
Fターム[4F034BA05]の内容
静電噴霧装置 (4,998) | 噴霧装置の全体的構造 (1,193) | 噴霧用ノズルを有するもの (428) | 放出口の断面が円、環状以外のもの (31) | スリツト状、偏平状 (20)
Fターム[4F034BA05]に分類される特許
1 - 20 / 20
静電型液体塗布方法及び静電型液体塗布装置
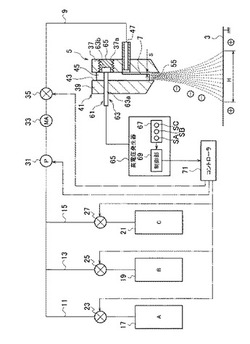
【課題】塗布液の導電率が異なっても、被塗布材への塗布状態を安定化させる。
【解決手段】ノズル5内に設けたシム45に被塗油体3とは逆極性の電圧を印加し、ノズル5のノズルブレード37とシム45と間の吐出流路群7に供給した液体を、シム45と同極性に帯電させつつノズル5の吐出口55から吐出して被塗油体3に付着させ塗油する。液体は、互いに導電率の異なるA,B,Cの3種を液体容器17,19,21に収容してあり、電磁弁23,25,27の切り替えにより、使用する液体がノズル5へ供給可能となる。使用する液体に対応する電圧は、高電圧発生器65の選択スイッチSA,SB,SCで選択し、これに対応して制御部69がコントローラ71を介して電磁弁23,25,27のいずれかを開放制御する。
(もっと読む)
静電型液体塗布装置及び静電型液体塗布方法

【課題】線状部材に、より均一化した状態で液体を塗布する。
【解決手段】ノズル3内の導電性部材に、接地しているワイヤ5とは逆極性の電圧を印加し、ノズル3内の潤滑油吐出流路に供給した塗布液である潤滑油1を、導電性部材と同極性に帯電させつつノズル3の吐出口3aから吐出してワイヤ5に付着させ塗布する。ワイヤ5を間に挟んでノズル3と反対側に、帯電した潤滑油1と逆極性の電荷を接地により付与している塗布液誘導板7を配置し、吐出された噴霧状の潤滑油1を誘導してワイヤ5に効率よく付着させる。
(もっと読む)
静電型液体塗布装置
【課題】装置全体の大型化を抑制して取り扱い性を向上させる。
【解決手段】ノズル1内に設けたシム27に被塗布材33とは逆極性の電圧を印加し、ノズル1のノズルブレード21,23の一方とシム27と間の液体吐出流路31に供給した塗布液を、シム27と同極性に帯電させつつノズル1の液体吐出口3から吐出して被塗布材33に付着させ塗布する。ノズル1の液体吐出口3側を除く周囲を、被塗布材33とは逆極性の電圧を印加したときに発生する静電界を遮蔽する樹脂製の静電界遮蔽カバー5を設けた。
(もっと読む)
粉体塗装装置
【課題】 コロナ電極4への粉体塗料の付着を防止しながら、リンスエアーによる被塗装物に対する粉体塗料の付着量の低下を防止し、かつ、被塗装物とコロナガンのガン先のノズルとの距離が近づいても、リンスエアーによって被塗装物に付着した粉体塗料を吹き飛ばしてしまうことがないようにすることを課題とする。
【解決手段】
コロナガンのガン先に、粉体塗料の吐出パターンを制御する吐出口2を備えた粉体塗装用ノズル1を装着し、上記吐出口2に、コロナ電極に向けてリンスエアーを噴出するエアー導出口6を設けた粉体塗装装置において、被塗装物と吐出口2との距離が近づいた際に、エアー導出口6からのリンスエアーの噴出を停止又は弱めるようにして、被塗装物に付着した粉体塗料の吹き飛ばしを防止しながら、コロナ電極4への粉体塗料の付着を防止した。
(もっと読む)
粉体塗装用ノズル
【課題】 スリット形状の吐出口2を有する粉体塗装用ノズル1のスリット両端付け根部分への微粉の付着を少なくし、スピットによる塗装不良の発生をなくすことを課題とする。
【解決手段】
スリット形状の吐出口2の両端付け根部分の外側面に凹溝6を設け、凹溝6による空気の吸い込み現象により、吐出口2の両端付け根部分への微粉の付着を少なくした。
(もっと読む)
鋼帯の静電塗油装置および静電塗油方法
【課題】めっき鋼帯の表面に所定量の塗油剤を塗油する静電塗油装置による帯電した細粒化油の噴霧状態が適正であることを常時自動的に判定する。
