辺に、BOX柱の角溶接用開先bが設けられ、スキンプレートが引張強さ540N/mm2以上の鋼板で、ダイヤフラムは前記スキンプレートと同等以上の引張強さで、ダイヤフラムとスキンプレートを入熱150kJ/cm以下で溶接する。
(もっと読む)
41 - 60 / 71
[ Back to top ]