
Fターム[4F042DF18]の内容
塗布装置−一般、その他 (33,298) | 被塗物の保持、搬送、操作 (2,136) | 搬送 (1,000) | コンベア (272) | チェーンコンベア (17)
Fターム[4F042DF18]に分類される特許
1 - 17 / 17
ドーナツ型(リング型)物品用インクジェット印刷装置

【課題】印刷面が平坦でなく、インクの浸透が悪い印刷物品に対して、フルカラーのインクジェット印刷装置により高品質の印刷を迅速に、且つ、効率良く行う。
【解決手段】装置1は搬入部2、反転部3、印刷部4、搬出部5の順に設置され、各部には搬送チェーンCVが夫々設置され、その境界部ではオーバーラップする。搬入部2に搬入されたタイヤTは、ここでセンタリングし、反転部3を通過し、印刷部4で表面の印刷後、反転部3に逆搬送して反転して裏面を上向きとする。印刷部4に搬送し、裏面の印刷の後、搬出部5から搬出する。印刷部4では印刷面を平坦にしつつ、タイヤTを回転して所定位置からインクジェットヘッド(5個)により所定の印刷(複数回)を行う。
(もっと読む)
搬送装置

【課題】搬送物支持手段の構造を簡素化し、搬送路全体の設備を簡素化するとともに、搬送路の傾斜部分においても被搬送物を傾斜させずに搬送して搬送効率を上げ、設置や調整の作業が容易で設置スペースの小さい搬送装置を提供すること。
【解決手段】チェーンローラ104がチェーンガイドレール105に沿って走行する搬送チェーンの上方に設けられて被搬送物Wを保持する搬送物支持手段を有する搬送装置100であって、搬送チェーンが縦リンク141と横リンク142のそれぞれの両端を自由屈曲可能に連結するユニバーサルジョイント143を有し、縦リンク141が両端のユニバーサルジョイント143の水平軸145の延長部に走行ローラ104を備えた支持リンク144を含むこと。
(もっと読む)
塗装システム及びそれを用いた塗装方法
【課題】塗装後の乾燥を誘導加熱により行う塗装システムにおいて、誘導加熱による加熱乾燥の処理を中断することなく連続加熱を可能にすること。
【解決手段】コンベア3によりワークを搬送する搬送ライン2と、搬送ライン2の途上に配設された塗装ブース7と、塗装ブース7内に配設された塗料噴射手段10と、塗装ブース7の前方側に配置した加熱室12と、塗装済みワークを塗装可能範囲から外へ搬送して未塗装のワークを塗装可能範囲内へ搬送する第1モーター15と、加熱済みワークを加熱室12から外へ搬送して未加熱のワークを加熱室12へ搬送する第2モーターと、第1モーター15の前方側に配置した加熱待ちエリア17と、第2モーター16の前方側に配置した搬送待ちエリア20を具備し、ワークの塗装中は塗装ブース内ではコンベアを駆動せず、塗装済ワークの加熱中は加熱室12内ではコンベアを駆動しないことを特徴とする。
(もっと読む)
塗装用ハンガーの再生用熱処理装置
【課題】 粉体塗装用塗料等の各種塗料が付着したハンガーの再生処理を能率よく行うことができ、しかも処理作業の安全性を十分に確保できる塗装用ハンガーの再生用熱処理装置の提供。
【解決手段】 塗装用塗料が付着したハンガーを筒形炉内に吊り下げた状態で加熱し塗装用塗料を気化させる熱処理装置であって、筒形炉の内部に、外周面に多数の燃焼用空気の噴射孔を有する通風管が垂設され、炉体内壁に沿うように吊架した多数の金属製の棒状フックを介して吊り下げたハンガー群を、前記筒形炉内に供給される燃焼用空気と燃料により加熱する構成となしたことを特徴とする。
(もっと読む)
車両用ホイールの塗装システム及びそれを用いた車両用ホイールの塗装方法
【課題】複数コートを必要とするワークの塗装に際して、塗装ラインを小型化可能であるとともに、塗装時間の短縮を図ることを可能とする。
