
Fターム[4F035BC06]の内容
噴霧制御装置 (2,732) | 放出装置の構造、付属装置 (259) | その他の構造、付属装置 (91) | 噴霧物質の供給装置 (60)
Fターム[4F035BC06]に分類される特許
21 - 40 / 60
塗装ロボットおよびその運転方法

本発明は、塗装ロボット1により案内されるアトマイザ7により、車両本体の外側に塗装される外面および車両本体の内部に塗装される内面を有する車両本体を塗装するための塗装ロボット1に関する。本発明によれば、この塗装ロボット1は、当該車両本体の外面を塗装するためおよび内面を塗装するために適する。本発明はさらに対応する運転方法にも関する。 (もっと読む)
船体外板の塗装装置

【課題】従来の船体外板の塗装装置では、塗装面に対して塗装スプレーの吹付け方向が傾くため飛散する塗装ミストが増加したり、高圧の塗料が噴射ノズルの揺動する支持軸の隙間から漏れるという問題がある。
【解決手段】そのために、本発明の船体外板の塗装装置は、操作棒と、操作棒の先端に取り付けられ先端が自在に旋回する旋回式ノズル連結部材と、旋回式ノズル連結部材に先端に取り付けられ固定の塗料通路を有する塗料噴射ノズルと、塗料噴射ノズルの固定の塗料通路に接続された塗料供給ホースとを備えた。これにより、塗料噴射ノズル内の塗料通路は固定の塗料通路であり、塗料噴射ノズル内部の塗料通路に回動部分及び高圧のシール部が無く、塗料供給ホースを塗料噴射ノズルに直結させており、塗料が漏れることが無く、ノズル旋回駆動装置を備えたことにより、塗料噴射ノズルを自在に旋回できる。
(もっと読む)
エレベーターホール内におけるアスベスト処理溶剤の無人吹付ロボット装置及び無人吹付方法
【課題】 エレベーターホール内に配置し、アスベストの除去作業と封じ込め作業におけるアスベスト処理溶剤の吹付作業を無人で行う、アスベスト処理溶剤の無人吹付ロボット装置と吹付方法の提供。
の提供。
【解決手段】 先端に吹付ノズル4を備え、吹付面に沿ってノズル4を動かす多軸関節ロボット3と、エレベータかご1の外周においてロボット3をエレベーターホール100の内壁面に沿って移動させる移動装置2をエレベーターホール100内に配置し、ノズル4にアスベスト処理溶剤を送り込む圧送ポンプ9と、エレベーターホールの内部構造と、溶剤の吹付け範囲をデータとして有する制御プログラムにより、ロボット3と移動装置2とポンプ9を動作させる制御機構(7,8,11,15)とを備えた吹付ロボット装置により、エレベーターホール内の溶剤吹付作業を無人で行わせる。
(もっと読む)
カートリッジ式塗装システム
【課題】 塗料を無駄なく使用する。
【解決手段】 本発明は、ピストンにより画成された作動液室と塗料室とを備えるカートリッジを有し、作動液室に作動液を供給してピストンを介して塗料室の塗料をカートリッジから押し出して被塗装物に塗装する塗装装置と、カートリッジの塗料室に塗料を充填する充填装置と、カートリッジの作動液室に作動液を供給することによりピストンを介して塗料室の塗料をカートリッジから排出する排出装置とを含む塗装システムであって、塗装中に作動液室に供給した作動液量から塗料の使用量を推定し、また前記塗装前に充填装置がカートリッジの塗料室に塗料を充填して作動液室から排出された作動液量と前記塗装後に排出装置がカートリッジの作動液室に作動液を供給した作動液量との差から塗料の使用量を推定し、2つの推定使用量の大きい方を、充填装置は、前記塗装と同一内容の塗装を実行するときに充填する。
(もっと読む)
塗装システムの塗料ハンドリング装置
【課題】 塗料の廃棄量を低減できるようにする。
【解決手段】 塗装ガン1に、電空レギュレータ2を備えた霧化用エア供給ライン3を接続する。電空レギュレータ4により制御される塗料圧送エア5の圧力によって塗料6a,6bが送り出される塗料タンク7a,7bを、塗装ガン1に塗料ライン8,8a,8bを介し接続する。電空レギュレータ2,4を制御する制御装置31を備える。霧化用エア9と、塗料6a,6bを塗装ガン1で混合しスプレーして塗装作業を行った後、制御装置31により電空レギュレータ2による霧化用エア9の供給圧力を高める一方、電空レギュレータ4による塗料圧送エア5の圧力をゼロにすることで、霧化用エア9を塗料6a,6bとの圧力差に基づいて塗装ガン1内の塗料流路へ流入させ、塗料ライン8,8a,8bを逆行させることで、塗料6a,6bを塗料タンク7a,7bへ押し戻して回収させる。