【解決手段】所定の速度で搬送されるめっき鋼帯2の表面に向かって帯電した細粒化油3を噴霧するためのノズル4と、高電圧を発生してノズル4に一定の電圧を印加する高電圧発生装置5を有する高電圧発生系6とを備える静電塗油装置11である。さらに、ノズル4から帯電した細粒化油3を噴霧する際に細粒化油3の噴霧状態に連動して変動する電流値が予め定めた、めっき鋼帯2の搬送速度に応じて変動して設定される所定の範囲内にあるか否かを測定する塗油時電流判定装置12を備える。
(もっと読む)
静電ノズル装置と、その電極構造
【課題】従来の噴霧ノズルは、ノズル本体に設けた傘状の凹み部と、凹み部の底に設けた円筒ノズルで構成し、薬剤又は水を噴霧する構造であり、上下45°の範囲で、かつ円錐状の噴霧形状を確保し、ハウスの農作物に対して散布する。円筒ノズルでは、中心部の薬剤が帯電しない状況が発生し、この農作物に対して隅々まで散布できない、効率的な散布ができないこと、等の弊害があった。
【解決手段】噴霧ノズルの電極構造は、モノレールの支持杆22に、傾斜可能とした噴霧ノズルに設けた支持筒体と、支持筒体に間隔を持って支持される電極部は、本体と、本体に開設した一文字形状の噴射口と、噴射口の長手方向の対峙面に設けた電極板と、電極板に電気を供給するコード用の端子部10を備えた。
(もっと読む)
液体を静電気的に噴霧する装置および方法、同装置を含む燃料噴射器、ならびに同装置の使用
本発明は、少なくとも静電気力を通して電気絶縁しているかもしれない液体を特にシート状に噴霧する装置および方法に関し、本装置は、この液体を微粒化するように、またはその中に拍動を発生させることにより、その振動を制御するように設計される。本発明は、特に、本装置を含む熱機関の燃焼チャンバ用の燃料噴射器に関する。前記噴霧装置(1)は、前記液体を該装置の外側へ噴霧するための少なくとも1つの開口(15)へ前記液体を供給するためのチャネル(14)を形成するノズルを備え、また、前記液体へ電荷を注入するように前記開口の近くに配設された第1および第2の電極(7および12)を備える。本発明によれば、前記開口の端部(15)は、前記チャネルの一方の側に、前記チャネル内に突き出し、前記液体に接触するように構成される前記第1の電極(7)の少なくとも1つの突出端部(7a)と、前記チャネルの他方の側に、前記第2の電極(12)が前記第1の電極に隣接して埋め込まれ、その結果、前記突出端部または各突出端部の静電場の強度が最大化される、電気絶縁ノズル本体(8)と、を備える。 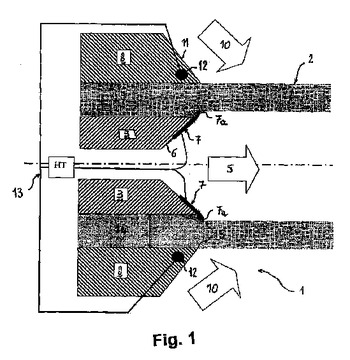 (もっと読む)
(もっと読む)
静電塗油装置
【課題】ワークの静電塗油時の塗油剤の消費量を抑制することのできる静電塗油装置を提供する。
【解決手段】被塗油部材としてのワークWを一方向に案内するガイド部材15と、上記ガイド部材15上の正電位の前記ワークWに塗油する塗油剤を負帯電させると共に霧油化して前記ワークWに静電吸着させるためのノズルブレード7U,7Lと、霧油化した前記塗油剤を分散するためのインダクトバー25と、を備え、前記ガイド部材15が前記ワークWを案内するガイド溝17は、上側が広くなるV字形状に形成してある。
(もっと読む)
固体潤滑剤被覆金属板の製造装置および製造方法
【課題】固体潤滑剤の凝固に起因した塗布ノズルの閉塞を一掃することができ、作業効率を向上できると共に、金属板へ塗布される固体潤滑剤の分布を均質にでき、固体潤滑剤被覆金属板の品質を向上することができる固体潤滑剤被覆金属板の製造装置および製造方法を提供する。