【解決手段】塗装領域4a又はセッティング領域4bに成り得る作業領域4を有した塗装テーブル3と複数の塗料噴射手段5を具備した塗装エリア2と、塗装後のワークを誘導加熱で乾燥する複数の乾燥エリア18、19と、ワークを移動する移動手段28と、を具備し、未塗装のワークを塗装テーブル3に移動して一次塗装し、一次塗装後のワークを乾燥エリア18で一次乾燥し、一次乾燥後のワークを塗装テーブル3に移動して二次塗装し、二次塗装後のワークを乾燥エリア19で二次乾燥し、以後、ワークの塗装と乾燥を、必要数の塗装及び乾燥が終了するまで繰り返し、必要数の塗装及び乾燥が終了したワークをラインより取り外すことを可能にしたことを特徴とする。
(もっと読む)
浸漬処理設備
対象物(204)を浸漬処理する設備(200)は、公知の移送システム(206)で作動する。対象物(204)が、移動経路に隣接する硬い構造物と衝突することを回避するために、保持フレーム(212)に固定された対象物(204)の移動の各可能な自由度のために、絶対値を測定する位置トランスデューサ(274、274’、275、275’、276)が設けられている。メモリに、対象物(204)の移動経路に沿った硬い構造物の推移を再現する第1の境界面又は境界線(270)の推移が記憶されている。さらに、第1の境界面又は境界線(270)に対してある距離を置いて延びる、第2の境界面又は境界線(271)の推移が記憶されている。そして、保持フレーム(212)に固定された対象物(204)の推移を表す輪郭(273)の推移も記憶されている。制御装置(232)が、位置トランスデューサ(274、275、276)から供給される信号と、他の記憶されているデータから、保持フレーム(212)に固定された対象物(204)を表す輪郭(273)が、第2の境界面又は境界線(271)を横切ったか否かを計算し、横切った場合には、対象物(204)のそれ以上の移動を即座に禁止する。 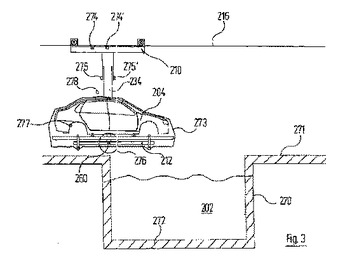 (もっと読む)
(もっと読む)
マスク部材貼付装置および塗布システム
【課題】流動性材料が塗布される基板上の非塗布領域に流動性材料の付着を防止するマスク部材を粘着剤層を介して貼付するマスク部材貼付装置において、マスク部材の貼付時に粘着剤層が押し潰されて塗布領域にはみ出てしまうことを防止する。
【解決手段】マスク部材貼付装置では、マスク部材12が基板9の非塗布領域92に向けて押圧されることにより、マスク部材12が、非塗布領域92上に形成された粘着剤層11を介して基板9上に貼付される。粘着剤層11は、粘着材料111および粒状のスペーサ112を含んでいるため、マスク部材12の基板9の主面90からの高さはスペーサ112の直径におよそ等しくされる。また、マスク部材12の貼付時に粘着剤層11が押し潰されて塗布領域91へとはみ出してしまうことを防止することができる。その結果、基板9の塗布領域91に有機EL液を高精度に塗布することができる。
(もっと読む)
塗装乾燥装置
【課題】 広い設置スペースを必要とせず、生産性に優れる塗装乾燥装置を提供する。
【解決手段】 製品Pを上昇移動させながら連続的に予熱し乾燥させるべく、垂直方向に配置した予熱乾燥炉10と、予熱を終えた製品Pを予熱乾燥炉10から塗装のために引出す引出し機構20と、引出し機構20によって引き出された製品Pを塗装する塗装ロボット30と、予熱乾燥装置10に隣接して垂直方向に配置され、製品Pを下降移動させながら冷却する冷却炉40を設けて構成する。
(もっと読む)
UV乾燥装置及びUV乾燥方法