(もっと読む)
塗料充填装置
【課題】塗料充填装置で実行されるエア抜き工程で塗料供給経路外に排出される塗料の量を少なくすることを可能にする。
【解決手段】塗料充填装置10は、カートリッジ装着部12と塗料供給経路70とトリガバルブ72と塗料供給装置20と排出経路76と切替装置48と塗料センサ42とコントローラを備えている。塗料供給経路70は、カートリッジ装着部12に装着された塗料カートリッジ1と連通する。塗料供給装置20は、塗料を塗料供給経路70に送出する。トリガバルブ72は塗料供給経路70と塗料カートリッジ1の連通と遮断を切り替える。排出経路76は塗料供給経路70と連通している。塗料センサ42は、排出経路76内の塗料を検知する。コントローラ80は、塗料センサ42と切替装置48とに接続されている。そして、制御装置48は、塗料センサ42が塗料を検知すると切替装置48によって全閉状態とする。
(もっと読む)
ペインティング用の改良ロボット・システム及びペインティング方法
真空を発生する装置、及び絶縁ラインとキャニスタとの間の接続の上流に配置されたダンプ・ラインを含む、ペインティング・ロボット・システムにおいて、この真空を発生する装置、及びこのダンプ・ラインは、このペインティング・ロボット・システムを充填、及びクリーニングするために使用される。 (もっと読む)
塗料カートリッジ保持構造
【課題】塗料カートリッジ移載装置の構造が簡単になるとともに作業効率が向上し且つカートリッジの塗装装置への接続部を保護可能な塗料カートリッジ保持構造を提供する。
【解決手段】塗料カートリッジ12が着脱自在に装着される塗装ロボット11において、塗装ロボット11に塗料カートリッジ12を覆うカバー部材16を設け、このカバー部材16に、塗料カートリッジ12を交換する際に、塗装ロボット11のカートリッジ装着部15との結合が解かれた塗装カートリッジ12を保持するカバー側カートリッジ把持部64が設けられている。
(もっと読む)
塗装装置及び塗装方法
【課題】塗装機と把持機構とが一体となった塗装ロボットを具備し、塗料カートリッジ及び被塗板の交換装着及び塗装が自動で出来る塗装装置及び塗装方法を提供する。
【解決手段】塗料カートリッジを着脱可能な塗装機と、塗料カートリッジ及び被塗板を把持可能な把持機構とを備えた塗装ロボットと、被塗板を設置する塗装台とを具備する塗装装置であって、前記把持機構は、塗料カートリッジを把持し塗装機に装着し、取り外し可能なチャックと、被塗板及び/又は塗装後の塗板をその非塗装面を吸着/脱着して搬送可能な吸着パッドとを備え、前記塗装ロボットは、塗装条件及び把持機構を制御可能であることを特徴とする塗装装置。
(もっと読む)
塗装システム
【課題】汎用性並びに塗装精度や塗装能率に優れた塗装システムを提供する。
【解決手段】塗装作業用の可動支持アーム1aに取り付けた塗装機2に塗料タンク9Aを装備し、この塗料タンク内部を塗料噴出口2aに連通する塗料室12aと作動液路11aを通じて作動液シリンダ17aに連通する作動液室13aとに区画する塗料ピストン14aを設け、塗料ピストン操作手段として、モータ19aによる作動液ピストン16aの往動により作動液シリンダ17a内の作動液Lを密閉路状態の作動液路11aを通じて作動液室13aの側へ加圧送給することで、作動液圧力により塗料ピストン14aを往動させる塗料吐出モードと、作動液室13aからの作動液路11aを通じた作動液シリンダ17aの側への作動液戻り、及び、その作動液戻りによる作動液ピストン16aの復動を許した状態で、塗料室12aへの塗料Twの加圧供給に伴い塗料圧力により塗料ピストン14aを復動させる塗料充填モードとに切換可能な作動液供給装置10Aを設ける。
(もっと読む)