【解決手段】静電塗布法によって固体潤滑剤被覆金属板を製造する製造装置であって、電気絶縁物からなるヘッド5と、ヘッド5に形成され固体潤滑剤Lを噴出させる噴出流路6と、噴出流路6に連通して固体潤滑剤Lを供給する電気絶縁物からなる潤滑剤供給管7と、噴出流路6の固体潤滑剤Lに負の電荷を印加する電極8とを有する塗布ノズル2と、潤滑剤供給管7に連通して固体潤滑剤Lを供給する潤滑剤供給流路3と、塗布ノズル2と金属板10の間に塗布ノズル2と並行して設けられ、かつ、塗布ノズル2との間で放電による短絡が生じない位置に設けられる加熱ヒータ4とを備える。
(もっと読む)
静電霧化装置
【課題】搬送部の先端での不純物の析出付着を抑制して搬送部の微少空隙の目詰まりを回避し、搬送部の長寿命化を図って使い勝手を向上させた静電霧化装置を提供する。
【解決手段】水を溜める貯水部2と、貯水部2の水を貯水部2の外部の先端側に搬送する搬送部3と、搬送部3の先端側に配置した対向電極4と、搬送部3に内在した水に電圧を印加する印加電極5と、印加電極5に高電圧を印加する電圧印加部6とを有する。貯水部2に貯留された水が搬送部3の毛細管現象によって搬送部3の先端側に搬送され、この水が当該搬送部3の先端で霧化されるようにしたものである。空調機器に備えた熱交換器で生じた結露水を給水する給水手段9を貯水部2に設ける。
(もっと読む)
静電ノズル
【課題】作業者から見え難い箇所まで対象物に対して正確な散布を行なうことができるノズルを提供する。
【解決手段】静電ノズルAは、当該静電ノズルAの外形を構成し、作業者に直接携帯され得るボディ1と、ボディ1の一端すなわち先端に取り付けられ、液体を扇状に噴霧し得る扇形ノズル部2と、当該扇形ノズル部2から噴霧される液体に静電付与し得る静電付与部3とを具備することを特徴とする。このような構成とすることにより、対象物を視認しながらの噴霧を行ない易くして、噴霧箇所の確認と噴霧とをそれぞれ好適に行なえるとともに電荷を帯びた噴霧粒が対象物に付着し易くなるため、作業者がなんら意識することなく作業者から見え難い箇所まで対象物に対して正確な散布を行なうことができる。
(もっと読む)
粉体塗装用ノズル
【課題】静電粉体塗装ガン1のガン先に装着して、吐出する粉体塗料の吐出パターンを制御する粉体塗装用ノズルにおいて、中心付近とその周辺部の吐出量の差を少なくする。
【解決手段】粉体塗装用ノズルを、先端に吐出口4を有する外側ノズルキャップ3と、この外側ノズルキャップ3の内側に装着される先端に吐出口6を有する内側ノズルキャップ5とによって形成し、外側ノズルキャップ3の吐出口4と、内側ノズルキャップ5の吐出口6とを、空間をあけて重なるように配置した。
(もっと読む)
粉末状材料の静電層を塗工する装置並びに3次元物体を製造する装置及び方法
本発明は、塗工表面に粉末を塗工する装置に関する。該装置は、粉末容器35と、粉末容器と塗工表面との間に電圧を印加する電圧源32とを有する。粉末容器35は、少なくとも部分的には導電性材料によって構成され、電圧印加中に塗工表面に面する側で、開口35aを有し又は完全に開く。 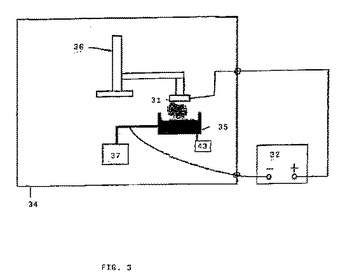 (もっと読む)
(もっと読む)
静電式ブレード型塗布ノズル
【課題】液体を静電気の作用下で被塗布体の表面に向けて瞬時に噴霧して均一に塗布する。
【解決手段】静電式ブレード型塗布ノズル1は、互いに対向する一対の第1,第2ノズルブレード19,21を備えた電気絶縁材料からなるノズルヘッドと、前記第1,第2ノズルブレード19,21に挟んで配置した導電材料からなるシム25と、このシム25の一方の表面と前記第1又は第2ノズルブレード19,21の表面との間に設けた1つ又は複数の吐出流路群7であって、被塗布体5に向けて液体を吐出すると共に前記液体の流れ方向に直交する断面積が1つ又は複数の吐出流路群7に前記液体を均等な圧力で送出する上で吐出流路群7の壁面と液体の粘性とから生じる抵抗力を最小限にすべく構成した1つ又は複数の吐出流路群7と、前記各吐出流路群7に連通する液体供給口33と、前記シム25に前記被塗布体5とは逆極性の電圧を印加する電極31と、を設けている。