【課題】少ない本数のUVランプを有効に活用して、ワーク表面のUV塗料を効果的にムラなく乾燥、硬化することができるUV乾燥装置及びUV乾燥方法を提供する。
【解決手段】本発明のUV乾燥装置1は、入口と出口にシャッター板57、59を備え、シャッター板57、59を閉塞することで外部と遮蔽されるUV乾燥室31と、UV乾燥室31内に搬入されたワークWに対して上方から紫外線を照射する上部UVランプ33と、UV乾燥室31内に搬入されたワークWに対して側方から紫外線を照射する側部UVランプ35と、ワークWを保持した状態でUV乾燥室31に搬入及び搬出される治具ワゴン17と、治具ワゴン17の一部に係合することによって治具ワゴン17と治具ワゴン17によって保持されたワークWを所定の回転数、回転させる回転駆動装置39と、を具備することによって構成されている。
(もっと読む)
紫外線ミラーコート装置
【課題】
紫外線ミラーコート装置を搬送中に印刷紙が位置ずれを起こさず、かつ、ミラーコート後の印刷紙をフィルムから容易に剥がせる紫外線ミラーコート装置を提供する。
【解決手段】
紫外線硬化樹脂塗料がコーティングされた印刷紙が搬送コンベア7に取り付けられた咥え棒11の咥え爪12に先端を掴まれ上面にフィルム1が重ね合わされた状態で紫外線ミラーコート装置を搬送される。印刷紙上面の紫外線硬化樹脂塗料は紫外線照射装置4から紫外線の照射を受けて硬化し印刷面に対して艶出し又は艶出しと絵柄の転写が行われる。印刷紙は、紫外線ミラーコート装置を通過する間中、咥え棒11の咥え爪12によって咥えられて搬送され位置ずれを起こさない。フィルム1と搬送コンベア7とが離れるとき、咥え爪12によって掴まれた印刷紙は搬送コンベア7と共に移動を続け、密着していたフィルム1から確実に剥がされる。
(もっと読む)
塗装ライン用チェーンコンベア装置
【課題】コンベアカバー外に設置したテークアップ装置によりコンベアカバー内の一連の駆動チェーンに張力を付与する。
【解決手段】塗装工程P1,P2と常温乾燥工程Dとを直列配置した直線状の塗装ラインPLにおいて、塗装ラインPLの下流側に駆動装置4を設け、塗装工程P1,P2の台車間隔よりも常温乾燥工程Dの台車間隔を狭めるとともに、塗装工程P1,P2の従動スプロケット及び常温乾燥工程Dの従動スプロケット間を伝達機構14,15を介して連結することにより塗装工程P1,P2における台車搬送速度よりも常温乾燥工程Dにおける台車搬送速度を遅くしてタクトタイムを揃え、各工程間の従動スプロケット及び伝達機構を、搬送方向の前後にスライドするフローティング台8,8により支持し、塗装ラインPLの上流側の、コンベアカバー6が設置されている区域の外側のみにテークアップ装置5を設置した。
(もっと読む)
作業設備
【課題】ワーク搬送経路2に沿って当該ワーク搬送経路2脇に複数の作業ブース19〜23が設けられ、搬送用走行体1には、各作業ブース19〜23との間でワークWを移載するワーク移載手段10が設けられた作業設備において、各作業ブースに搬入されるワークWの位置を最適にしながら、設備全体のコストダウンを図る。
【解決手段】各作業ブース19〜23には、ワーク搬送経路2からの距離が作業ブース(19,20)(21)(22,23)によって異なるように設定された作業位置Y1〜Y4でワークWを支持するワーク支持手段28,34,37が配設され、搬送用走行体1のワーク移載手段10で作業ブース19〜23に搬入されるワークが当該作業ブース19〜23に設定された作業位置Y1〜Y3でワーク支持手段28,34,37により支持される。
(もっと読む)
熱処理装置
【課題】塗装ラインにおいて、水洗などの前処理されたワークの被塗装面の乾燥や塗装後のワークの塗装面の乾燥・焼付けなどに活用することができる熱処理装置を提案する。
