
Fターム[4F071BC03]の内容
高分子成形体の製造 (85,574) | 成形品の製造(成形品の特徴) (10,563) | 厚板 (171)
Fターム[4F071BC03]に分類される特許
61 - 80 / 171
ウレタンエラストマー形成組成物および、熱硬化ウレタンエラストマーの製造方法
【課題】
引張強度や伸び等の諸性能を具備し、更に硬度クリープを小さくした速脱型熱硬化性ポリウレタンエラストマー形成性組成物を提供する。
【解決手段】
イソシアネート基含有ウレタンプレポリマー(A)と水酸基含有硬化剤(B)の混合比α(水酸基(mol)/NCO基(mol))が0.5〜0.8の混合比率からなり、触媒(C)が少なくとも、トリアルコールアミンとチタンテトラアルコキシドを反応させて得られるチタントリアルコールアミネート触媒(C1)と、四級アンモニウム系触媒(C2)と、アミノアルコール系触媒(C3)の3種類の触媒を用い、各触媒の形成性組成物全体に対する含有量が、(C1):50〜500ppm、(C2):20〜100ppm、(C3):50〜600ppmであること、を特徴とする速脱型注型ウレタンエラストマー形成性組成物。
(もっと読む)
木粉を含有する成形品の製造方法ならびに成形品
【課題】本発明の課題は、予備混練工程なしに、直接ポリプロピレン樹脂と木粉を用いて、木粉を50%以上含有する木粉含有樹脂成形品を、射出成形法によって効率良く製造することができる方法、ならびに、この製造方法によって製造された木粉含有樹脂射出成形品を提供することである。
【解決手段】曲げ弾性率(JIS K7203準拠)が、1000MPa以上1450MPa以下であり、メルトフローレート(JIS K7210準拠)が、15g/10min以上30g/10min以下であるランダムポリプロピレン樹脂と、15メッシュの篩を通過し、40メッシュの篩を通過しない木粉とを混合し、射出成形機によって金型に射出して成形品を得ることを特徴とする木粉含有樹脂射出成形品の製造方法である。
(もっと読む)
木粉高充填樹脂成形体及び屋外設置用構造物

【課題】熱可塑性合成樹脂における微視的なクリープ現象の発生を抑制することで、水分の多い屋外で用いた場所でもクラックの発生が起こりにくい木粉高充填樹脂成形体と屋外設置用構造物を提供する。
【解決手段】熱可塑性樹脂に木粉と架橋剤を配合させて配合成分を架橋させることで、熱可塑性樹脂の各分子鎖間の結合が多くなり、それぞれがより強固に結合する。木粉を取り巻く熱可塑性樹脂の各分子鎖間結合が強固になることで、吸湿による木粉の膨張が抑制され、木粉高充填樹脂成形体の吸水性を低下できる。このため、熱可塑性樹脂100重量部に対して木粉65〜400重量部を高充填されていても、吸水による寸法変化やクラックの発生を起こりにくくできる。
(もっと読む)
熱伝導性樹脂組成物
【課題】十分に高い伝熱特性を有しかつより安価な熱伝導性樹脂組成物を提供すること。
【解決手段】本発明の熱伝導性樹脂組成物は、熱硬化性樹脂中に伝熱性材料が均一に分散され、該熱伝導性樹脂組成物の成形体の切断面を二次元的に解析した場合に、該切断面に粒子径が0.3〜250μmの伝熱性粒子が含まれ、そして該伝熱性粒子のうち、0.3〜10μmの範囲の粒子径を有する各粒子間の距離が7μm以下である。本発明の熱伝導性樹脂組成物は、射出成形という非常に量産性の優れた加工方法において成形することが可能である。
(もっと読む)
変性樹脂組成物
【課題】特定のシンジオタクティックプロピレン重合体あるいは特定のシンジオタクティックプロピレン重合体およびプロピレン・α-オレフィン共重合体を含んでなるプロピレン系重合体組成物に放射線を照射を照射あるいは、有機過酸化物および架橋助剤存在下架橋することにより、透明性を維持しつつ、溶融時に特異的な粘度性能を示し、熱安定性の良好でかつ発泡性能が良好な架橋体を提供する。