塗装システム
【課題】塗装品生産能率を効果的に向上させる。
【解決手段】可動支持アーム1aに取り付けた塗装機2に第1及び第2塗料タンク9A,9Bを装備するとともに、可動支持アーム1aの動作により塗装機2を接合及び離脱させる接合ステーション4を設ける塗装システムにおいて、塗装機2を接合ステーション4に接合させた状態で実施する第1塗料タンク9Aに対する充填工程と第2塗料タンク9Bに対する塗装後洗浄工程とを併行させ、同様に、第2塗料タンク9Bに対する充填工程と第1塗料タンク9Aに対する塗装後洗浄工程とを併行させる形態で、それら第1塗料タンク9A及び第2塗料タンク9Bの夫々に対する充填工程、塗装工程、塗装後洗浄工程をその順に繰り返して実施する制御器3を設ける。
(もっと読む)
ミスト噴霧装置
【課題】ミスト運転開始時に加熱殺菌を自動的に行なうと共に、残水の排水操作が不要な排水レス仕様とすること。
【解決手段】浴室13内にミストサウナ用の水を噴霧するミストノズル10を備えると共に、ミスト運転開始時にミスト用熱交換器11からの温水戻り温度を監視し、この監視結果に基づき、温水戻り温度が所定温度以上であることを所定時間以上継続したことを判定した後にミスト噴霧を開始するように温水戻り温度監視制御を実行する温水戻り温度監視部を備えたミスト噴霧装置3である。
(もっと読む)
フラックス塗布装置
【課題】フラックス塗布対象物の単位面積当りに希望するフラックス量を正確に塗布できるフラックス塗布装置を提供する。
【解決手段】入力手段21は、基板Wの単位面積当りに必要なフラックス量、基板Wの搬送速度、および基板Wの幅方向の大きさの、各条件データを入力する。これらの各データから、ノズル17が必要とするフラックス流量を演算してポンプ25を制御する。基板Wの幅方向の大きさは、幅測定部23により自動的に測定して入力する。幅測定部23は、一方のセンサ31によるノズル検知でパルス数の計数を開始し、他方のセンサ32によるノズル検知でパルス数の計数を終了し、演算制御部24にて、予め入力されているノズル往復動用モータ18の1パルス作動時のノズル移動距離に、計数されたパルス数を乗ずることにより、センサ31,32間の距離を計測でき、基板Wの幅方向の大きさを正確に自動測定できる。
(もっと読む)
塗料供給装置及び塗料供給方法
【課題】顔料の沈殿防止のために塗料を循環させておく塗料供給装置において、塗装機へ塗料を供給している間に顔料の沈殿を生じさせることなく、塗料の循環流量を少なくする。
【解決手段】塗装機Bへ塗料を供給しないときは、ポンプ15の圧送量(即ち、塗料の循環流量)を、顔料の沈殿に必要な最少量に設定する。塗装機Bに塗料を供給する際には、制御手段20の制御動作により、ポンプ15の圧送量を増大させ、塗料の供給に要する時間の短縮化を図る。これにより、復路12において塗料の流量が低下したり塗料の流れが停止したりしても、その継続時間が短くなるので、顔料が沈殿する虞はない。
(もっと読む)
塗装システム
【課題】
充填時に塗料バッグ内の塗料を完全に排出せずに、塗料バッグへの塗料の充填/圧出を繰り返しても、充填量と使用量の誤差分が累積されてその塗料バッグが破裂したり、塗装中に塗料切れを起こさないようにする。
【解決手段】
充填位置に位置決めされた塗料タンク(T)の外部から塗料充填に伴って変化する塗料バッグ(B)の形状変化を非接触測定する形状認識センサ(S)を設け、予め設定された充填量の塗料が塗料バッグ(B)へ充填されたと判断されたときに塗料の供給を停止するようにした。
(もっと読む)
塗装装置および塗装装置の作動方法
本発明は、塗装要素と内蔵型色替バルブ部3によって塗装材料を塗るための噴霧器1と、異なる色の塗装材料を選択するためのいくつかの色導入口4〜7を有する前記バルブ部からなる、特に自動車の車体を塗装するための塗装装置に関する。内蔵型色替バルブ部3は、選択された塗装材料を塗装要素2に供給するために、噴霧器1と一体化され、その吐出口側で塗装要素2に接続される。本発明は、異なる色の塗装材料を選択するためのいくつかの色導入口を備える外装型色替バルブ部14も含んでおり、前記外装型色替部14は、選択した塗装剤を塗装要素2に供給するために、噴霧器1と別体化された構造を有し、その吐出口側で塗装要素2に接続される。本発明は、その作動方法にも関する。 (もっと読む)