【解決手段】下側開放の熱処理炉40、この熱処理炉40内の加熱手段(熱風循環経路54、加熱手段55、熱風循環用ブロワー56、及びコントローラー57)、当該熱処理炉40の真下に位置させることができるワーク支持台45、及び熱処理炉40とワーク支持台45とを相対的に昇降移動させてワーク支持台45上で支持されたワークWを熱処理炉40に対して上下方向に出し入れする昇降駆動手段44から構成された熱処理装置。
(もっと読む)
容器塗装のシステム及び方法
高い生産性及びフレキビシティを持ち最新のワンステージ成形機またはブロー成形機との効率的な組合せが可能な、ブロー成形されたプラスチック製容器(9)の塗装システム(1)。塗装システム(1)は、高い生産性を持つにも関わらず、全体構造がコンパクトであり、設置コスト及びエネルギー消費を低減できる。このシステムに対応する塗装方法は、プラスチック製容器(9)に効率的且つ迅速に複数の塗料層を形成することからなる。 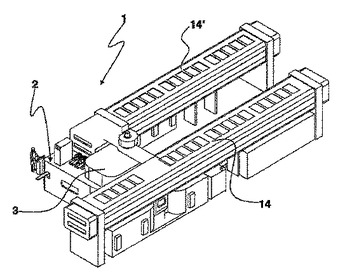 (もっと読む)
(もっと読む)
塗装処理装置及び塗装処理方法
【課題】塗装処理装置において、小物のワークの搬送、塗装処理槽への浸漬、引き上げ及び次の工程への搬送を連続的に行って塗装の効率化と塗装品質の向上を図る。
【解決手段】無端チェーンの間にワーク21を搬送するネットを取り付けた無端チェーンコンベア15を塗装処理槽13の上を通過して循環するように配設し、塗装処理槽13の上の無端チェーンコンベア15を下方向に押下げる落とし込みスプロケット25と、このスプロケットを駆動する上下方向駆動シリンダ31と、無端チェーンコンベア15を横に移動させる長さ調整スプロケット27と、このスプロケットを進退させる横方向駆動シリンダ33とを備え、無端チェーンコンベア15の下方向への移動長さ分だけ長さ調整スプロケット27を横に移動させて無端チェーンコンベア15を塗装処理槽13に落とし込む。
(もっと読む)
貫通部遮蔽構造
【課題】高耐久性及び高遮蔽性を備えながら騒音の小さい貫通部遮蔽構造を提供する。
【解決手段】仕切壁45に対する貫通部材18,23の移動経路として横方向に延びるスリット状開口46を仕切壁45に形成し、スリット状開口46を閉塞する複数の遮蔽板47A,47Bを、スリット状開口46に沿って移動する貫通部材18,23により順次に押し開く揺動自在な垂下状態でスリット状開口46に沿って並設する貫通部遮蔽構造において、遮蔽板47A,47Bを隣り合う2枚ずつの組にして、各組ごとに、一方の遮蔽板47Aが貫通部材18,23により押し開かれることに伴い、それとは反対向きに他方の遮蔽板47Bが開き揺動する状態に、それら2枚の遮蔽板47A,47Bを相互に連動させる連動機構48を設ける。
(もっと読む)
コーティング装置
【課題】高いスループットで容器の4側面をコーティングすることができるコーティング装置を提供する。
【解決手段】容器10を搬送する第1搬送機構20と、容器20を搬送する第2搬送機構40と、第1搬送機構20によって搬送されている容器20の第1、第2側面11、12をコーティングする第1、第2コーティングユニット31、32と、第2搬送機構40によって搬送されている容器10の第3、第4側面13、14をコーティングする第3、第4コーティングユニット33、34とを備える。第1搬送機構20は、第1搬送方向D1に第1、第2側面11、12が沿った第1状態で容器10を搬送し、第2搬送機構40は、第2搬送方向D2に第3、第4側面13、14が沿った第2状態で容器10を搬送する。
(もっと読む)
1 - 17 / 17
[ Back to top ]