
Fターム[4F042ED01]の内容
塗布装置−一般、その他 (33,298) | その他の塗布装置 (231) | 両面塗布装置 (35)
Fターム[4F042ED01]に分類される特許
1 - 20 / 35
パターン形成装置
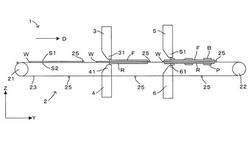
【課題】生産効率の向上を図りつつ、基板の破損を抑制することが可能となる。
【解決手段】基板Wの各主面S1、S2へのパターン形成を並行して実行することで、生産効率の向上が図られている。しかも、ディスペンサー3、4、5、6それぞれは、基板Wに対して非接触で対向するノズル31、41、51、61から塗布液を吐出することで、基板Wにパターンを形成する。これによって、パターン形成の際に基板Wに加わる圧力を小さく抑えることができる。こうして、生産効率の向上を図りつつ、基板の破損を抑制することが可能となっている。
(もっと読む)
描画装置及び描画方法

【課題】 高効率でパターン描画を行う。
【解決手段】 表側の第1の面及び裏側の第2の面を備える一方向に長い描画対象物を保持し、描画対象物の長さ方向に沿って搬送する搬送機構と、搬送機構に保持された描画対象物の第1の面に向けて液滴を吐出する第1の吐出部と、搬送機構に保持された描画対象物の第2の面に向けて液滴を吐出する第2の吐出部と、搬送機構に保持された描画対象物の第1の面及び第2の面の所定領域に液滴が塗布されるように、第1、第2の吐出部からの液滴の吐出、及び搬送機構による描画対象物の搬送を制御する制御装置とを有する描画装置を提供する。
(もっと読む)
両面同時塗工・乾燥装置
【課題】基材両面を一対の塗工用ダイで塗工して乾燥させるときに、塗工状態を同一又は希望する状態にできるようにする。
【解決手段】基材走行路Rの上流側に配置した基材案内ロール2と、基材走行路Rの下流側に配置した浮揚式乾燥装置3と、基材案内ロール2と浮揚式乾燥装置3の間に基材走行路Rを挟んで対向配置した一方面側塗工用ダイ7及び他方面側塗工用ダイ8からなり、これら塗工用ダイ7,8の間に塗工間隙Sを形成した一対の塗工用ダイ4とを備え、基材走行路Rが塗工間隙Sにおける厚み方向の基準位置Saを通過するように、塗工隙間Sの厚み寸法Tを維持させつつ一対の塗工用ダイ4を基材走行路Rの一方面側から他方面側へ向かう方向に沿って移動・停止させるダイ移動調節装置5を備えたこと。
(もっと読む)
両面塗工装置
【課題】塗膜の厚みを一定にできる両面塗工装置を提供する。
【解決手段】両面塗工装置は、ウェブ材Wを支持するバックアップローラ2と、バックアップローラ2に対向して配置され、ウェブ材Wの第1の面に塗料Pを塗布する第1塗装ヘッド1と、バックアップローラ2の下流に、下流側程間隔が広がるように配置され、多数の貫通穴9が開いた無端ベルト7と、無端ベルト7の裏側から貫通穴9を介してウェブ材Wを吸引する吸引チャンバ8とを備え、ウェブ材Wの第1の面の非塗装部分を吸着するように掛け渡された複数の吸引コンベア4と、吸引コンベア4に対向して配置され、ウェブ材Wの第2の面に塗料を塗布する第2塗装ヘッド3と、吸引コンベア4の間に配置され、ウェブ材Wの第1の面に向かってガスを噴射する多数の小孔10を備える静圧パッド5とを有する。
(もっと読む)
両面間欠塗布装置
【課題】両面間欠塗布において、塗工区間と無塗工区間との、ウェブの両面における位置合わせの精度や、塗工区間の膜厚の精度を向上させることが可能であり、さらに、工程ロスが少ない両面間欠塗布装置を提供する。
【解決手段】ウェブ2の片面に薬液を塗布する薬液塗布装置10の上流側に配置されたパターン位置検出機構14が検出した、ウェブ2の一方の面に形成した塗工区間4と無塗工区間6との位置に応じて、ウェブ2の他方の面に形成される塗工区間4と無塗工区間6が、ウェブ2の一方の面に形成した塗工区間4と無塗工区間6と、ウェブ2の搬送方向から見て同じ位置に形成されるように、薬液塗布装置10をウェブ2の搬送方向に対して垂直な幅方向に移動可能な薬液塗布装置可動機構12を介して薬液塗布装置10の位置と塗布のタイミングを制御する。
(もっと読む)
両面塗工装置
【課題】塗膜の厚みを一定にできる両面塗工装置を提供する。