【解決手段】シンジオタクティックプロピレン重合体(A)100〜50重量部と、プロピレン・α-オレフィン共重合体(B)0〜50重量部(ただし、(A)と(B)との合計を100重量部とする。)とを含んでなる樹脂組成物(C)に放射線架橋、あるいは過酸化物架橋することによって得られる変性樹脂組成物。
(もっと読む)
チューブ状ポリイミドベルトの製造法
【課題】金型からの脱型が容易であり、定着ベルト等として使用するのに適して表面抵抗率の低いチューブ状ポリイミドベルトの製造法を提供する。
【解決手段】(A)イソプロピリデンビス(4-フェニレンオキシ-4-フタル酸)二無水物、(B)3,3′,4,4′-ビフェニルテトラカルボン酸二無水物よりなるテトラカルボン酸二無水物と(C)6-アミノ-2-(p-アミノフェニル)ベンズイミダゾールまたはこれと(D)ビス(4-アミノフェニル)エーテル、(E)フェニレンジアミンの少なくとも1種よりなるジアミンとの共重合体であるポリアミック酸であって、(C)、(D)、(E)合計モル数中20〜100モル%を占める(C)成分が用いられたポリアミック酸の有機溶媒溶液中に導電性微粒子を分散させたポリアミック酸分散液を、円筒状または棒状基材外表面上に塗布して、乾燥処理を行った後ポリイミド化反応させ、チューブ状ポリイミドベルトを製造する。
(もっと読む)
芳香族ポリカーボネート樹脂成形品の成形方法およびその成形品
【課題】肉厚寸法精度に優れた芳香族ポリカーボネート樹脂成形品の成形方法およびその成形品を提供する。
【解決手段】芳香族ポリカーボネート樹脂組成物(A成分)を射出プレス成形法を用いて成形した成形品であって、該成形品の投影面積が500cm2〜30,000cm2、成形品の肉厚が2〜30mmの範囲であり、かつ最大肉厚差が肉厚の10%以内である事を特徴とする芳香族ポリカーボネート樹脂成形品。
(もっと読む)
高透明度のアイオノマー組成物及びそれを含む物品
組成物は、前駆体酸コポリマーの中和生成物であるアイオノマーを含む。前駆体酸コポリマーは、2個〜10個の炭素原子を有するα−オレフィンの共重合単位と、前駆体酸コポリマーの総重量に基づき約20〜約30重量%の、3個〜8個の炭素原子を有するα,β−エチレン性不飽和カルボン酸の共重合体単位とを含み、メルトフローレートは約10〜約4000g/10mmであり、そして約40%〜約90%のレベルまで中和され、かつナトリウムカチオンから実質的になる対イオンを含む場合、前駆体酸コポリマーは、約0.7〜約25g/10mmのメルトフローレート、および検出不可能なまたは約30j/g未満の凍結エンタルピーを有するナトリウムアイオノマーを生成する。さらに、上記アイオノマー組成物を含む物品が提供される。  (もっと読む)
(もっと読む)
導電性樹脂成形物
【課題】導電体としての金属を用いない導電性樹脂成形物では、従来達成し得なかった極めて高い導電性を示し、かつ柔軟性に優れる導電性樹脂成形物及び該成形物の製造方法の提供。
【解決手段】熱可塑性樹脂を30〜85重量%、導電性ポリアニリンを0.9〜10重量%、導電性炭素を6〜53重量%含む導電性樹脂成形物並びに熱可塑性樹脂、導電性ポリアニリン及び導電性炭素を含む導電性樹脂組成物を成形後、浸漬または洗浄することを特徴とする導電性樹脂成形物の製造方法。
(もっと読む)
熱可塑性樹脂射出成形体
【課題】雨垂れ跡などの汚れが付着することを長期に亘って防ぐことができる熱可塑性樹脂射出成形体を提供する。
【解決手段】親水基を有する熱可塑性樹脂100質量部に対し、シリコン成分として、シリコーンオイル0.1〜2.0質量部と、シリカ5〜30質量部の少なくとも一方を含有する熱可塑性樹脂組成物を、射出成形して得られた熱可塑性樹脂射出成形体に関する。シリコーンオイルやシリカによって、射出成形体の表面に高い滑水性を付与することができる。
(もっと読む)
ポリグリコール酸固化押出成形物及びその製造方法
