
Fターム[4E087AA10]の内容
Fターム[4E087AA10]に分類される特許
21 - 40 / 515
車輪用転がり軸受装置の軸部材とその製造方法
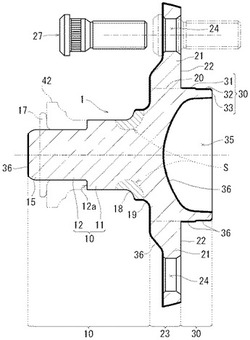
【課題】成形後の研削や研磨を必要とする個所が熱間鍛造より比較的少ない冷間鍛造にて車輪用転がり軸受装置の軸部材を一体に成形するとともに、より高硬度の構造用炭素鋼を用いて、成形後の焼入れ焼き戻し処理をするべき個所を削減することができる車輪用転がり軸受装置の軸部材とその製造方法を提供する。
【解決手段】車輪用転がり軸受装置の軸部材1は、軸部10とフランジ部21と嵌合軸部30とを有し、軸部とフランジ部の境界部近傍に形成した内輪軌道面18に隣接する位置に隣接外周面19が形成され、軸部はフランジ部に近い側の大径軸部11と遠い側の小径軸部12を有し、大径軸部と小径軸部の段差部には内輪突き当て面12aが形成され、熱処理工程(H)では、焼入れ焼き戻し処理が行われ、小径軸部12の外周面と内輪突き当て面12aと隣接外周面19に焼入れ焼き戻し処理を行うことなく、内輪軌道面18に焼入れ焼き戻し処理を行う。
(もっと読む)
フォーマーにおける線材端末処理装置

【課題】線材の端末の切断時、カッターとクイルの間に噛み込みが発生するのを防止する線材端末処理装置の提供。
【解決手段】フォーマーの線材端末処理装置であって、素材供給機構8の線材供給方向後方側に、供給される線材Aの端末を検出する端末探知センサー21と、線材供給方向に移動可能で任意の位置にて線材端末を切断排除するノコ切断機22を設けると共に、端末探知センサー21からの端末検出信号に基づいて残余の線材長さXを検知すると同時にこの線材長さXを切断する長さLにて割り、割った残りの数値aが線径Dの二分の一以下の場合は、フォーマー1と素材供給機構8を停止させると共に、ノコ切断機22を割り切れた最終の端末部分から切断する長さLの約二分の一の位置まで移動させて余った端末を切断排除するように制御するコンピューター23を設けた。
(もっと読む)
パーキングギヤ付きプーリシャフトの製造方法及び同製造装置
【課題】生産性を良好に保ちつつ金型費用を下げることができるパーキングギヤ付きプーリシャフトの製造技術を提供することを課題とする。
【解決手段】丸棒を切断することで棒状素材を造る(ST01)。この棒状素材を熱間鍛造機に掛け、パーキングギヤ部を含めてプーリシャフトを造形する(ST02:熱間鍛造工程)。得られた熱間鍛造品を回転位置決め機構まで運搬する(ST03)。熱間鍛造品を所定の方位に改める(ST04)。位置が決められた熱間鍛造品をローダで慎重に冷間鍛造機まで運搬する(ST05)。冷間鍛造機でパーキングギヤ部を仕上げる(ST06:冷間鍛造工程)。
【効果】鍛造工程は熱間鍛造工程と冷間鍛造工程だけで済む。機械加工は不要である。したがって、生産性を良好に保ちつつ金型費用を下げることができる。
(もっと読む)
フランジナットの製造方法
【課題】フランジ部の厚みを薄く設定できながらブランクの搬送が正確に行え、斜め抜きをなくし、かつ打ち抜きカスを減らし、ヒータの加熱費用を抑える。
【解決手段】まず高温度に加熱された中実の棒状ブランクXを圧造加工して、厚肉大径円板部aとテーパ段部bを介して厚肉小径円板部cとからなり、大径円板部aの中心部にテーパ凹部dとこれに連続する小径穴部eとが形成された第1ブランクX1を成形する。次に第1ブランクX1の穴部eの穴底を打ち抜き加工して、テーパ凹部の中心部に連通する小径連通孔が形成された第2ブランクX2を成形する。その後中心部に連通孔のほぼ倍の径となる内ねじ形成用の貫通孔をもつ六角柱状のナット本体を形成すると同時に、ナット本体の一端に薄肉大径のフランジ部12を、また他端に突出円筒部13を一体に連設してフランジナットを成形した。
(もっと読む)
シャープエッジの加工方法
【課題】 従来、インパクトプレスと、ネッキングプレスと、バルジングプレスとのプレス加工により、縮径の先端部分を形成するものではあるが、先端部分の外径を縮小させるだけものであり、更に、ハンドドリルを製造する際、金属丸棒材を用いてプレス加工により先端を形成するものであるが、シャープエッジは形成できないものである。