【解決手段】両面塗工装置は、ウェブ材Wを支持するバックアップローラと、バックアップローラに対向して配置され、ウェブ材Wの第1の面に塗料を塗布する第1塗装ヘッドと、ウェブ材Wの第1の面の非塗装部分に当接するように環状に突出し、外周に雰囲気を吸い込む吸着穴14が開口する複数の支持部11を備える吸着ローラ4と、吸着ローラ4に対向して配置され、ウェブ材Wの第2の面に塗料を塗布する第2塗装ヘッド3とを有する。
(もっと読む)
両面コーティング装飾用ボードの製造方法および製造装置
両面コーティング装飾用ボードの製造においては、キャリアー材は、複数の通過を経て表面と裏面にコーティングを施される必要があったが、本発明のコーティングでは、第1に、液体接着剤を両面に塗布して、装飾用紙(または適切な裏当て紙、またはこれらの層の不織布)のウェブを敷設して、また、接着剤の乾燥後に粉末状の組成物を塗布することで大幅に簡略化される。その粉末状の組成物は、装飾用ボードの表面の第1ウェブの表面を加熱することによって溶融させ硬化させることができる樹脂を含む。この組成物を部分的に溶融させ、または完全に溶融させて、最終的には圧力と熱を加えることによって接着剤と樹脂の組成物を硬化させる。 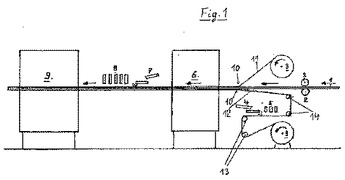 (もっと読む)
(もっと読む)
薄膜塗工装置並びに両面薄膜塗工装置
【課題】乾燥する前に連続的に精度良くスピーディーに薄膜を形成できる両面塗工が実現でき、特にリチウムイオン電池形成材の作製にあたってこの基材となる金属製フィルム(被塗工体)を傷付けたりノズル部の先端接触部の摩耗粉の発生・混入による不良も低減できる、画期的な薄膜塗工装置並びにこれを用いた両面薄膜塗工装置を提供する。
【解決手段】被塗工体5と摺動接触するノズル部4の先端接触部6を、塗工液2に溶けず導電性を有しない合成樹脂材Pで形成した。
(もっと読む)
薄膜塗工装置並びに両面薄膜塗工装置
【課題】乾燥する前に連続的に精度良くスピーディーに薄膜を形成できる両面塗工が実現でき、特にリチウムイオン電池形成材の作製にあたってこの基材となる金属製フィルム(被塗工体5)を傷付けたりノズル部の先端接触部の摩耗粉の発生・混入による不良も低減でき、従って、このスピーディーに行える両面塗工でリチウムイオン電池形成材の作製が実現できる画期的な薄膜塗工装置並びにこれを用いた両面薄膜塗工装置を提供すること。
【解決手段】ノズル部4の先端吐出孔3に対して前記被塗工体5の搬送上流側に、予塗工部6を設けて、この予塗工部6により予め塗工した前記被塗工体5に更に前記先端吐出孔3からの塗工液2により塗工することで、前記ノズル部4の前記被塗工体5との先端接触部7が、直接この被塗工体5の表面に摺動接触せず、前記予塗工されている表面に摺動接触するように構成した薄膜塗工装置。
(もっと読む)
薄膜塗工装置並びに両面薄膜塗工装置
【課題】塗工面の反対面を支持できない場合でも精度良く均一に薄膜を塗工形成でき、これを用いることで乾燥する前に連続的に精度良く均一に薄膜を形成する両面塗工も実現でき、特に両面塗工したリチウムイオン電池形成材の作製装置の小型化やこの作製の量産化も図れる画期的な薄膜塗工装置並びに両面薄膜塗工装置を提供すること。
【解決手段】フィルム状の被塗工体5を支持する支持ロール10の搬送下流側の近傍位置に前記ノズル部4の先端吐出孔3を配設した構成とし、このノズル部4の先端吐出孔3の搬送下流側に、エアを吹き付けてフィルム振動を抑制する非接触式振動抑制機構Dを設けた構成とした薄膜塗工装置。
(もっと読む)
塗工装置
【課題】乾燥炉を備えた大掛かりなライン設備を塗工方式毎に設置する必要を無くして、省スペース化、省コスト化を図ることができる塗工装置を提供する。
【解決手段】シート2に、塗工物を塗工し、シート2とともに塗工物を乾燥炉4で乾燥させるライン設備に用いられる塗工装置3である。塗工装置3は、塗工厚さや含浸量の大小のような塗工性能の異なる2種以上の塗工ユニット11,12を備えており、塗工ユニットの1つは、シートの両面をダイで塗工する表裏ダイ塗工ユニット11である。塗工ユニット11,12の少なくとも1つがラインの定位置Bに設置されるように切り替える切替機構14と、ラインの定位置Bに設置された塗工ユニット11を位置決めする位置決め機構15とを備えている。