自動塗装装置及びその方法
【課題】簡易な構成で、塗料を充填する対象となるカートリッジのみを精度よく押圧して、充填作業中の塗料の漏出等を防止した自動塗装装置及びその方法を提供することを目的とする。
【解決手段】カートリッジ交換装置6は、塗装装置4と塗料充填装置5との間を移動可能に設けられた支持部66と、支持部66に取り付けられ、カートリッジ3を把持可能な一対の把持アーム67・68とを具備してなり、一方の把持アーム67が、ばね部材70を介して、塗料充填装置5にて空のカートリッジ3に塗料が充填する際に、カートリッジ3を塗料の充填方向に押圧可能に取り付けられるとともに、他方の把持アーム68が、支持ロッド71を介して、一方の把持アーム67によってカートリッジ3が押圧される際に、一方の把持アーム67によるカートリッジ3の押圧を妨げない方向に支持部66に対して変位可能に取り付けられる。
(もっと読む)
防食剤、VOC適合上塗り剤、金属加工品の塗付方法、金属加工品、コーティング剤の製造方法、及び防食剤を塗付する塗付システム
本発明は、亜鉛末と、無機結合剤およびVOC非含有またはVOC適合溶媒を含有する第2成分とを有する防食剤に関する。金属加工品を、信頼性をもって、エネルギーを節約して、一定の品質で被膜することができるように、結合剤は、二酸化ケイ素とアルカリケイ酸塩を、少なくとも4:1のモル比で有する。本発明は、また、防食剤の固体成分と液体成分との混合および計量装置にも関する。この装置は、本防食剤の各成分の量を測定する手段と、溶液タンクと、混合装置とを有する。加工品に防食剤を塗付する塗付システムは、溶液タンクと、搬送手段と、溶液タンクに連結されている少なくとも1つの減圧器と、溶液タンクに連結されている少なくとも1つの噴射装置とを有する。 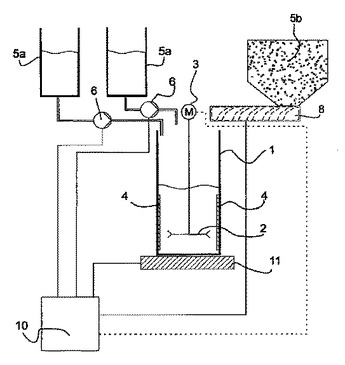 (もっと読む)
(もっと読む)
塗料供給装置
【課題】 塗装配管等をピグ洗浄した際も剥がし取った堆積物によって塗料通路の詰まり等が生じにくくなるようにし、また、循環配管のほぼ全域を効率良く、しかも確実に洗浄できるようにする。
【解決手段】 塗料タンク2から延出して塗料タンク2に戻る閉ループ状の塗料循環配管3の途中にカラーチェンジバルブ4が接続され、このカラーチェンジバルブ4に塗装ガン5が接続されるような塗料供給装置1において、塗料循環配管7の上流側のうち、ピグ27を直線的に投入でき、しかも塗料圧送用ポンプ6に一番近い位置にピグ投入バルブ25を設け、循環配管7の下流側のうち、ピグ27を直線的に排出でき、しかも塗料タンク2の一番近い位置にピグ排出バルブ26を設ける。また、カラーチェンジバルブ4の上流側の第1開口部10kを、循環配管3の一部として構成される貫通孔hの内壁に近い位置に設け、内壁と第1開口部10kとの間にスペースが生じないようにする。
(もっと読む)
塗装システム
【課題】押し出し液を使用することなく、塗装機における塗料の吐出量を的確に制御することができる塗装システムを提供すること。
【解決手段】塗装システムにおいて、静電塗装機2は、塗料バッグ16をチャンバ15内に収納した塗料カプセル14が着脱可能である。静電塗装機2は、その塗料カプセル14の装着時には塗料バッグ16から供給される塗料を吐出して塗装を行う。エアポンプ5は、塗料バッグ16の外表面にエア圧力を作用させるために、エア配管30を介してチャンバ15内にエアを供給する。圧力センサ31は、チャンバ15内にて作用するエア圧力を検出する。コントロールバルブ32,33は、エア配管30の途中に設けられている。制御装置6は、圧力センサ31の検出結果に応じてコントロールバルブ32,33を駆動し、チャンバ15内に供給するエア圧力を調整することで塗料の吐出量を制御する。
(もっと読む)
21 - 40 / 60
[ Back to top ]