【解決手段】 20ミクロン以下のシャープエッジを形成するための1〜n個の成形型を形成した順送金型を用いて、ワークに第1のプレス加工を実施する第1のステップと、第1のステップの後に順送金型でワークに第2のプレス加工を実施する第2のステップと、第2のステップの後に順送金型でワークに第3のプレス加工を実施する第3のステップと、第3のステップの後に順送金型でワークに第nのプレス加工を実施する第nのステップと、を含むものである。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度および延性が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TNbCとなるように加熱する加熱処理工程と、前記被加工材を、1050℃以上として、熱間鍛造を行い、当該熱間鍛造により前記被加工材の真歪量を0.3以上とする熱間鍛造工程と、前記被加工材の高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、前記被加工材の低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
閉塞鍛造装置および閉塞鍛造方法
【課題】パンチ面の外側周囲を任意の形状に成形し得る閉塞鍛造装置を提供する。
【解決手段】閉塞鍛造装置では、下型ダイ24は、パンチ穴24aを中心に複数の横型ダイ51を放射状に位置決め可能に複数の横型ダイ51に対応する複数のホルダ凹部26、および、これらの複数のホルダ凹部26のうち周方向に隣接するホルダ凹部26の双方の一部を形成するとともにパンチ穴24aの外側周囲(切欠部24c、三角形状部24d、側壁部24e)の形状の一部を形成する仕切部28を有し、上型ダイは、下型ダイ24、インサートパンチ、ノックアウトパンチおよび複数の横型ダイ51によって閉塞空間を形成可能に下型ダイ24に対応して設けられる。これにより、閉塞空間内の素材をインサートパンチおよびノックアウトパンチで加圧すると、当該素材は、複数の横型ダイ51のキャビティ52に押し出されるとともにパンチ穴24aの外側周囲にも押し出される。
(もっと読む)
減速ギヤの製造方法
【課題】小型、安価で耐久性に優れた減速機構を提供すること。
【解決手段】例えば鉄製の母材30の外周30aの軸方向X1の中央部に、周方向に沿って延びる例えば亜鉛製の環状の薄板からなる当て板32を巻く〔図2(a)〕。母材30と当て板32とを一体鍛造することにより、歯溝33内に歯面34が形成された製造用中間体35を得る〔図2(b)〕。製造用中間体35では、当て板32が母材30に食い込んでいる。製造用中間体35を酸性溶液に浸漬することにより、当て板32のみを溶解する。歯面34の歯幅方向W1の中央部に凹部36が形成された減速ギヤ31を得る〔図2(c)〕。
(もっと読む)
ストライカーの製造方法
【課題】ストライカーを1個のブランクから冷間圧造やプレス成形で一体成形して、取付座部と係合部との連結強度をバラツキなく強固にする。
【解決手段】1個のブランクから冷間圧造で上面開口の箱状部C1と、これの下面中央部から下方に突出し、四角形状の予備係合部C2とでなる第1中間部材Cを形成する。箱状部C1の短寸側両側壁xを切除して、側面視凵字形の箱状部D1をもつ第2中間部材Dを形成する。箱状部D1の長寸側前後壁yを折り曲げ、水平状の取付座部E1をもつ第3中間部材Eを形成する。取付座部D1外周のトリミングと両端部への貫通孔aの打ち抜きを施して第4中間部材Fを形成する。予備係合部F2を打ち抜き加工して取付座部11に側面視四角枠状の係合部12が一体に連設されてなるストライカーSを形成した。
(もっと読む)
有底円筒状部材、有底薄肉延伸円筒状部材、底部円板状有底円筒状部材及び底部円板状有底薄肉延伸円筒状部材の製造方法、並びに、有底円筒状部材有底薄肉円筒状部材、底部円板状有底延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材