【課題】切削、穴あけ、切断などの機械加工により二次成形品に成形することが可能なポリグリコール酸固化押出成形物とその製造方法を提供すること。
【解決手段】温度270℃及び剪断速度120sec−1で測定した溶融粘度が10〜1,500Pa・sのポリグリコール酸を含有する樹脂材料から形成され、1.575〜1.625g/cm3の密度、並びに5mm以上100mm以下の厚みまたは直径を有するポリグリコール酸固化押出成形物;並びに該ポリグリコール酸を含有する樹脂材料を固化押出成形後、固化押出物を加圧して、フォーミングダイ方向に背圧をかけながら引き取り、それによって、固化押出物の厚み方向若しくは直径方向への膨張を抑制する工程を含むポリグリコール酸固化押出成形物の製造方法。
(もっと読む)
アスファルト製品小分け方法、アスファルト製品小分け装置および型枠
【課題】短時間で連続的にアスファルト製品を型枠の容積の大きさ以下に効率よく小分けして冷却することのできるアスファルト製品小分け方法を提供する。
【解決手段】型枠に液状冷媒を染み込ませて型枠を表乾状態にする表乾工程と、表乾状態の上面が開放した型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入工程と、型枠内の溶融状態のアスファルト製品に液状冷媒を吹き付け、溶融状態のアスファルト製品の外周表面を冷却して硬化させる外周表面硬化工程と、型枠内の外周表面が硬化したアスファルト製品を液状冷媒で冷却する冷却工程と、型枠から脱型可能に外周が硬化したアスファルト製品を脱型する脱型工程とを備える。
(もっと読む)
透明樹脂成形体及び光学レンズ
【課題】優れたリフロー耐熱性と、優れた光学特性、即ち可視光域を含む広い波長の範囲の光に対する高い透明性を兼ね備え、さらに優れた耐光性を有する透明樹脂成形体、及び該透明樹脂成形体よりなり耐熱性、光学的特性及び耐光性に優れた光学レンズを提供する。
【解決手段】熱可塑性樹脂を20重量%以上含有する成形材料を成形するとともに、前記熱可塑性樹脂を架橋して得られる透明樹脂成形体であって、該成形体を、厚さ2mmとし200℃で10分間加熱したとき、波長400〜1000nmの全範囲において光の透過率が80%以上であることを特徴とする透明樹脂成形体、及びこの透明樹脂成形体よりなることを特徴とする光学レンズ。
(もっと読む)
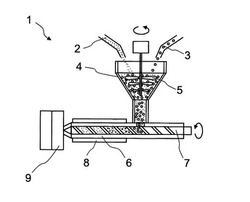
粉粒体成形方法および粉粒体成形装置
【課題】成形体の指定の部位によってかさ密度の異なる粉粒体成形体を少ない工程で製造する方法および、その方法に用いる粉粒体成形装置を提供する。
【解決手段】粉粒体16を型用容器14に充填して充填体となす充填工程と、充填体を固化する固化工程とを含む粉粒体成形方法であって、型用容器が非通気性の非通気性壁部と、粉粒体を通さずかつ通気性を有する通気性壁部から構成され、充填工程において粉粒体を風送18により型用容器内に送り込む粉粒体成形方法であり、非通気性の非通気性壁部と、粉粒体を通さずかつ通気性を有する通気性壁部から構成された型用容器と、粉粒体を風送により型用容器内に送り込む風送手段と、型用容器に送り込まれて充填された粉粒体からなる充填体を固化する固化手段とを備えた粉粒体成形装置2である。
(もっと読む)
ポリアリーレンスルフィド樹脂用可塑剤、ポリアリーレンスルフィド成形体、及びポリアリーレンスルフィド樹脂の伸び率を高める方法
【課題】 幅広い環境温度において弾性率を低下させずに靭性を付与できるPAS樹脂用の可塑剤を提供することにあり、前記可塑剤を使用して靭性と剛性とのバランスに優れるPAS樹脂の成形体を提供することにある。