(もっと読む)
ディップコーティング装置
【課題】従来のディッコーティング法では出来なかった、塗布対象物の全体の膜厚の変更を実現するディッコーティング装置を提供する。
【解決手段】把持部11に試料を12を把持し、把持部11が有する回転ステージで角度を調整し、吐工液面に対して垂直ではなく角度を持たせて、斜め上方に引き上げ、垂直に引き上げる場合と違い、試料12の全体に膜厚の差が発生する。また、低速で引き上げる場合には、試料12の表面に粒子配列や結晶が形成できる。
(もっと読む)
プロキシミティヘッドの表面形状変更
【解決手段】一実施形態例では、ウェットシステムは、プロキシミティヘッドと、基板(例えば半導体ウエハ)のためのホルダとを含む。プロキシミティヘッドは、メニスカスとしての水性流体の流れをプロキシミティヘッドの表面にわたって生じさせるように構成される。プロキシミティヘッドの表面は、流れを通じて基板の表面に作用する。ヘッドの表面は、流れを閉じ込める、維持する、及び/又は促進する表面形状変更を伴った非反応性材料(例えば熱可塑性プラスチック)で構成される。表面形状変更は、(例えばダイヤモンド又はSiCの先端を伴った)円錐状のスクライブによって表面に彫り込まれてよい、又はテンプレートを使用して表面上にメルトプリントされてよい。これらの変更は、準ウィッキング又は超疎水性を生じさせえる。ホルダは、基板の表面を流れに曝す。 (もっと読む)
両面同時塗布装置
【課題】電子基板等の上下面に同時にコーディングを施す塗布装置を提供する。
【解決手段】電子基板(1)の両面にコーディング材を塗布する塗布装置において、前記電子基板(1)の表面に第1のコーディング材を塗布する第1の塗布手段(2)と、この第1の塗布手段(2)に相対する位置に配設され、前記電子基板(1)の裏面に第2のコーディング材を塗布する第2の塗布手段(3)と、前記第1の塗布手段(2)および前記第2の塗布手段(3)の間の所定位置に、前記電子基板(1)の表面が前記第1の塗布手段(2)に相対するように前記電子基板(1)を搬送する搬送手段と、前記所定位置に搬送された電子基板(1)に対して、前記第1のコーディング材および前記第2のコーディング材の塗布作業を同時に実行させる制御手段とを備えることを特徴とする。
(もっと読む)
塗工ウエブの製造装置及びその製造方法
【課題】簡単な全体構成にて、塗工ウエブを効果的に製造する製造装置及び製造方法を提供する。
【解決手段】低延焼性シガレットのための塗工ウエブに適用した製造装置は、その製造方法を実施するにあたり、塗工すべきウエブWの走行経路2の途中に規定された塗工位置にて、走行経路2を挟んで配置され、互いのバックローラとして機能するロータリスクリーン4及びグラビアローラ6を備え、ロータリスクリーン4はウエブWの一方の面に液状の燃焼抑制剤を塗布して、ウエブWの走行方向に所定の間隔を存してバンド層を形成し、一方、グラビアローラ6はウエブWの他方の面に水を塗布し、バンド層と交互に並ぶ湿潤バンドを形成する。
(もっと読む)
イオン透過性ウエブ強化セパレータの製造プロセス
(i)2つの最も外側の表面を含む細長い多孔性ウエブを提供する工程;(ii)前記細長い多孔性ウエブを、前記細長い多孔性ウエブに対して平行である、上部スロット面および下部スロット面(ただし、前記面は実質的に垂直方向を持つ)をそれぞれが有する2つのスロットを含む2つの含浸ヘッド[6]および[6’]の間において下側に輸送し、これにより、少なくとも1つの膜ポリマーと、そのための少なくとも1つの溶媒とを含むドープの計量された量を前記細長い多孔性ウエブの両側の表面に同時に提供する工程(ただし、両側の表面上の前記量は実質的に同一である);(iii)前記細長い多孔性ウエブに前記ドープを完全に含浸し、実質的に等しい厚さで、前記下部スロット面の1つと、それに最も近い前記細長い多孔性ウエブの表面との間の隙間に依存しない厚さのドープ層を、前記細長い多孔性ウエブの前記最も外側の表面のそれぞれの表面に提供する工程;(iv)前記細長い多孔性ウエブに関連する前記ドープを、ドープ含浸後直ちに、少なくとも1つの非溶媒とともに相反転に供し、それにより膜を形成する工程;および、(v)前記少なくとも1つの膜ポリマーのための前記少なくとも1つの溶媒の残渣を前記膜から除き、それによりイオン透過性ウエブ強化セパレータを製造する工程を含むプロセスにおいて、前記ドープはずり減粘性であることを特徴とする。 (もっと読む)