【課題】過大な加圧力を必要とすることなく容易に形状形成でき、金型寿命の向上を図ることができる有底円筒状部材、底部円板状有底延伸円筒状部材、有底薄肉延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材の製造方法並びに有底円筒状部材、底部円板状有底延伸円筒状部材、有底薄肉延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材を提供する。
【解決手段】本製造方法は、中実円柱状の素材1を鍛造加工することにより該素材の一端側の端部に向かって杯状に拡径された杯状拡径部2bを形成し、該杯状拡径部及び該杯状拡径部の小径側に一体に形成されている円柱状部2aを備える中間部材2を得る工程と、中間部材の杯状拡径部をしごき加工することにより杯状拡径部が円筒状に加工された円筒状部3bを形成し、該円筒状部及び該円筒状部の一端側に一体に形成されている円柱状部3aを備える有底円筒状部材を得る工程と、を含むことを特徴とする。
(もっと読む)
自動車用ドアヒンジの製造方法
【課題】鋼製の丸棒から熱間鍛造、パンチング等により、高い強度の自動車用ドアヒンジの製造を、安価な費用で行うことができるようにするものである。
【解決手段】鋼製の丸棒を熱間鍛造により取付部と、腕部と、水平断面が円形状の柱状部7aとを備えた鍛造品33aを成形するとともに、前記柱状部7aに軸心を貫通してヒンジ用ピンを挿入する軸孔6を特殊なダイス52aとパンチ51とを用いてパンチングで形成する際に、前記パンチ51が加工始端側から所定寸法までは形成される孔部が抜きカスとならずに前記柱状部7aが外方に膨出し、前記パンチ51が前記所定寸法から加工終端までは形成される孔部が抜きカスとなって排出される隙間を前記ダイス52aに形成して、前記軸孔6の高さを孔径の2倍以上に形成できるようにしたことにより十分な強度がありながら、製造費用の低減を図った自動車用ドアヒンジの製造方法である。
(もっと読む)
潤滑離型性表層形成用コーティング組成物および潤滑離型性表層の形成方法並びに金型
【課題】金型を構成する金属基体の作用面に、密着性が高く、耐熱性、耐圧性および耐久性に優れた潤滑離型性表層を形成することのできるコーティング組成物を提供する。
【解決手段】潤滑離型性表層形成用コーティング組成物は、(A)炭化水素系オイル70〜90質量%およびシリコーンオイル5〜15質量%よりなるベースと、(B)ビニル基含有ポリシロキサン2.0〜8.0質量%およびアルキルトリアルコキシシラン2.0〜8.0質量%よりなる表層形成成分と、(C)揺変性付与剤とを含有してなる。
(もっと読む)
大きな軸受け座を備えたねじ山付きスピンドルの製作方法
【課題】大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供する。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
(もっと読む)
ウォームホイール及びその製造方法並びに電動パワーステアリング装置
【課題】小型、安価で耐久性に優れたウォームホイールを提供すること。
【解決手段】鍛造成形品からなるウォームホイール31である。金属素材の荒鍛造によりはすば形状の歯面を形成した後、放射状に配列された複数の仕上げ鍛造用スライドコアを、これらスライドコアの側面が互いに密接するように縮径移動させて、歯部にウォームホイール歯面を仕上げる。各歯部32の歯先面34に対応して、鍛造時に隣接する仕上げ鍛造用スライドコアの歯先形成面の合わせ部分が位置されることにより、歯先面34に鍛造時のパーティングライン35の痕35aが形成される。
(もっと読む)
減速ギヤ及びその製造方法並びに電動パワーステアリング装置
【課題】成形が容易で耐久性に優れた減速ギヤおよびその製造方法を提供すること。