(もっと読む)
静電型塗油装置
【課題】離型油や食品油などの油系液体を短時間で搬送される被塗油体の表面に向けて噴霧して効率よく塗油する。
【解決手段】静電型塗油装置1は、被塗油体3に向けて油系液体を吐出する吐出流路群7を備えた導電材料からなるシム25と、シムに被塗油体とは逆極性の電圧を印加する電極45と、を備えたノズル5と、吐出流路群に油系液体を供給すべく連通する液体供給口29と、が設けられている。さらに、制御装置51により、液体供給路に供給する油系液体の供給量が制御されると共に、電極45に予め吐出流路群から油系液体を噴射しない一定の初期電圧PVをかけた状態にしておいて、実際に吐出流路群から油系液体を被塗油体に向けて噴射するときは、さらに油系液体を噴射せしめる一定の噴射電圧をかけるべく制御される。その結果、初期電圧から噴射電圧へ上昇するまでの時間が大幅に短縮される。
(もっと読む)
プレス用液体塗布装置
【課題】プレス成形時に離型油などのプレス用塗布液体を短時間で搬送される板材の表面に向けて噴霧して瞬時に均等に塗布する。
【解決手段】プレス用液体塗布装置3は、板材5に向けて吐出すべきプレス用液体の吐出流路群9を備えたノズル7と、前記吐出流路群9に前記液体を供給すべく連通する液体供給路11と、この液体供給路11を開閉すべく介設した開閉バルブ15と、を備えると共に、前記開閉バルブ15を前記ノズル7の吐出流路群9とほぼ同じ高さレベルに配設して構成する。
(もっと読む)
金型の離型剤塗布装置
【課題】油系離型剤を適正な量で金型の成形面に均一に塗布する金型の離型剤塗布装置を提供する。
【解決手段】金型の離型剤塗布装置1は、少なくとも一対の金型3の成形面5の側を予め決められた間隔をあけて相対向して配置する。この間隔内に前記各金型3の成形面5に向けて油系離型剤を帯電せしめて吐出すべく高電圧を付与するノズル7を支持する支持部材11,13を配置する。この支持部材11,13を前記金型3の長手方向へ往復動自在であると共に前記ノズル7が各金型3の成形面5に向くように前記支持部材11,13を前記金型3の長手方向に対してほぼ垂直方向に旋回可能に設けている。
(もっと読む)
カリグラフィー用ペン形式の平面エレクトロスプレー・ソース及びその製造
本発明は、少なくとも1つの平坦かつ薄型の先端(3)を有する構造を持ち前記先端は当該構造の残りの部分(1)に対して片持ち梁となったエレクトロスプレー・ソースであって、先端(3)には、当該先端の全厚みを貫通して形成され、先端(3)の末端(6)で終結した、エレクトロスプレー・ソースの吐出オリフィスを形成する毛管スロット(5)に設けられ、エレクトロスプレー・ソースは、噴霧される液体を毛管スロット(5)に供給する手段(4)と、前記液体にエレクトロスプレー電圧を印加する手段とを備える。
本発明はさらに、エレクトロスプレー・ソースの製造方法に関する。 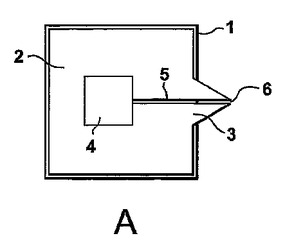 (もっと読む)
(もっと読む)
指向性ジェットを用いた静電除塵装置用粉末拡散ノズル
本発明は、アプリケータガンの端部に定置するよう設計された、静電除塵装置用粉末拡散ノズルに関する。本発明のノズル(2)は、ガン(3)の粉末導管(8)から延びる通路を画定する側壁(49)と、前記導管(8)をその端部で密封する基部(56)とを備える。これに加えて、側壁(49)には、基部(56)近くに、粉末導管(8)をノズル(2)外部につなぐためのポート(57)が提供されている。このポート(57)の軸(A1)は、粉末導管(8)の軸(A2)と一定の角度(A)をなす。さらに、少なくとも1つのデフレクタ(58)がノズル(56)の基部、または前記基部近くの側壁(49)に提供され、導管(8)からの粉末の噴流をポート(57)の軸(A1)に沿って偏向する。
(もっと読む)
1 - 20 / 20
[ Back to top ]