【解決手段】 銅、ニッケル、亜鉛、コバルト、鉄及びマンガンから選ばれる少なくとも1つの金属種を含む金属微粒子からなるポリアリーレンスルフィド樹脂用可塑剤、該可塑剤を添加してなるポリアリーレンスルフィド組成物の成形体であって、−20℃〜120℃における引張伸び変化率が120%以上であり、且つ弾性率の変化率が90%以上であることを特徴とする成形体、及び、ポリアリーレンスルフィド樹脂相に、前記金属種を含む金属微粒子を分散させるポリアリーレンスルフィド樹脂の伸び率を高める方法。
(もっと読む)
熱伝導性に優れた粉体成形体を得るための組成物
【課題】炭素繊維とマトリクスを用いた熱伝導性に優れた成形体を得るための組成物、およびそれからの粉体成形体を提供する。
【解決手段】マトリクス成分100体積部に対し、アスペクト比が4〜100であるピッチ系黒鉛化短繊維を20〜1000体積部含む熱伝導性に優れた成形体を得るための組成物、およびそれからの粉体成形体。
(もっと読む)
研磨パッドおよびその製造方法
【課題】研磨面を介して内部に研磨粒子が進入不能でも研磨傷の発生を抑制し研磨レートを確保しつつ被研磨物の平坦性を向上させることができる研磨パッドを提供する。
【解決手段】研磨パッド10は、ポリウレタン樹脂で形成されたウレタンシート2を備えている。ウレタンシート2は、被研磨物を研磨加工するための研磨面Pを有している。ウレタンシート2では、研磨面Pに砥粒が通過可能な開孔が形成されておらず、研磨面Pを介してウレタンシート2の内部に、砥粒が進入不能に形成されている。ウレタンシート2では、ヒステリシスロス率が5〜40%の範囲に設定されている。研磨加工時に、研磨液中の砥粒によりウレタンシート2の研磨面Pが変形してもその変形が短時間で回復し、砥粒が移動しやすくなる。
(もっと読む)
熱可塑性樹脂組成物成形体およびその製造方法
【課題】金属酸化物フィラーの添加量の増加に伴う延性の低下および耐衝撃性の低下を抑制でき、実部品において光学的特性および機械的特性のバランスに優れ、かつ信頼性に優れた熱可塑性樹脂組成物成形体およびその製造方法を提供する。
【解決手段】異方性形状を有しかつ表面処理された金属酸化物粒子を含む熱可塑性樹脂組成物成形体であって、下記数式1および数式2から求められる前記金属酸化物粒子の配向度f0が0.4〜0.9であることを特徴とする、熱可塑性樹脂組成物成形体;
前記数式1および数式2中、φは配向の中心軸に対して粒子の長軸方向がなす方位角であり、Iφは方位角強度分布である。
(もっと読む)
加工木材粉含有成形体の製造方法、加工木材粉含有成形体、及び、加工木材粉含有材料
【課題】悪臭の発生を軽減しながら、加工木材粉含有成形体を製造する新規方法と、この方法によって製造される加工木材粉含有成形体と、加工木材粉含有成形体の材料となる加工木粉含有材料を提供すること。
【解決手段】加工木材粉含有成形体製造方法として、アミノ樹脂を含浸した加工木材粉、熱可塑性樹脂、及び、酸性の中和剤を熱可塑性樹脂を溶融して混合させることによって、混合物を生成する工程と、混合物を成形することによって加工木材粉含有成形体を製造する工程とを行い、中和剤として、使用する熱可塑性樹脂の融点よりも高い沸点を有する中和剤を用いる。
(もっと読む)
高熱伝導性樹脂成形体
【課題】
高熱伝導性、電気絶縁性、低密度、射出成形性などに優れ、かつ熱伝導異方性を有する成形体を、工業的に容易に成形する。
【解決手段】
ポリアリーレンサルファイド系樹脂、数平均粒径が15μm以上の鱗片形状六方晶窒化ホウ素粉末、を少なくとも含有し、樹脂/鱗片形状六方晶窒化ホウ素粉末の体積比率が90/10〜30/70の範囲である組成物を、成形体の体積の一部または全部が厚み1.3mm以下の面状となるように成形された成形体において、厚み1.3mm以下の面における面方向で測定された熱拡散率が厚み方向で測定された熱拡散率の2倍以上であり、かつ成形体の面方向における熱拡散率が0.5mm2/sec以上であることを特徴とする高熱伝導性樹脂成形体。
(もっと読む)
61 - 80 / 171
[ Back to top ]