【解決手段】ウォームと噛み合わせるための減速ギヤ31であり、鍛造により成形されている。減速ギヤ31の各歯部32は、互いに対向する一対の歯面34,35を有している。歯面34,35は、基準の歯形形状として、はすば歯形形状をなす主体部36,38と、歯面34,35の一部(ウォームとの歯当たり領域に相当する)に形成されウォームホイール歯形形状をなす凹部37,39とを有している。鍛造金型の歯形成形部として、はすば歯形形状とウォームホイール歯形形状とを合算した形状を用いる。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材の高強度化させる部分について、TVC+50℃以上に加熱するとともに、被加工材の低強度化させる部分について、AC3点以上、TVC−50℃以下に加熱する加熱処理工程と、前記高強度化させる部分について、1050℃以上、加熱温度以下とし、かつ、前記低強度化させる部分について、AC3点以上として、熱間鍛造を行う熱間鍛造工程と、平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下となり、かつ、前記低強度化させる部分については、10℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
ダブルボールベアリング用内・外輪の鍛造方法
【課題】ダブルボール型ベアリング用の内・外輪用部品を、丸鋼材から熱間鍛造だけで一貫して製造でき、歩留りの向上と製造コストや材料費の低減、省エネを図る。
【解決手段】鋼材製の短円柱状の素材1を、熱間鍛造機械で加圧して、一側端面の外周寄りに環状のテーパー状部6と短円筒状延出部5を形成し、次に該素材1の前後を反転した状態で加圧して、外周寄りに環状のテーパー状部11と平坦部11と短円筒状延出部10とを形成し、続いて上記環状平坦部11とテーパー状部12との境界線kで打ち抜くと同時に中央部に丸孔13を形成し、残った短円筒状部分を外輪用部品Aにすると共に、打ち抜いた部分を内輪用部品Bの中間部品1bとして、次に丸孔13周部をダイス側へ曲げと圧造加工を行って、短円筒状部18と、外周に環状の鍔部16と内周に環状テーパー状部17を形成して、1個の鍔付き内輪用部品Bとする。
(もっと読む)
クランクシャフトの製造装置およびクランクシャフトの製造方法
【課題】簡単な構成で、クランクシャフトを容易に且つ確実に精度よく製造する。
【解決手段】予備成形された粗形材10のジャーナル部となる部分jを保持するジャーナル部保持型30と、ピン部となる部分pを保持するピン部保持型31と、ジャーナル部保持型30とピン部保持型31とを摺動可能に拘束するケース32と、粗形材10をその軸方向に加圧してウエブ部となる部分wをジャーナル部保持型30とピン部保持型31との間で潰して所定の厚さに所定のピッチで成形する軸方向加圧手段33とを備え、ジャーナル部保持型30とピン部保持型31の少なくとも一方は、ケース32の内周面に対して軸方向に移動可能に摺動する軸方向スライド41と、軸方向スライド41に保持されてケース32の径方向に移動可能に摺動する径方向スライド42とを備えている。
(もっと読む)
クランクシャフトの製造方法及びその製法によって製造されたクランクシャフト
【課題】ツイスト加工を必要とせず、ツイスト加工に伴う問題を解消するようにしたクランクシャフトの製造方法を提供すること。
【解決手段】直列3気筒エンジンに用いられるクランクシャフト1の製造方法において、1組のウエブ4、4、該ウエブ4、4間に挟まれて形成されたクランクピン5及び各ウエブ4、4のクランクピン5と対向する部位に形成されたカウンタウエイト6、6からなる3個のクランク部3の重心が、クランクシャフト1の軸2を中心として、120°回転対称の位置に存在し、かつ、成形金型のパーティングラインLを挟んで、ウエブ4、4及びカウンタウエイト6、6が抜け勾配を備えた形状に成形されるようにした成形金型を用いて鍛造成形する。
(もっと読む)
軸肥大加工用ホルダ、軸肥大加工装置及びこれを用いた軸肥大加工方法
【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端面に対しても加工することができる軸肥大加工用ホルダ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属棒材のワークピース2を軸線に沿って縮める方向に加圧し、前記軸線と交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用ホルダ1であって、前記ワークピース2が入り込む穴部5と、該穴部5の底面に形成されている突起部6とを備えた。
(もっと読む)
21 - 40 / 515
[ Back to top ]