連続塗装設備およびその運転方法
【課題】連続塗装設備におけるストリップの振動に起因する塗布ムラを効果的に防止することができる連続塗装設備を提供すると共に、その有利な運転方法を提案する。
【解決手段】走行する鋼帯1表面に塗布液を連続的に塗布する塗装装置2と、塗装後の鋼帯を乾燥および/または焼付処理するカテナリ型乾燥・焼付装置4と、乾燥・焼付後の鋼帯を冷却する、後段冷却での排気ブロアと前段冷却での給気ブロアを兼用している多段冷却ユニットにて構成されるカテナリ型冷却装置5とを有する連続塗装設備において、冷却装置の上流側の1以上の冷却ユニットに、給気ブロアから供給されるガスの一部を排気ブロアへ直送するバイパスする、あるいは給気ブロアから供給されるガスの長手方向および/または幅方向の流量分布を制御する給気ガス制御手段を設けたことを特徴とする連続塗装設備。
(もっと読む)
両面塗布装置及び塗液の両面塗布方法
【課題】中心開口部を有する被処理基板の両面に、中心開口部に塗液が侵入するのを防止しつつ、簡易な工程で均一に塗液を塗布することができる塗布装置を提供する。
【解決手段】本発明の塗布装置1は、中心開口部2aを有する被処理基板2の両主面に塗液を塗布する塗布装置であって、被処理基板2を、その中心開口部2aを閉塞して保持するチャッキング部11を有する回転駆動機構3と、被処理基板2の一方の主面に塗液を噴出する第1の塗液用ノズル18と、これを被処理基板2の一方の主面に沿って走査するように移動操作する第1の旋回駆動機構17と、被処理基板2の他方の主面に塗液を噴出する第2の塗液用ノズル28と、これを被処理基板3の他方の主面に沿って走査するように移動操作する第2の旋回駆動機構31と、第1の塗液噴出口23における塗液の噴出量と、第2の塗液噴出口29における塗液の噴出量を独立に制御する機能を有する。
(もっと読む)
塗装および造膜設備
【課題】塗装被膜の反応所用時間に対応して、塗装設備から造膜設備までの時間を自由に調節することができる連続コーティングラインにおける塗装および造膜設備を提供する。
【解決手段】帯状体に塗装を施す塗装設備と、塗装した塗膜を造膜させる造膜設備とを有する連続コーティングラインにおける塗装および造膜設備であって、上記塗装設備および造膜設備のいずれか一方または両方を帯状体の走行方向に沿って移動可能とするか、または、上記塗装設備および造膜設備のいずれか一方または両方を複数配設したことを特徴とする連続コーティングラインの塗装および造膜設備。
(もっと読む)
円筒状部材の内外面同時塗装方法、及び、円筒状部材の内外面同時塗装装置
【課題】装置コストの大幅なアップなしに、柔軟な素材からなる場合であっても、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行う円筒状部材の内外面同時塗装方法を提供する。
【解決手段】円筒状部材をその軸が鉛直になるよう保ちながら内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、円筒状部材の内部となるように設けられた、円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、第1のノズルに対向するように円筒状部材の外部となるように、円筒状部材の外面の全周に対し、円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、により、かつ、第1のノズルから吐出される第1の塗料が円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が円筒状部材の外面に接触する高さと、が同じになる位置で、内外面を同時に塗装する。
(もっと読む)
1 - 20 / 35
[ Back to top ]